Vous aimerez peut-être aussi
- Lixiviacion de CobreDocument4 pagesLixiviacion de CobreJorge Luis Lopez SolisPas encore d'évaluation
- BALANCE METALURGICO 3 - 4 ProductosDocument10 pagesBALANCE METALURGICO 3 - 4 ProductosLENIN GAMARRAPas encore d'évaluation
- Recuperación de Oro Con Carbón Activado: Proceso CICDocument164 pagesRecuperación de Oro Con Carbón Activado: Proceso CICDiego Fernando Sevillano Castillo100% (1)
- Laboratorio 7 de Hidro y Electrometalurgia-Preci (Itación Por CementaciónDocument13 pagesLaboratorio 7 de Hidro y Electrometalurgia-Preci (Itación Por CementaciónPjanoo1989Pas encore d'évaluation
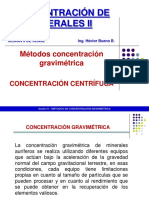
- CS9 - Concentración CentrífugaDocument25 pagesCS9 - Concentración CentrífugaMishell Huaman MendozaPas encore d'évaluation
- LABORATORIO Solucion CianuradaDocument25 pagesLABORATORIO Solucion CianuradaNuntónNuñezLourdesPas encore d'évaluation
- DIAGRAMA DE POURBAIX PARA EL SISTEMA Cu-S-H2O - y Cu-O-H2O1Document10 pagesDIAGRAMA DE POURBAIX PARA EL SISTEMA Cu-S-H2O - y Cu-O-H2O1Stefany ZacquerPas encore d'évaluation
- Evaluación de Reactivos de FlotaciónDocument8 pagesEvaluación de Reactivos de FlotaciónMichael Vera OrellanaPas encore d'évaluation
- Uso Del Cianuro en La Industria Del OroDocument9 pagesUso Del Cianuro en La Industria Del OroHenry Casimiro CabreraPas encore d'évaluation
- Flotación de Minerales de CobreDocument10 pagesFlotación de Minerales de CobreEddie WinterPas encore d'évaluation
- Teorai de Tanks de AgitacionDocument12 pagesTeorai de Tanks de Agitacionmarco antonio salcedo iquiapazaPas encore d'évaluation
- Preparacion de ReactivosDocument5 pagesPreparacion de ReactivosFranz PalaciosPas encore d'évaluation
- Lixiviacion Minerales CobreDocument5 pagesLixiviacion Minerales Cobreoskar0706Pas encore d'évaluation
- Planta Huari InformeDocument8 pagesPlanta Huari InformePaulo PinedaPas encore d'évaluation
- Practica N 5 FiltracionDocument4 pagesPractica N 5 FiltracionRonald Alarcon RomaniPas encore d'évaluation
- Proceso JarositaDocument2 pagesProceso JarositaalbertPas encore d'évaluation
- Módulo de Merrill Crowe PDFDocument30 pagesMódulo de Merrill Crowe PDFEder Aranda CarbonellPas encore d'évaluation
- Diagrama de Pourbaix Oro PeruDocument1 pageDiagrama de Pourbaix Oro PerutayzerozPas encore d'évaluation
- SECCION 10 Extraccion Del Cobre Por Solventes PDFDocument42 pagesSECCION 10 Extraccion Del Cobre Por Solventes PDFcarlosPas encore d'évaluation
- Sesion N°28 - Reactivos Utilizados para Facilitar La Precipitacion Del Oro y Plata Apartir de Soluciones CianurasDocument13 pagesSesion N°28 - Reactivos Utilizados para Facilitar La Precipitacion Del Oro y Plata Apartir de Soluciones CianurasElvis Bonifacio Gilian100% (1)
- Hidrometalurgia de La CalcopiritaDocument25 pagesHidrometalurgia de La CalcopiritaChristian Mendez UtcaniPas encore d'évaluation
- Laboratorio MetalurgiaDocument6 pagesLaboratorio MetalurgiaFernandoMAPas encore d'évaluation
- El Carbon ActivadoDocument22 pagesEl Carbon ActivadoJulio David GonzalezPas encore d'évaluation
- Tecnologia en El Tratamiento de Minerales Refract A Rio A La CianuracionDocument10 pagesTecnologia en El Tratamiento de Minerales Refract A Rio A La CianuracionAntoni Hinojosa0% (1)
- LIXIVIACION DE MALAQUITA CuCO3Document27 pagesLIXIVIACION DE MALAQUITA CuCO3FRANKPas encore d'évaluation
- Cinetica de Lixiviación - Lixiviación en BotellaDocument20 pagesCinetica de Lixiviación - Lixiviación en BotellaFIORELLA GIANINA CHIPANA OCHOAPas encore d'évaluation
- Catálogo Mathiesen SACDocument10 pagesCatálogo Mathiesen SACreneossesPas encore d'évaluation
- Lixiviacion Acida de Un Mineral Oxidado de CobreDocument6 pagesLixiviacion Acida de Un Mineral Oxidado de CobreCarlos Gallardo ReaPas encore d'évaluation
- Tostacion CloruranteDocument104 pagesTostacion Cloruranteduvanp920% (1)
- Carga Circulante en Molinos y Curva de TrompDocument20 pagesCarga Circulante en Molinos y Curva de TrompDamaris Juarez CubasPas encore d'évaluation
- CINCITADocument4 pagesCINCITALuis AlianoPas encore d'évaluation
- Beneficios de Flotación Inversa en Limpieza de Concentrados Revision UniDocument18 pagesBeneficios de Flotación Inversa en Limpieza de Concentrados Revision UnimexalurgiaPas encore d'évaluation
- Informe 6 Procesos Hidrometalurgicos PercolacionDocument18 pagesInforme 6 Procesos Hidrometalurgicos PercolacionmarcoPas encore d'évaluation
- Lab 3 Piro 2Document8 pagesLab 3 Piro 2Oscar Salazar MorenoPas encore d'évaluation
- Recuperacion de Minerales Del RelaveDocument3 pagesRecuperacion de Minerales Del RelaveFranchezcoly QE0% (1)
- Experimento 5 - Lixiviación en Columna PDFDocument4 pagesExperimento 5 - Lixiviación en Columna PDFBrian Ramos100% (1)
- Proceso Albion para Minerales Refractarios RefGoldDocument2 pagesProceso Albion para Minerales Refractarios RefGoldIrving Dirzo Carrillo100% (1)
- Curva de Partición de Un ClasificadorDocument7 pagesCurva de Partición de Un ClasificadorOliviet Wilfredo Roca CuyubambaPas encore d'évaluation
- Lixiviacion de Minerales de OroDocument2 pagesLixiviacion de Minerales de OroCarolay Chavez CallupePas encore d'évaluation
- Trabajo 1 (Proceso de Transferencia de Masa)Document3 pagesTrabajo 1 (Proceso de Transferencia de Masa)JOAN RODOLFO PURIS CoNDORPas encore d'évaluation
- Tesis Uso Depresores No Toxicos Andaychagua HuamanDocument80 pagesTesis Uso Depresores No Toxicos Andaychagua Huamanalexander puma sacsahuillcaPas encore d'évaluation
- Capítulo 10 Separación Por Flotación Electroquímica de Minerales SulfuradosDocument25 pagesCapítulo 10 Separación Por Flotación Electroquímica de Minerales SulfuradosBraulio ala andiaPas encore d'évaluation
- Problemas en La Recuperacion Del OroDocument5 pagesProblemas en La Recuperacion Del OroManuel Alexis Aguilar ChoquecahuanaPas encore d'évaluation
- Flotacion Espumantes BeneficiosDocument17 pagesFlotacion Espumantes BeneficiosYeiko OrtegaPas encore d'évaluation
- Cianuración - Cinética, VariablesDocument33 pagesCianuración - Cinética, VariablesJose Saba AllendePas encore d'évaluation
- ExtracciónDocument206 pagesExtracciónAnaDelPinoCalderonPas encore d'évaluation
- Lixiviacion de SulfurosDocument54 pagesLixiviacion de SulfurosAlexis Rojas MezaPas encore d'évaluation
- SESIÓN #3 Solubilidad Electroquímica de Minerales y MetalesDocument38 pagesSESIÓN #3 Solubilidad Electroquímica de Minerales y MetalesLourdesPas encore d'évaluation
- Extraccion Por SolventesDocument28 pagesExtraccion Por SolventesFelipe SantiagoPas encore d'évaluation
- Ciclo Del CobreDocument9 pagesCiclo Del CobreMaryin QuimbayaPas encore d'évaluation
- Hidrometalurgia IIMP DET2018Document2 pagesHidrometalurgia IIMP DET2018Thu Nena Jhoana Estrada OrtegaPas encore d'évaluation
- Lixiviacion de Cobre PDFDocument4 pagesLixiviacion de Cobre PDFalbertPas encore d'évaluation
- Laboratorio Cinetica 14Document8 pagesLaboratorio Cinetica 14Franshesca Sutti FloresPas encore d'évaluation
- Lab 4 Lixiviacion de CuDocument8 pagesLab 4 Lixiviacion de CuAna Luisa Garnica SalgadoPas encore d'évaluation
- Hidro Cobre SX Intro UnmsmDocument33 pagesHidro Cobre SX Intro UnmsmRalf42RDPPLEPas encore d'évaluation
- Laboratorio de Lixivicion DinamicaDocument21 pagesLaboratorio de Lixivicion DinamicaAlguienPas encore d'évaluation
- ADSORCIÓN DE Au (CN) 2Document8 pagesADSORCIÓN DE Au (CN) 2Nataniel Linares GutiérrezPas encore d'évaluation
- LixiviacionDocument8 pagesLixiviacionLeonel Leus QuispePas encore d'évaluation
- Tratamiento de Soluciones CosechaDocument10 pagesTratamiento de Soluciones CosechaSamuel ChoquecotaPas encore d'évaluation
- Une Env - 1992 4 2000Document37 pagesUne Env - 1992 4 2000jhonginsPas encore d'évaluation
- Taller Notacion Cientif. y Conversion de UnidDocument3 pagesTaller Notacion Cientif. y Conversion de UnidJorge Ulloa LabrínPas encore d'évaluation
- 2-Tolerancias Geometricas y DimensionalesDocument225 pages2-Tolerancias Geometricas y DimensionalesSaul Alejandro100% (2)
- Historia Del OpaDocument3 pagesHistoria Del OpaJose Manuel AguilarPas encore d'évaluation
- P-SST-002 Procedimiento de Arranque de Material Con Martillo NeumáticoDocument6 pagesP-SST-002 Procedimiento de Arranque de Material Con Martillo NeumáticoJorge CamargoPas encore d'évaluation
- Diseño de Sifon InvertidoDocument3 pagesDiseño de Sifon Invertidoyury caceres ninaPas encore d'évaluation
- Shell Thick Plate Membrane DiferenciasDocument3 pagesShell Thick Plate Membrane DiferenciasDorian AranibarPas encore d'évaluation
- t.4 Funciones de La Conducion de La GuerraDocument22 pagest.4 Funciones de La Conducion de La Guerrananiyagami89% (9)
- Simulacro N°1Document3 pagesSimulacro N°1Miguel Martin Correa CoronelPas encore d'évaluation
- 1.2 Procesos de ManufacturaDocument49 pages1.2 Procesos de ManufacturaJared LopeezPas encore d'évaluation
- Calor de Descomposicion Deo H2o2Document18 pagesCalor de Descomposicion Deo H2o2AlexanderZuñigaGarciaPas encore d'évaluation
- Historia de La Matematica El RenacimientoDocument2 pagesHistoria de La Matematica El RenacimientoOSCAR educaPas encore d'évaluation
- Proyecto Biblioteca FinalDocument36 pagesProyecto Biblioteca FinalJacqueline Portillo100% (2)
- Marco Conceptual HidraulicaDocument7 pagesMarco Conceptual HidraulicaSara AguilarPas encore d'évaluation
- Infografía Proyecto SogamosoDocument3 pagesInfografía Proyecto SogamosoEsneider Galeano ArizaPas encore d'évaluation
- Bomba CentrifugaDocument30 pagesBomba CentrifugaruthPas encore d'évaluation
- Dimensiones y UnidadesDocument14 pagesDimensiones y UnidadesJaime Sarmiento ZegarraPas encore d'évaluation
- Comandos de AutoCAD AyudaDocument8 pagesComandos de AutoCAD AyudaFercho CantoralPas encore d'évaluation
- Sanchez-Excel-Metodo de Coeficientes-80%Document39 pagesSanchez-Excel-Metodo de Coeficientes-80%gianmarcoPas encore d'évaluation
- CatalogoDocument310 pagesCatalogoOscar Leonardo Gonzalez OtaloraPas encore d'évaluation
- Cálculo de Parámetros de Líneas de Transmisión - LAB#3Document19 pagesCálculo de Parámetros de Líneas de Transmisión - LAB#3DIAZ CUBA ROGER JEANPOOLPas encore d'évaluation
- RallyDocument3 pagesRallyBertha Martinez ZamoraPas encore d'évaluation
- Resumen Formulación Magistral Tema 3Document5 pagesResumen Formulación Magistral Tema 3purple rainbowPas encore d'évaluation
- Simulacion Matematica de Yacimientos 2007 PDFDocument133 pagesSimulacion Matematica de Yacimientos 2007 PDFSergio Jesus MarquezPas encore d'évaluation
- Practico 4 Caida LibreDocument6 pagesPractico 4 Caida LibreSonia Ainoa MamaniPas encore d'évaluation
- Ejercicios Modulo 3-1Document11 pagesEjercicios Modulo 3-1lcandoPas encore d'évaluation
- INSTALACIONES ELECTRICAS Ejercicio Calculo de ConductoresDocument2 pagesINSTALACIONES ELECTRICAS Ejercicio Calculo de Conductoresthe DardevilPas encore d'évaluation
- Simulación de Sistemas de Eventos DiscretosDocument44 pagesSimulación de Sistemas de Eventos DiscretosgeorgegioPas encore d'évaluation
- Uso Del GeogebraDocument3 pagesUso Del GeogebraJoel HerreraPas encore d'évaluation