Vous aimerez peut-être aussi
- Service Manual Panasonic KX-MB2025EXW - KX-MB2030EXWDocument486 pagesService Manual Panasonic KX-MB2025EXW - KX-MB2030EXWsilviovictorPas encore d'évaluation
- British Commercial Computer Digest: Pergamon Computer Data SeriesD'EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesPas encore d'évaluation
- RT700i series barcode printer user manualDocument76 pagesRT700i series barcode printer user manual장재영Pas encore d'évaluation
- Manual Fairbanks FB 2250Document26 pagesManual Fairbanks FB 2250CCASTELLARPas encore d'évaluation
- Manual Latest of Ftdi RelayDocument15 pagesManual Latest of Ftdi RelaynipunPas encore d'évaluation
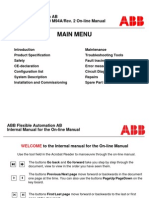
- S4-Irb1400 M94a ProductDocument531 pagesS4-Irb1400 M94a Productmaugrinder100% (2)
- ATS420 ATS Controller User Manual V1.0Document29 pagesATS420 ATS Controller User Manual V1.0Arturo HerreraPas encore d'évaluation
- s4c Product Manual Irb 640 3hac 2950 1 m98Document10 pagess4c Product Manual Irb 640 3hac 2950 1 m98Serafim SantosPas encore d'évaluation
- RMP200-8 HW Mod Description - 300992BDocument28 pagesRMP200-8 HW Mod Description - 300992BTEUKU50% (8)
- Industrial: Panel 800 - PP846Document54 pagesIndustrial: Panel 800 - PP846khaledmangawyPas encore d'évaluation
- Operating Manual: Signal Converter SSI - Analog / SerialDocument30 pagesOperating Manual: Signal Converter SSI - Analog / SerialDiana MIND AmayaPas encore d'évaluation
- HL - 5340D Service Manual Manual ServicioDocument319 pagesHL - 5340D Service Manual Manual ServicioRomeo Mihaita PfaPas encore d'évaluation
- EMP 7200 Service Manual PDFDocument29 pagesEMP 7200 Service Manual PDFВладимирPas encore d'évaluation
- Sfu0102 0202 eDocument24 pagesSfu0102 0202 eBrendisPas encore d'évaluation
- BUENO ELECTRIC BEPR-830U Digital Transformer Protection Device Technical ManualDocument28 pagesBUENO ELECTRIC BEPR-830U Digital Transformer Protection Device Technical ManualNguyen Xuan TungPas encore d'évaluation
- Data Projector Service Manual GuideDocument113 pagesData Projector Service Manual Guideafranio batistaPas encore d'évaluation
- EMP-7200 Service ManualDocument29 pagesEMP-7200 Service ManualSrdjan DjordjevicPas encore d'évaluation
- Model Ace500-Xxx-Xxxx: User's Manual Digital Velocity/Torque/Position Mode Servo DriveDocument38 pagesModel Ace500-Xxx-Xxxx: User's Manual Digital Velocity/Torque/Position Mode Servo Drivemanish agrawalPas encore d'évaluation
- L37X01E L37X01U: Service Manual Manuel D'Entretien WartungshandbuchDocument88 pagesL37X01E L37X01U: Service Manual Manuel D'Entretien WartungshandbuchAnte AndrićPas encore d'évaluation
- High Performance Transistor Inverter True Torque Control Drive SeriesDocument62 pagesHigh Performance Transistor Inverter True Torque Control Drive SeriesJulisa LombardoPas encore d'évaluation
- Manual: E300 Series Mini-Type Integrated Universal Inverter ManualDocument68 pagesManual: E300 Series Mini-Type Integrated Universal Inverter ManualDmitryPas encore d'évaluation
- Betriebsanleitung 7 Com Sipos enDocument68 pagesBetriebsanleitung 7 Com Sipos engvnks90Pas encore d'évaluation
- 3BSE080639 C en 800xa Networks - NE840 User ManualDocument34 pages3BSE080639 C en 800xa Networks - NE840 User ManualClebson. CardozoPas encore d'évaluation
- Manual Soft Starter PSD370 5309699-1Document22 pagesManual Soft Starter PSD370 5309699-1Marcos AldrovandiPas encore d'évaluation
- M700-70 Series Instruction Manual - IB1500042-G (ENG)Document839 pagesM700-70 Series Instruction Manual - IB1500042-G (ENG)Nanssy AruljothiPas encore d'évaluation
- X300 RinstrumDocument34 pagesX300 RinstrumIvan GarciaPas encore d'évaluation
- User's Manual: FP0H Control UnitDocument158 pagesUser's Manual: FP0H Control UnitjhonnyPas encore d'évaluation
- CHINA HBTV-3201HD Chassis MSTAR 6U89 PDFDocument36 pagesCHINA HBTV-3201HD Chassis MSTAR 6U89 PDFIvanilto Martins da CruzPas encore d'évaluation
- Manual-US2000B 16BISV0902 AnglaisDocument22 pagesManual-US2000B 16BISV0902 AnglaisNobody SpecialPas encore d'évaluation
- TECH MAN RA7202 VeDocument32 pagesTECH MAN RA7202 VeJoseph Nsongo100% (1)
- Panel Builder 800 V5.1 PDFDocument54 pagesPanel Builder 800 V5.1 PDFQR JcPas encore d'évaluation
- 03 User ManualAMF Controller and Monitoring With EStone-IIUpto 32kVA DG RatingDocument37 pages03 User ManualAMF Controller and Monitoring With EStone-IIUpto 32kVA DG RatingSangram NayakPas encore d'évaluation
- DP3L1-565 (IO) Open Loop Stepping Driver ManualDocument18 pagesDP3L1-565 (IO) Open Loop Stepping Driver ManualNguyen QuanPas encore d'évaluation
- R6 BT70 Ares MS - 65 Man GBDocument28 pagesR6 BT70 Ares MS - 65 Man GBAmal Raj100% (1)
- Deye Inverter Single Phase 5-12kw ManualDocument51 pagesDeye Inverter Single Phase 5-12kw ManualRostislav PetrovPas encore d'évaluation
- 3bse056248 en Ac 800m and s800 I o - Getting StartedDocument68 pages3bse056248 en Ac 800m and s800 I o - Getting StartedDoc_LACPas encore d'évaluation
- Ri FB Pro/I: / Perfect Charging / / Solar EnergyDocument22 pagesRi FB Pro/I: / Perfect Charging / / Solar Energyjulio perezPas encore d'évaluation
- FBL4000 Pro&5000 ProUser Manual PDFDocument16 pagesFBL4000 Pro&5000 ProUser Manual PDFahmad khanPas encore d'évaluation
- 3WL13404EG381AA2 Datasheet enDocument5 pages3WL13404EG381AA2 Datasheet enMohamed SaidPas encore d'évaluation
- 3WL11122EB354GA2-Z+C22+T40 Datasheet enDocument5 pages3WL11122EB354GA2-Z+C22+T40 Datasheet enmustafa.gphispatPas encore d'évaluation
- Balança SHIMADZU PDFDocument41 pagesBalança SHIMADZU PDFlucasPas encore d'évaluation
- Inverter DR-300 Manual PDFDocument164 pagesInverter DR-300 Manual PDFPham Khanh67% (6)
- Service Manual: EPSON FX-875/FX-890 EPSON FX-2175/FX-2190Document194 pagesService Manual: EPSON FX-875/FX-890 EPSON FX-2175/FX-2190Natan Gabriel Traspalacios VilladaPas encore d'évaluation
- Service Manual for 10-20kVA ITYS PRO UPSDocument36 pagesService Manual for 10-20kVA ITYS PRO UPSAnuradhe ThilakarathnaPas encore d'évaluation
- IMPXRaDocument153 pagesIMPXRaAlejandro MontesPas encore d'évaluation
- Interface WB Rev A.0 Eng 0Document24 pagesInterface WB Rev A.0 Eng 0Marcelo LeguizamonPas encore d'évaluation
- Service Manual: EPSON LX-300+II LX-300+II RTP LX-1170IIDocument130 pagesService Manual: EPSON LX-300+II LX-300+II RTP LX-1170IIVladimir AngiePas encore d'évaluation
- R9500 - Assemblaggio Jacquard - 120711046 - ENGDocument29 pagesR9500 - Assemblaggio Jacquard - 120711046 - ENGpacheco bPas encore d'évaluation
- B800-1 ManualEDocument35 pagesB800-1 ManualESLAMET PAMBUDIPas encore d'évaluation
- 560P User Manual Rev 1.2Document80 pages560P User Manual Rev 1.2Reese VlogsPas encore d'évaluation
- Keb Combivert f4 Power Stage Instruction ManualDocument52 pagesKeb Combivert f4 Power Stage Instruction ManualsrikrishPas encore d'évaluation
- Installation and Operation Manual: Cover - MAEN859A.fm Page 1 Friday, August 29, 2008 1:55 PMDocument30 pagesInstallation and Operation Manual: Cover - MAEN859A.fm Page 1 Friday, August 29, 2008 1:55 PMMitul ShahPas encore d'évaluation
- Phontech 6200 7334808Document22 pagesPhontech 6200 7334808Иван ПарлапановPas encore d'évaluation
- Electronic Counter Zx020Document11 pagesElectronic Counter Zx020IGHORODJEPas encore d'évaluation
- SC7500 English TechDocument74 pagesSC7500 English Techluis miguel GonzalezPas encore d'évaluation
- Emotron Syncoption Instruction 01-5828-01r1.enDocument28 pagesEmotron Syncoption Instruction 01-5828-01r1.enhadiPas encore d'évaluation
- Emed ES350 ESU - Service ManualDocument112 pagesEmed ES350 ESU - Service ManualEDITOR100% (1)
- Erbe VIO300S - Service ManualDocument70 pagesErbe VIO300S - Service ManualMario Sotomayor Araya100% (8)
- صفاء سعدDocument3 pagesصفاء سعدahmed desokyPas encore d'évaluation
- اصاله علىDocument5 pagesاصاله علىahmed desokyPas encore d'évaluation
- Erba XL 180Document289 pagesErba XL 180Vilma VigontePas encore d'évaluation
- BPC Biocistem EspectroDocument41 pagesBPC Biocistem EspectroBenigno C. SolisPas encore d'évaluation
- tn4113 ddr3 Point To Point Design PDFDocument27 pagestn4113 ddr3 Point To Point Design PDFsamarra25Pas encore d'évaluation
- Service Manual 5010 RieleDocument95 pagesService Manual 5010 Rielewawan1010100% (3)
- Bta16 600B PDFDocument5 pagesBta16 600B PDFŽaba Od ŽadaPas encore d'évaluation
- 3300 Chem. Analyzer Service ManualDocument96 pages3300 Chem. Analyzer Service ManualFernando Farias70% (23)
- SBOX-Max Operating ManualDocument32 pagesSBOX-Max Operating Manualahmed desoky100% (1)
- Database Programming With SQL 3-3: Introduction To Functions Practice SolutionsDocument2 pagesDatabase Programming With SQL 3-3: Introduction To Functions Practice SolutionsAlPas encore d'évaluation
- Answers Student Text: UNIT 1 Decimals and FractionsDocument4 pagesAnswers Student Text: UNIT 1 Decimals and FractionsChristinePas encore d'évaluation
- Tonospag 381Document402 pagesTonospag 381Walter GrasselliPas encore d'évaluation
- Implement Reflection of Object Using MFCDocument4 pagesImplement Reflection of Object Using MFCAtharv JoshiPas encore d'évaluation
- Kazuo Habiro and Jean-Baptiste Meilhan - On The Kontsevich Integral of Brunnian LinksDocument14 pagesKazuo Habiro and Jean-Baptiste Meilhan - On The Kontsevich Integral of Brunnian LinksGmoniconPas encore d'évaluation
- DP-900 DumpsDocument84 pagesDP-900 DumpsParas Garg100% (4)
- Mobile Phone QuestionnaireDocument7 pagesMobile Phone QuestionnaireIsha GoelPas encore d'évaluation
- PC Assembly PlantDocument19 pagesPC Assembly Plantmuyenzo100% (1)
- Ap2011janm21 958230704 904229210Document6 pagesAp2011janm21 958230704 904229210Neeraj Kumar GuptaPas encore d'évaluation
- Introduction To Auto CadDocument31 pagesIntroduction To Auto CadazhiPas encore d'évaluation
- Programming ECU Suzuki PDFDocument40 pagesProgramming ECU Suzuki PDFMuhammad Eitch-BeePas encore d'évaluation
- UPI - Product SolutionsDocument8 pagesUPI - Product SolutionsAmit SinghPas encore d'évaluation
- January 22-28, 2012Document10 pagesJanuary 22-28, 2012Bikol ReporterPas encore d'évaluation
- Deformation PDFDocument66 pagesDeformation PDFRicardo ColosimoPas encore d'évaluation
- Capture The Scene: LizardqDocument4 pagesCapture The Scene: Lizardqjuk expertPas encore d'évaluation
- DCIT 65 Social and Professional Issues Privacy SurveillanceDocument4 pagesDCIT 65 Social and Professional Issues Privacy SurveillancegelaPas encore d'évaluation
- ASNZS 3808 - PreviewDocument6 pagesASNZS 3808 - PreviewTRUONGPas encore d'évaluation
- OopsDocument3 pagesOopsVikas SaxenaPas encore d'évaluation
- Tampermonkey Autorefresh-1Document2 pagesTampermonkey Autorefresh-1JOSEPas encore d'évaluation
- Sensors: Assessment of Mental, Emotional and Physical Stress Through Analysis of Physiological Signals Using SmartphonesDocument21 pagesSensors: Assessment of Mental, Emotional and Physical Stress Through Analysis of Physiological Signals Using SmartphonesfebriPas encore d'évaluation
- CPT111 - Chapter 2 (Programming Exercises)Document6 pagesCPT111 - Chapter 2 (Programming Exercises)Sam Chee HoePas encore d'évaluation
- 02.orion XT HSSD Detector Data SheetDocument4 pages02.orion XT HSSD Detector Data SheetEDUARDOPas encore d'évaluation
- WLDoc 12-4-25 5 - 41 (PM)Document6 pagesWLDoc 12-4-25 5 - 41 (PM)Doberman CatPas encore d'évaluation
- Driver Deployment Utility v2.0.0.32468 Release NotesDocument4 pagesDriver Deployment Utility v2.0.0.32468 Release NotesDaniel NituPas encore d'évaluation
- ManualDocument50 pagesManualmohan2380% (1)
- TECTA Operator Manual - VWR10218-898Document62 pagesTECTA Operator Manual - VWR10218-898mboudi thomasPas encore d'évaluation
- Roll Number 301644: Ukssv %& VH FKHZ Izr SD Iz'U I GSRQ Vyx&Vyx Izos'K I E Miflfkfr I Mkmuyksm DjsaaDocument1 pageRoll Number 301644: Ukssv %& VH FKHZ Izr SD Iz'U I GSRQ Vyx&Vyx Izos'K I E Miflfkfr I Mkmuyksm DjsaaPushpendra BiwalPas encore d'évaluation
- Technical Manual Weight Indicator: E-Lw: Software For Continuous Dosage in Unloading With Flow AdjustmentDocument103 pagesTechnical Manual Weight Indicator: E-Lw: Software For Continuous Dosage in Unloading With Flow AdjustmentValentin MaricaPas encore d'évaluation
- Lee Seyeon - 8th Grade U2 - DJ - ArchitectureDocument46 pagesLee Seyeon - 8th Grade U2 - DJ - Architectureapi-481593484Pas encore d'évaluation
- Irunin 1Document8 pagesIrunin 1joyPas encore d'évaluation