Vous aimerez peut-être aussi
- Api 650 Seccio9n 8Document9 pagesApi 650 Seccio9n 8Olga Sandoval RomeroPas encore d'évaluation
- Ultrasonido Norma AWSDocument29 pagesUltrasonido Norma AWSChristopher Navarro Lopez100% (1)
- Métodos de examen ultrasónico para materiales y fabricaciónDocument14 pagesMétodos de examen ultrasónico para materiales y fabricaciónMarco Bacian100% (4)
- Api 650Document16 pagesApi 650Percy Junior Berrios Muñoz100% (1)
- Metodos Radiograficos API 650Document8 pagesMetodos Radiograficos API 650jabrito40-1100% (1)
- Asme Seccion Viii Uw 51 PDFDocument3 pagesAsme Seccion Viii Uw 51 PDFIgnacio Perez Ramirez100% (1)
- Asme Seccion Viii - Uw11 - Uw51 - Uw52.Document6 pagesAsme Seccion Viii - Uw11 - Uw51 - Uw52.Luis Ramirez100% (1)
- Criterios de aceptación bajo ASME VIII Div 1Document8 pagesCriterios de aceptación bajo ASME VIII Div 1Jose Manuel GaliciaPas encore d'évaluation
- (Met-Pro-009) Montaje Tanques API 650 v-1Document5 pages(Met-Pro-009) Montaje Tanques API 650 v-1WCORSALPas encore d'évaluation
- Calificación de Soldadores Según Norma ASME Sección IXDocument6 pagesCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CallePas encore d'évaluation
- Continuacion API 650 Rev. 01Document3 pagesContinuacion API 650 Rev. 01Anonymous fBIEWgmRzPas encore d'évaluation
- Puentes Aws D1.5Document8 pagesPuentes Aws D1.5HM Innovametal100% (2)
- API - 1104 Espanol Sec 9Document7 pagesAPI - 1104 Espanol Sec 9Darwin_SidneyPas encore d'évaluation
- ISO 24817 Español PDFDocument61 pagesISO 24817 Español PDFJonathan Javier Benavides MendozaPas encore d'évaluation
- Criterios de Aceptacion para DoblezDocument1 pageCriterios de Aceptacion para DoblezIvan DPas encore d'évaluation
- Inspección radiográfica de defectos de soldaduraDocument20 pagesInspección radiográfica de defectos de soldaduraManuel50% (2)
- Procedimiento de Medición de La Adhesión Por TracciónDocument2 pagesProcedimiento de Medición de La Adhesión Por TracciónPer DCPas encore d'évaluation
- Tabla 6.1. Criterio de Aceptación de Inspección VisualDocument1 pageTabla 6.1. Criterio de Aceptación de Inspección Visualaluis_770% (1)
- Ansi B16.25Document41 pagesAnsi B16.25sajuro1989100% (1)
- Criterios de Aceptación ASME B31Document2 pagesCriterios de Aceptación ASME B31Wilians Rosales Chavez100% (1)
- Aceros Inoxidables-WpsDocument103 pagesAceros Inoxidables-WpsHoover Ortiz100% (1)
- Prueba Neumatica - Asme Sec. Viii Div. 1Document2 pagesPrueba Neumatica - Asme Sec. Viii Div. 1PercyAlexander100% (2)
- Tablas Completas Compiladas 100% TORQUEO ECOPETROLDocument8 pagesTablas Completas Compiladas 100% TORQUEO ECOPETROLbladimyrPas encore d'évaluation
- Inspección de tubería API 5L con líquidos penetrantes fluorescentesDocument3 pagesInspección de tubería API 5L con líquidos penetrantes fluorescentesLinis Maris DcfPas encore d'évaluation
- Criterio de Aceptación API 650Document1 pageCriterio de Aceptación API 650Adrian Velazco100% (2)
- API 653 Inspeccion Reparacion Modificacion Reconstruccion de TanquesDocument54 pagesAPI 653 Inspeccion Reparacion Modificacion Reconstruccion de TanquesJunior Perez100% (1)
- Refuerzos en Tuberias Asme b31.3 STPDocument2 pagesRefuerzos en Tuberias Asme b31.3 STPToapanta Fredy100% (1)
- 106 Grado BDocument5 pages106 Grado BYordan PerdomoPas encore d'évaluation
- Procedimeinto Inspección de Ondas GuiadasDocument14 pagesProcedimeinto Inspección de Ondas GuiadasHenryZambranoPas encore d'évaluation
- Artículo 4Document5 pagesArtículo 4Frank Bautista100% (3)
- Torques PIKOTEKDocument1 pageTorques PIKOTEKELEJONDO Pablo - VCPas encore d'évaluation
- API 650 en Espanol PDFDocument11 pagesAPI 650 en Espanol PDFJesus CondoriPas encore d'évaluation
- ICOT-PRO-CC-034 - Procedimiento de Ultrasonido Industrial - API 650 2016Document14 pagesICOT-PRO-CC-034 - Procedimiento de Ultrasonido Industrial - API 650 2016Oscar S Espinoza MenachoPas encore d'évaluation
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocument14 pagesProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Proyecto Aws d15.1Document15 pagesProyecto Aws d15.1Humberto Wilfrido Castro ReyesPas encore d'évaluation
- Lista de SoldadoresDocument2 pagesLista de SoldadoresMau Atenas PerezPas encore d'évaluation
- Taller Codigo AWS D1.1 - 2010Document6 pagesTaller Codigo AWS D1.1 - 2010Williy126Pas encore d'évaluation
- Electrodo E 7010 A1Document1 pageElectrodo E 7010 A1Avimiled Manosalva Rincón50% (2)
- Presentacion API 1104 2016 9qDocument86 pagesPresentacion API 1104 2016 9qCarlosEduardoAláMamani100% (4)
- Abertura de La RaízDocument7 pagesAbertura de La RaízHector ChavezPas encore d'évaluation
- Código B31, Clasificacion de Los Fluidos de ServicioDocument4 pagesCódigo B31, Clasificacion de Los Fluidos de ServicioJuan Sebastián Nuñez Morales100% (2)
- PROCEDIMIENTO Armado de Tanques APIDocument10 pagesPROCEDIMIENTO Armado de Tanques APIeGnEsToMc100% (2)
- Criterios de Aceptacion API 650 Edicion 2007 Addendum 2Document3 pagesCriterios de Aceptacion API 650 Edicion 2007 Addendum 2Jose Juan100% (5)
- PREGUNTAS API en Blanco (Ok)Document9 pagesPREGUNTAS API en Blanco (Ok)MarceloToccoPas encore d'évaluation
- Reglas para Soldar Un Tanque Segun API 650Document37 pagesReglas para Soldar Un Tanque Segun API 650Davis Paredes90% (10)
- Procedimiento para Inspección Por Líquidos Penetrantes Según AWS D1.1Document10 pagesProcedimiento para Inspección Por Líquidos Penetrantes Según AWS D1.1Nilton Luis100% (1)
- Criterios Deaceptacion b31.3Document1 pageCriterios Deaceptacion b31.3Richard Harold Morales SozaPas encore d'évaluation
- Plan de La Calidad para Tanques de 5000 BlsDocument41 pagesPlan de La Calidad para Tanques de 5000 BlsAngie Torres100% (1)
- Empalme en ZDocument1 pageEmpalme en ZEvelyn Erika Ubaldo Cuadros67% (3)
- Exámenes ultrasónicos de soldaduras ASME BPC.V-2017Document23 pagesExámenes ultrasónicos de soldaduras ASME BPC.V-2017Efrain Ortiz Barreto60% (5)
- Calibración de DensitómetroDocument11 pagesCalibración de DensitómetroCatalina Carreño100% (1)
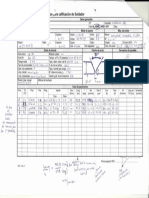
- Planilla Calificacion SoldadorDocument1 pagePlanilla Calificacion SoldadorCaro ReinosoPas encore d'évaluation
- Api650 RX RequerimientosDocument3 pagesApi650 RX RequerimientosEDUARDO SANTOSPas encore d'évaluation
- Criterios de Aceptacion API 650 - 124724Document4 pagesCriterios de Aceptacion API 650 - 124724Jose MoralesPas encore d'évaluation
- Api 650Document3 pagesApi 650ferrer0000100% (2)
- Criterio Asme Sec VIII Div 2 UT ESPAÑOLDocument6 pagesCriterio Asme Sec VIII Div 2 UT ESPAÑOLJulio HernándezPas encore d'évaluation
- ENSAYOS NO DESTRUCTIVOS (Autoguardado)Document46 pagesENSAYOS NO DESTRUCTIVOS (Autoguardado)Jesus Paniagua MontielPas encore d'évaluation
- Ultrasonic Testing of Steel ForgingsDocument27 pagesUltrasonic Testing of Steel ForgingsEfrain Ortiz Barreto100% (1)
- Estandar API 1104 ASME B31.3 Criterios de AceptacionDocument12 pagesEstandar API 1104 ASME B31.3 Criterios de Aceptacionandresrojas250% (1)
- 1.0 Procedimiento de Inspeccion de Tuberia Forzada de Acuerdo Al Asme Viii Div 1-Po-rt-001013-Asme ViiiDocument25 pages1.0 Procedimiento de Inspeccion de Tuberia Forzada de Acuerdo Al Asme Viii Div 1-Po-rt-001013-Asme ViiiJuan Carlos Ojeda ColanaPas encore d'évaluation
- Decreto 298Document16 pagesDecreto 298digecaPas encore d'évaluation
- ILOG - Curso Basico Particulas Magneticas 2014Document138 pagesILOG - Curso Basico Particulas Magneticas 2014dextermindPas encore d'évaluation
- Iso 9712 PDFDocument62 pagesIso 9712 PDFJuan Alvarez EstayPas encore d'évaluation
- Manual de Liquidos Penetrantes. VISITE HTTPDocument59 pagesManual de Liquidos Penetrantes. VISITE HTTPveroni-k-andrea100% (6)
- Filtracion ClaseDocument54 pagesFiltracion ClaseJuan Alvarez EstayPas encore d'évaluation
- 03 Ejercicios de Vistas Sistema Diedrico Nivel Medio PDFDocument5 pages03 Ejercicios de Vistas Sistema Diedrico Nivel Medio PDFAndrés Caleb Blanco GuzmanPas encore d'évaluation
- PRODUCTIVIDAD Capitulo4Document45 pagesPRODUCTIVIDAD Capitulo4Neftalí Gómez ZapataPas encore d'évaluation
- Manual Hidraulica y NeumaticaDocument122 pagesManual Hidraulica y Neumaticafranci8792% (24)
- Hds SikaflexDocument4 pagesHds SikaflexSanymaq SeguridadPas encore d'évaluation
- Practica 2 ONDAS ESTACIONARIASDocument3 pagesPractica 2 ONDAS ESTACIONARIASNicolás Gil PiñaPas encore d'évaluation
- Biografía de Galileo Galilei para NiñosDocument3 pagesBiografía de Galileo Galilei para Niñosnatacha cinalliPas encore d'évaluation
- Tarea de MatemáticasDocument12 pagesTarea de MatemáticasManuel Alvarez TorresPas encore d'évaluation
- 01 - SCA 02 - TareaDocument3 pages01 - SCA 02 - Tarearosa100% (1)
- Universidad Nacional de Ingenieria Facultad de Ingenieria Geologica Minera y MetalurgicaDocument122 pagesUniversidad Nacional de Ingenieria Facultad de Ingenieria Geologica Minera y MetalurgicaEdgarNeroPas encore d'évaluation
- Programa de Bloqueo y EtiquetadoDocument14 pagesPrograma de Bloqueo y EtiquetadoAngela VargasPas encore d'évaluation
- PLC BasicoDocument100 pagesPLC BasicoJaime Puig PortnerPas encore d'évaluation
- ACELERACIÓNDocument5 pagesACELERACIÓNMARIA DE LOS ANGELES PUESCAS TAVARAPas encore d'évaluation
- Ingeniería Civil: Análisis de esfuerzos en barra estructuralDocument7 pagesIngeniería Civil: Análisis de esfuerzos en barra estructuralDaniel QuispePas encore d'évaluation
- Reacciones Químicas y Balanceo de EcuacionesDocument8 pagesReacciones Químicas y Balanceo de EcuacionesArmando Mantilla100% (1)
- 2) Conociendo La Placa PacienteDocument2 pages2) Conociendo La Placa PacienteMaria Soledad PetrinoPas encore d'évaluation
- Ensayo 1Document25 pagesEnsayo 1Fernando MonardesPas encore d'évaluation
- Iram 10005 Parte PDFDocument14 pagesIram 10005 Parte PDFCesar SellanesPas encore d'évaluation
- Cálculo Diferencial (2020-2021) Hoja 2: Problemas de conjuntos en RnDocument1 pageCálculo Diferencial (2020-2021) Hoja 2: Problemas de conjuntos en RnPablo Fernández del AmoPas encore d'évaluation
- GUIA - No 2 - QUIMICA - 8° - 3RD - PERIODODocument2 pagesGUIA - No 2 - QUIMICA - 8° - 3RD - PERIODOCARLOS ANDRES HOSTIA VILLANUEVAPas encore d'évaluation
- Manual Tecnico OPERADOR CCTVDocument13 pagesManual Tecnico OPERADOR CCTVWilmer Hard100% (1)
- Membrana Primero MedioDocument3 pagesMembrana Primero MedioNatalia Arias FigueroaPas encore d'évaluation
- Mapa Mental - Gutierrez YohanaDocument1 pageMapa Mental - Gutierrez YohanaLeidy Yohana Gutierrez LopezPas encore d'évaluation
- Pi 05 03 02Document7 pagesPi 05 03 02rpdicPas encore d'évaluation
- Directorio Programa de Ingeniería Electrónica Yopal Encuentros 2020-2Document5 pagesDirectorio Programa de Ingeniería Electrónica Yopal Encuentros 2020-2Diego Alejandro Becerra MartinezPas encore d'évaluation
- CUESTIONES ENLACE QUÍMICO 4 EsoDocument2 pagesCUESTIONES ENLACE QUÍMICO 4 EsoCristy100% (2)
- Funciones Nitrogenadas AminasDocument6 pagesFunciones Nitrogenadas AminasjosegreapPas encore d'évaluation
- Campo eléctrico y carga puntualDocument4 pagesCampo eléctrico y carga puntualEduardo BautistaPas encore d'évaluation
- Analisis Proceso Electrorefinacion CuDocument9 pagesAnalisis Proceso Electrorefinacion CuXimena Patricia Pizarro CortezPas encore d'évaluation
- Practica 2 Propiedades Fisicas de La Materia Ing AlimentosDocument16 pagesPractica 2 Propiedades Fisicas de La Materia Ing AlimentosFernando LondoñoPas encore d'évaluation
- Portafolio Corporativo Todas MarcasDocument45 pagesPortafolio Corporativo Todas MarcasalexPas encore d'évaluation
- Materiales Conductores ElectricosDocument4 pagesMateriales Conductores ElectricosJUAN DIEGO DUEÑAS FLORESPas encore d'évaluation
- Leyes de KirchhoffDocument9 pagesLeyes de KirchhoffXáman Vela VelaPas encore d'évaluation
- Unidad III Vectores en Sistemas Coordenados.Document25 pagesUnidad III Vectores en Sistemas Coordenados.Jhony CerqueraPas encore d'évaluation