Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- 8086 Hardware Specification: Segment 5Document19 pages8086 Hardware Specification: Segment 5Tigabu YayaPas encore d'évaluation
- VAR Catalogue UkDocument72 pagesVAR Catalogue Ukgeisbrian1Pas encore d'évaluation
- Recommended Severe Service Valve Solutions For LNG Service Compressor Anti-Surge ValvesDocument3 pagesRecommended Severe Service Valve Solutions For LNG Service Compressor Anti-Surge ValvesAhmed KhairyPas encore d'évaluation
- MTC's ARAMCODocument17 pagesMTC's ARAMCOMotahar NajiPas encore d'évaluation
- Ather Specifications SheetDocument2 pagesAther Specifications SheetKarthikeyan VenkatesanPas encore d'évaluation
- SENCORE Understand ESR in CapacitorsDocument4 pagesSENCORE Understand ESR in CapacitorsmashjlPas encore d'évaluation
- Pz-7 КаталогDocument25 pagesPz-7 КаталогlionelPas encore d'évaluation
- Yp 243433Document14 pagesYp 243433Mariela Contreras0% (1)
- Information Systems 363 Stair Chapter 3 11th EditionDocument55 pagesInformation Systems 363 Stair Chapter 3 11th EditionVictoria NguyenPas encore d'évaluation
- Intertek UL 508A Standard UpdatesDocument2 pagesIntertek UL 508A Standard UpdatesWilfredo MolinaPas encore d'évaluation
- 120 M ElectricoDocument44 pages120 M ElectricomoisesPas encore d'évaluation
- Impact Panel Printer For Industrial Use: CharacteristicsDocument3 pagesImpact Panel Printer For Industrial Use: CharacteristicsWALTER DANIEL GUTIERREZ VEREAUPas encore d'évaluation
- Electrical Safety Management Procedure May 2013Document35 pagesElectrical Safety Management Procedure May 2013Roni Enjelani100% (2)
- CCS-DX CCS Delegate UnitDocument2 pagesCCS-DX CCS Delegate UnitvtcuongPas encore d'évaluation
- Workshop Manual General Section Indica Vista 1.4 Fire Euro 5 PDFDocument19 pagesWorkshop Manual General Section Indica Vista 1.4 Fire Euro 5 PDFShashikanth Nm0% (1)
- Foremost DR24HD - EnglishDocument9 pagesForemost DR24HD - EnglishJorge RodriguezPas encore d'évaluation
- Design and Construction of A Solar Powered Metro Vehicle. (Update) (2) .Docx 31-1-2019Document52 pagesDesign and Construction of A Solar Powered Metro Vehicle. (Update) (2) .Docx 31-1-2019kawsar ahmmedPas encore d'évaluation
- DashDocument2 pagesDashJesse Alonso100% (1)
- CAM-ReachForks-LEAF-2104-EN (2) Telescopic ForkDocument3 pagesCAM-ReachForks-LEAF-2104-EN (2) Telescopic ForkThanh NgocPas encore d'évaluation
- LA450AXD2Document10 pagesLA450AXD2Libro AzulPas encore d'évaluation
- Breaker Size Calculator - ElectricalDocument6 pagesBreaker Size Calculator - ElectricalUjjal ChakmaPas encore d'évaluation
- 581 - Guide - Corona Electromagnetic Probe Tests (TVA)Document23 pages581 - Guide - Corona Electromagnetic Probe Tests (TVA)Nattawut Rattanakajitwong100% (1)
- Lista Preliminarde ExpositoresDocument58 pagesLista Preliminarde Expositorestesting accountPas encore d'évaluation
- Simatic st80 STPC Chap02 English 2013Document138 pagesSimatic st80 STPC Chap02 English 2013Eduardo Bueno LemesPas encore d'évaluation
- File 1438715980Document3 pagesFile 1438715980ical iculPas encore d'évaluation
- 2gb Nand m29b-1879920Document58 pages2gb Nand m29b-1879920ManunoghiPas encore d'évaluation
- Context Plus Full Catalogue Aug 11Document44 pagesContext Plus Full Catalogue Aug 11l1f3b00k100% (3)
- Alup 2016 ZipDocument80 pagesAlup 2016 Zipluis0% (1)
- Tren de Potencia d10t2Document9 pagesTren de Potencia d10t2Claudio MuñozPas encore d'évaluation
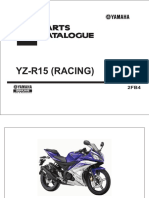
- 2FB4 PCDocument55 pages2FB4 PClingeshsaikumar030Pas encore d'évaluation