Vous aimerez peut-être aussi
- A Complete Guide to Just-in-Time Production: Inside Toyota's MindD'EverandA Complete Guide to Just-in-Time Production: Inside Toyota's MindÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Policies to Support the Development of Indonesia’s Manufacturing Sector during 2020–2024: A Joint ADB–BAPPENAS ReportD'EverandPolicies to Support the Development of Indonesia’s Manufacturing Sector during 2020–2024: A Joint ADB–BAPPENAS ReportPas encore d'évaluation
- Finance Shreyas NairDocument7 pagesFinance Shreyas NairShreyas NairPas encore d'évaluation
- Abhishek Bennette Nandakumar Joel RoshnaDocument29 pagesAbhishek Bennette Nandakumar Joel RoshnaBennette AbrahamPas encore d'évaluation
- Impacts of The Perfect StormDocument6 pagesImpacts of The Perfect Stormabdulfetah hadiPas encore d'évaluation
- Toyota Motor Corporation: Just in Time (JIT) Management Strategy or Beyond?Document10 pagesToyota Motor Corporation: Just in Time (JIT) Management Strategy or Beyond?Shreyas NairPas encore d'évaluation
- Toyota Case StudyDocument3 pagesToyota Case StudyAqilah FuadPas encore d'évaluation
- Im CW2 ToyotaDocument4 pagesIm CW2 ToyotaJie YeePas encore d'évaluation
- Mj18gl059 Ayush AroraDocument17 pagesMj18gl059 Ayush AroraAyush AroraPas encore d'évaluation
- Toyota Success RecipeDocument7 pagesToyota Success Recipeapi-3740973Pas encore d'évaluation
- Nhóm 1: Q1: What Makes Toyota's Products So Special ?Document5 pagesNhóm 1: Q1: What Makes Toyota's Products So Special ?Yen DangPas encore d'évaluation
- Executive Summary: Operations Management Assignment Report Writing: Importance of Operations ManagementDocument12 pagesExecutive Summary: Operations Management Assignment Report Writing: Importance of Operations ManagementKunal GodbolePas encore d'évaluation
- Toyota Network 1Document16 pagesToyota Network 1ziani_manel9418Pas encore d'évaluation
- Toyota FinalDocument39 pagesToyota FinalBhaumik PatelPas encore d'évaluation
- Toyota Executive SummaryDocument16 pagesToyota Executive SummaryAmirahPas encore d'évaluation
- Operation Management ToyotaDocument16 pagesOperation Management Toyotahusain albaqali100% (1)
- Proton vs. ToyotaDocument11 pagesProton vs. ToyotaArif Ali Jinnah100% (5)
- Research Paper On CostDocument12 pagesResearch Paper On CostRaoul Arnaldo Primicias NaluptaPas encore d'évaluation
- Toyota SCMDocument9 pagesToyota SCMRita ChatterjiPas encore d'évaluation
- Toyota: A Global Auto Manufacturer (Facility Decisions)Document2 pagesToyota: A Global Auto Manufacturer (Facility Decisions)Tamizh pariPas encore d'évaluation
- TOYOTADocument30 pagesTOYOTARajavali Dudekula75% (4)
- ToyotaDocument10 pagesToyotaArun Sanal100% (2)
- Pom Semester Assgignment Bba-6a-031 Rizwan HaiderDocument5 pagesPom Semester Assgignment Bba-6a-031 Rizwan Haidersummaiya RizwanPas encore d'évaluation
- BS6 Jun 2004Document5 pagesBS6 Jun 2004ClayesmorePsychologyPas encore d'évaluation
- Strategic Supply Chain Management-The Case of Toyota UAEDocument23 pagesStrategic Supply Chain Management-The Case of Toyota UAEurbanus matiluPas encore d'évaluation
- ToyotaDocument5 pagesToyotaa_wingless angelPas encore d'évaluation
- Case On Toyota MotorsDocument4 pagesCase On Toyota MotorsAnkit Aryan100% (2)
- International Business ToyotaDocument8 pagesInternational Business ToyotaJOHN LESTER VILLAREALPas encore d'évaluation
- Arguments For Integrated Cost and Differentation Business Level StrategyDocument6 pagesArguments For Integrated Cost and Differentation Business Level StrategylucidbasePas encore d'évaluation
- V.A.T Group: 1. Lê Lam Vy B1601771 2. Nguyễn Thị Mỹ Ái B1607599 3. Võ Phương Thi B1601864Document29 pagesV.A.T Group: 1. Lê Lam Vy B1601771 2. Nguyễn Thị Mỹ Ái B1607599 3. Võ Phương Thi B1601864Moonie GermanottaPas encore d'évaluation
- Case Study 1 - Shift 2 PDFDocument1 pageCase Study 1 - Shift 2 PDF08. Ngọ Thị Hồng DuyênPas encore d'évaluation
- POM ToyotaDocument28 pagesPOM ToyotaLit Yen YeongPas encore d'évaluation
- Done Toyota Assigment CompleteDocument10 pagesDone Toyota Assigment CompleteShakir IsmailPas encore d'évaluation
- Second Phase: Toyota Analysis Project IFE MatrixDocument7 pagesSecond Phase: Toyota Analysis Project IFE MatrixAnonymous 1hE9917mpzPas encore d'évaluation
- Case 4Document1 pageCase 4Rahul DalviPas encore d'évaluation
- Strategic Management: International Strategy Case Study "Toyota"Document10 pagesStrategic Management: International Strategy Case Study "Toyota"Jagadeesh YathirajulaPas encore d'évaluation
- A CASE STUDY ToyotaDocument10 pagesA CASE STUDY ToyotaMd Alamgir Mollah0% (1)
- Marketing PlanDocument16 pagesMarketing PlanIsika Gunarathne100% (1)
- ToyotaDocument29 pagesToyotagoelankit51Pas encore d'évaluation
- Business EconomicsDocument5 pagesBusiness EconomicsSumit100% (1)
- Overall View On Market Competitiveness, Corecompetency and Competitive Advantage Between Toyota, Volkswagen and General Motors CompanyDocument16 pagesOverall View On Market Competitiveness, Corecompetency and Competitive Advantage Between Toyota, Volkswagen and General Motors CompanySuganthan DuraiswamyPas encore d'évaluation
- Cover Story - Toyota Kirloskar Auto Parts Transmissions For IMV Programme - Automotive Products FinderDocument2 pagesCover Story - Toyota Kirloskar Auto Parts Transmissions For IMV Programme - Automotive Products FinderGolak MahantaPas encore d'évaluation
- Toyota Business Strategy Meeting 2007Document28 pagesToyota Business Strategy Meeting 2007Yang GuangjiePas encore d'évaluation
- The Case Study of ToyotaDocument12 pagesThe Case Study of ToyotaVimala Selvaraj Vimala100% (1)
- Section B - Group No 4Document12 pagesSection B - Group No 4Devesh Prasad Mishra0% (1)
- Toyota SubmissionDocument2 pagesToyota Submissionnidhi guptaPas encore d'évaluation
- Case Study 2 MBA 6201 - Nusrat Jahan Munia (ID-211153003)Document8 pagesCase Study 2 MBA 6201 - Nusrat Jahan Munia (ID-211153003)Dr. RajibPas encore d'évaluation
- A Summer Project On ToyotaDocument13 pagesA Summer Project On ToyotaYASH UKANIPas encore d'évaluation
- New Final ProjectDocument26 pagesNew Final ProjectAsad AliPas encore d'évaluation
- Toyota Revs Up Us SalesDocument3 pagesToyota Revs Up Us Salesseeksudhanshu1Pas encore d'évaluation
- Mrketing Plan For ToyotaDocument15 pagesMrketing Plan For ToyotaRedwanur RahmanPas encore d'évaluation
- Strategic Management ToyotaDocument18 pagesStrategic Management ToyotaAyşenur EnçPas encore d'évaluation
- Case StudyDocument6 pagesCase StudyAvice BronsPas encore d'évaluation
- A Case Study of Toyota Marketing EssayDocument8 pagesA Case Study of Toyota Marketing EssayHND Assignment HelpPas encore d'évaluation
- Problem & Solutions of Toyota Motor CorporationDocument5 pagesProblem & Solutions of Toyota Motor CorporationImroz Mahmud73% (15)
- Group Members: Waseem RidhiDocument58 pagesGroup Members: Waseem RidhiFaiz AlbahrainPas encore d'évaluation
- Reseach Tsunami 2011Document3 pagesReseach Tsunami 2011Harmandeep SinghPas encore d'évaluation
- Toyota Caselet 8Document1 pageToyota Caselet 8Krishna Kumar100% (1)
- Acorda, Keanna Micha Ella DDocument20 pagesAcorda, Keanna Micha Ella DLennox Llew HensleyPas encore d'évaluation
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationD'EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationPas encore d'évaluation
- Billing Month Voucher Number Cheque Number: Innove CommunicationsDocument2 pagesBilling Month Voucher Number Cheque Number: Innove CommunicationsChristine MagnayePas encore d'évaluation
- Nfa Southern Tagalog Region Marketing Operations: April 14, 2020Document13 pagesNfa Southern Tagalog Region Marketing Operations: April 14, 2020Christine MagnayePas encore d'évaluation
- Considerations For Business and Risk Managers During The Coronavirus/Covid19 OutbreakDocument19 pagesConsiderations For Business and Risk Managers During The Coronavirus/Covid19 OutbreakChristine MagnayePas encore d'évaluation
- Survey Questionnaire: Do You Buy Any Customized Items?Document5 pagesSurvey Questionnaire: Do You Buy Any Customized Items?Christine MagnayePas encore d'évaluation
- LBR Case StudyDocument1 pageLBR Case StudyChristine MagnayePas encore d'évaluation
- To: Graduate School StudentsDocument3 pagesTo: Graduate School StudentsChristine MagnayePas encore d'évaluation
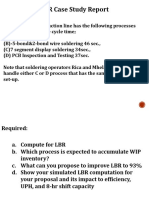
- LBR Case Study ReportDocument15 pagesLBR Case Study ReportChristine MagnayePas encore d'évaluation
- LBR Case Study ReportDocument1 pageLBR Case Study ReportChristine MagnayePas encore d'évaluation
- To Judge The Potential of Generating Revenue of A New IdeaDocument3 pagesTo Judge The Potential of Generating Revenue of A New IdeaChristine MagnayePas encore d'évaluation
- Line Balance Ratio (LBR) : Lean Manufacturing Explained - LMEDocument10 pagesLine Balance Ratio (LBR) : Lean Manufacturing Explained - LMEChristine MagnayePas encore d'évaluation
- Kenneth Kim Joseph Cruzat Ramos Method Study and Internet Tool: Increased The Productivity of The Bank Project BackgroundDocument6 pagesKenneth Kim Joseph Cruzat Ramos Method Study and Internet Tool: Increased The Productivity of The Bank Project BackgroundChristine MagnayePas encore d'évaluation
- Statement of Medicines Purchased: TotalDocument2 pagesStatement of Medicines Purchased: TotalChristine MagnayePas encore d'évaluation
- What Is ChangeDocument3 pagesWhat Is ChangeCalonneFrPas encore d'évaluation
- Attachment 17 Contractors Qualification SystemDocument9 pagesAttachment 17 Contractors Qualification SystemMohammad AshpakPas encore d'évaluation
- Unit 6 (Workbook) : 6A-Love in The SupermarketDocument4 pagesUnit 6 (Workbook) : 6A-Love in The SupermarketLưu Văn SángPas encore d'évaluation
- Fixed Asset and Depreciation Schedule: Instructions: InputsDocument5 pagesFixed Asset and Depreciation Schedule: Instructions: InputsPatrick GhariosPas encore d'évaluation
- Afm Module 3 - IDocument26 pagesAfm Module 3 - IABOOBAKKERPas encore d'évaluation
- Salary Increase Matrix - Impact of Uncertain Performance Appraisal Results - People CentreDocument8 pagesSalary Increase Matrix - Impact of Uncertain Performance Appraisal Results - People CentreMedhat MohamedPas encore d'évaluation
- NIST Third Party Compliance ChecklistDocument26 pagesNIST Third Party Compliance ChecklistMuchamad SolihinPas encore d'évaluation
- Inventory Valuation: First in First Out (FIFO) Last in First Out (LIFO) Average Cost Method (AVCO)Document9 pagesInventory Valuation: First in First Out (FIFO) Last in First Out (LIFO) Average Cost Method (AVCO)Abhilash JhaPas encore d'évaluation
- Apprentice Act 1961Document2 pagesApprentice Act 1961Narendra ParmarPas encore d'évaluation
- Surendra Gupta Refuse To Pay NSELDocument2 pagesSurendra Gupta Refuse To Pay NSELBhoomiPatelPas encore d'évaluation
- Module 8: Ethical Issues in Entrepreneurship: (4 Quarter, 2 Semester)Document4 pagesModule 8: Ethical Issues in Entrepreneurship: (4 Quarter, 2 Semester)Nicole ConcepcionPas encore d'évaluation
- Training Module For SHG Book Keepers: SHG Books of Records Duration: 3 DaysDocument32 pagesTraining Module For SHG Book Keepers: SHG Books of Records Duration: 3 DaysONYANGO JohnnyPas encore d'évaluation
- Ah! Capital Facilitation Agreement v17.10Document9 pagesAh! Capital Facilitation Agreement v17.10Mamidi Raja ManikantaPas encore d'évaluation
- Zomato AnalysisDocument7 pagesZomato AnalysisEton Pinto0% (1)
- An Overview of Money Laundering in Pakistan and Worldwide: Causes, Methods, and Socioeconomic EffectsDocument46 pagesAn Overview of Money Laundering in Pakistan and Worldwide: Causes, Methods, and Socioeconomic EffectsMunir Ahmed KakarPas encore d'évaluation
- Hopfloor: Mandate Trade UnionDocument36 pagesHopfloor: Mandate Trade UnionGugutza DoiPas encore d'évaluation
- 2021 Annual Member StatementDocument9 pages2021 Annual Member Statementkz2w4tx6prPas encore d'évaluation
- Assignment 2 EconomicsDocument2 pagesAssignment 2 Economicsjessica.goldiePas encore d'évaluation
- MGP ApplicationDocument6 pagesMGP Application21f1006509Pas encore d'évaluation
- 10 Golden Rules of Pricing ConversationsDocument3 pages10 Golden Rules of Pricing ConversationsPete Majkowski100% (1)
- eBayReturnLabel 5135454522 PDFDocument2 pageseBayReturnLabel 5135454522 PDFsherry webberPas encore d'évaluation
- DDA Status-Dwarka ExpresswayDocument11 pagesDDA Status-Dwarka ExpresswayAshok SharmaPas encore d'évaluation
- 3-1I Feasibility StudyDocument36 pages3-1I Feasibility StudytesfaPas encore d'évaluation
- Paper 4 Jeff BezosDocument5 pagesPaper 4 Jeff Bezosapi-535584932100% (1)
- Starbucks StoryDocument27 pagesStarbucks Storymushi_ak4u100% (15)
- Unit 2Document17 pagesUnit 2DeepakPas encore d'évaluation
- Unit 2: Supply, Demand, and Consumer Choice: Do You See The Cow?Document26 pagesUnit 2: Supply, Demand, and Consumer Choice: Do You See The Cow?ARINPas encore d'évaluation
- Randstad Workmonitor 2023Document90 pagesRandstad Workmonitor 2023Ariella HotasiPas encore d'évaluation
- B-UBP-MM7 - KFTD UAT Warehouse Management I UBP V1Document16 pagesB-UBP-MM7 - KFTD UAT Warehouse Management I UBP V1alfauzanPas encore d'évaluation
- Taxation On Real Estate Transactions: A - B S. MDocument37 pagesTaxation On Real Estate Transactions: A - B S. MMcke YapPas encore d'évaluation