Vous aimerez peut-être aussi
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsD'EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsPas encore d'évaluation
- La modélisation par équations structurelles avec MplusD'EverandLa modélisation par équations structurelles avec MplusPas encore d'évaluation
- Performance économique des politiques publiques: Évaluation des coûts-avantages et analyse d'impacts contrefactuelsD'EverandPerformance économique des politiques publiques: Évaluation des coûts-avantages et analyse d'impacts contrefactuelsPas encore d'évaluation
- Kanban Exo3Document1 pageKanban Exo3Taha MaidenPas encore d'évaluation
- Support - de - Cours - SPC - FI-2013 (Lecture Seule) (Mode de Compatibilité)Document64 pagesSupport - de - Cours - SPC - FI-2013 (Lecture Seule) (Mode de Compatibilité)Isnotgood LamiPas encore d'évaluation
- 08a UTSEUS FQ01 2016 2017 MSP v2Document70 pages08a UTSEUS FQ01 2016 2017 MSP v2叶星宇Pas encore d'évaluation
- 3 - Iso 9001-1Document70 pages3 - Iso 9001-1Hakim Maacha100% (2)
- Gestion Industrielle 3Document99 pagesGestion Industrielle 3Lamrani Mohamed100% (1)
- Lean ManifacturingDocument26 pagesLean ManifacturingMaryam Mimita100% (1)
- Support de Cours Gestion de Production 2022.2023Document242 pagesSupport de Cours Gestion de Production 2022.2023Oussama Elkadouri100% (1)
- Methodes Statistiques Appliquées Aux Contrôles de La QualitéDocument39 pagesMethodes Statistiques Appliquées Aux Contrôles de La Qualitéhinaro1Pas encore d'évaluation
- MSP Chap1Document8 pagesMSP Chap1Jiji JojoPas encore d'évaluation
- Groupe N°24 - Les Outils de La Gestion de ProductionDocument18 pagesGroupe N°24 - Les Outils de La Gestion de ProductionOverDoc100% (3)
- Groupe N°26 - L'optimisation de La ProductionnDocument19 pagesGroupe N°26 - L'optimisation de La ProductionnOverDoc100% (2)
- Planification Des BesoinsDocument266 pagesPlanification Des Besoinsbzouzouko@gmail.com100% (6)
- Plan Besoins Matieres 4ei2012Document30 pagesPlan Besoins Matieres 4ei2012Sidi Youssef Bcd100% (1)
- Maitrise Que de Procedes 9Document9 pagesMaitrise Que de Procedes 9Ait El Caid AbdellatifPas encore d'évaluation
- Optimation de FluxDocument48 pagesOptimation de FluxYassine ElabdiPas encore d'évaluation
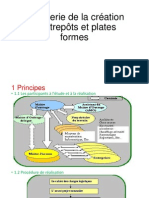
- 3-Ingénierie de La Création D'entrepôts Et Plates FormesDocument8 pages3-Ingénierie de La Création D'entrepôts Et Plates FormesMohsen SaidiPas encore d'évaluation
- Presentation Des Outils Du Management de La QualiteDocument19 pagesPresentation Des Outils Du Management de La Qualitemaino100% (1)
- La Gestion de Production Lean Et Ses Outils Document Partie 1 PDFDocument64 pagesLa Gestion de Production Lean Et Ses Outils Document Partie 1 PDFhamid_touhamiPas encore d'évaluation
- Gestion de La ProductionDocument5 pagesGestion de La ProductionSalah Eddine Chouikh100% (1)
- 7 Gaspillages Cali CardosoDocument19 pages7 Gaspillages Cali Cardosoahmed_iag100% (1)
- KANBANDocument18 pagesKANBANMohamed Kbìrí100% (1)
- La Planification de La Production: Le Plan Industriel Et Commercial Le Plan Industriel Et CommercialDocument4 pagesLa Planification de La Production: Le Plan Industriel Et Commercial Le Plan Industriel Et CommerciallamiaaPas encore d'évaluation
- Gestion de ProductionDocument107 pagesGestion de ProductionSamah Sam Bouima100% (1)
- Outils QualitéDocument32 pagesOutils QualitéAbdessamad BenbahPas encore d'évaluation
- La Méthode 6 SigmaDocument18 pagesLa Méthode 6 SigmappdPas encore d'évaluation
- Value Stream MappingDocument31 pagesValue Stream MappingKhalid HajirPas encore d'évaluation
- Qualite QQOQCCP PDFDocument10 pagesQualite QQOQCCP PDFELFargaliMohamedPas encore d'évaluation
- Jeu de 5SDocument14 pagesJeu de 5SAhmed DjebbiPas encore d'évaluation
- Analyse Processus de MesureDocument12 pagesAnalyse Processus de MesureMona DevPas encore d'évaluation
- Une Gestion Des Processus Industriels (MES) - Manufacturing PDFDocument72 pagesUne Gestion Des Processus Industriels (MES) - Manufacturing PDFChrisnel MissilouPas encore d'évaluation
- Chapitre - 15 Techniques de PrévisionsDocument124 pagesChapitre - 15 Techniques de PrévisionsBrahim BarhrarPas encore d'évaluation
- TD VSM EnonceDocument10 pagesTD VSM EnonceCimacef ConseilPas encore d'évaluation
- Concept de Capabilité PlatformeDocument15 pagesConcept de Capabilité PlatformeHayat Raoui100% (2)
- JatDocument18 pagesJatAmine AbouelouafaPas encore d'évaluation
- Formation QualiteDocument44 pagesFormation QualiteFaress RabiPas encore d'évaluation
- Les Amphis de France 5 - Demarche Resolution ProblemesDocument22 pagesLes Amphis de France 5 - Demarche Resolution ProblemesAli MarokkoPas encore d'évaluation
- Cours MRPDocument22 pagesCours MRPHiba AddiouiPas encore d'évaluation
- Chapitre 3 MSA-Analyse Des Système de MesureDocument36 pagesChapitre 3 MSA-Analyse Des Système de MesureTshibangu Samuel100% (1)
- Chapitre 5 OrdonnancementDocument39 pagesChapitre 5 OrdonnancementSoufiane Faidi100% (1)
- CoûtqualitédélaiDocument30 pagesCoûtqualitédélaiBrun GrandPas encore d'évaluation
- Planification de ProductionDocument79 pagesPlanification de ProductionNabil TayariPas encore d'évaluation
- Logistique Industriel 5 GInd GPMCDocument186 pagesLogistique Industriel 5 GInd GPMCM'barek BouzianiPas encore d'évaluation
- Dispositif Poka YokeDocument4 pagesDispositif Poka YokexjokesterPas encore d'évaluation
- Module 01 - SSGB - 2017 PDFDocument49 pagesModule 01 - SSGB - 2017 PDFAnass Cherrafi100% (1)
- Kanban Dans L'automobileDocument13 pagesKanban Dans L'automobilePierre ArboireauPas encore d'évaluation
- Carte deDocument58 pagesCarte deHoussame NaimPas encore d'évaluation
- QualiteDocument19 pagesQualitesarraPas encore d'évaluation
- Lexique LEANDocument23 pagesLexique LEANZW FniPas encore d'évaluation
- PrevisionDocument79 pagesPrevisionsidaminePas encore d'évaluation
- Typologie des documents des organisations, 2e édition: De la création à la conservationD'EverandTypologie des documents des organisations, 2e édition: De la création à la conservationÉvaluation : 5 sur 5 étoiles5/5 (1)
- Évaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesD'EverandÉvaluations nationales des acquis scolaires, Volume 3: Mettre en oeuvre une évaluation nationale des acquis scolairesÉvaluation : 1 sur 5 étoiles1/5 (1)
- Construire des grilles d'évaluation descriptives au collégial: Guide d'élaboration et exemples de grilleD'EverandConstruire des grilles d'évaluation descriptives au collégial: Guide d'élaboration et exemples de grillePas encore d'évaluation
- Extraction et Gestion des Connaissances: Actes de la conférence EGC'2018D'EverandExtraction et Gestion des Connaissances: Actes de la conférence EGC'2018Pas encore d'évaluation
- Travaux Dirigés - Série 1Document2 pagesTravaux Dirigés - Série 1MOHAND ES - SAADANYPas encore d'évaluation
- Cheville TapconDocument5 pagesCheville TapconAnonymous FBFoaVMuPas encore d'évaluation
- Chapitre 1 Normalisation Reperage Installation Electrique PDFDocument23 pagesChapitre 1 Normalisation Reperage Installation Electrique PDFstoufa73Pas encore d'évaluation
- Compte-Rendu 2 POODocument3 pagesCompte-Rendu 2 POOAbdelbaki MissaouiPas encore d'évaluation
- Annexe 2 Identifiez Les Facteurs Déterminants La Position Concurrentielle D'essilor Avant L'opération de RapprochementDocument4 pagesAnnexe 2 Identifiez Les Facteurs Déterminants La Position Concurrentielle D'essilor Avant L'opération de RapprochementS.A O.CPas encore d'évaluation
- CPS Cablage Info TéléphonieDocument13 pagesCPS Cablage Info TéléphonieAhmed LahroussiPas encore d'évaluation
- Fibre OptiqueDocument100 pagesFibre OptiqueAbdelilah AchouriPas encore d'évaluation
- PFE - Corrigé Jusqu'a La Page 21 - 121427Document64 pagesPFE - Corrigé Jusqu'a La Page 21 - 121427Youness HriouichPas encore d'évaluation
- BiophysiqDocument69 pagesBiophysiqyouness.khalfaouiPas encore d'évaluation
- 1491 Diuus Plato - Opera Platonis Ed. Marsilio Ficino .VeniceDocument3 pages1491 Diuus Plato - Opera Platonis Ed. Marsilio Ficino .VenicesalvadorPas encore d'évaluation
- PNEU - Les Pré-Actionneurs - Les Distributeurs - TP1.V2 (AP 1 À 5) - Nv4Document5 pagesPNEU - Les Pré-Actionneurs - Les Distributeurs - TP1.V2 (AP 1 À 5) - Nv4Maxime PeridyPas encore d'évaluation
- Mostafa Ami - Fiches 4 A.P - Séquence 2 - Projet 1 - Je Vais Chez MadjidDocument31 pagesMostafa Ami - Fiches 4 A.P - Séquence 2 - Projet 1 - Je Vais Chez MadjidNädïne Fërhätï100% (3)
- RÉDACTION Niveau 6è Année Ou CM2Document17 pagesRÉDACTION Niveau 6è Année Ou CM2Sangaré Hamadou100% (4)
- Thème 3-3 Quelles Sont Les Principales Défaillances Du MarchéDocument64 pagesThème 3-3 Quelles Sont Les Principales Défaillances Du MarchéMme et Mr LafonPas encore d'évaluation
- Afficheurs Série 700Document10 pagesAfficheurs Série 700tlevagePas encore d'évaluation
- Theorie de LarchitectureDocument11 pagesTheorie de LarchitecturemohammedPas encore d'évaluation
- III Analyse CombinatoireDocument13 pagesIII Analyse CombinatoireKat MuhongPas encore d'évaluation
- 9 GuebayaDocument10 pages9 GuebayaYassine RabhiPas encore d'évaluation
- DEVIS QUANTITATIF CENTRE D'ALPHABETISATION - ST - VideDocument7 pagesDEVIS QUANTITATIF CENTRE D'ALPHABETISATION - ST - VideBadara NdiayePas encore d'évaluation
- Respect Des Règles de Stockage 1Document7 pagesRespect Des Règles de Stockage 1Junior DossoPas encore d'évaluation
- Chapitre 5 - Le Traitement Et L'épuration Des EauxDocument5 pagesChapitre 5 - Le Traitement Et L'épuration Des Eauxرضا بونعاسPas encore d'évaluation
- Notes de Cours - Circuits Logiques CombinatoiresDocument34 pagesNotes de Cours - Circuits Logiques CombinatoiresAbdellah id ben omarPas encore d'évaluation
- Comparatif Et Configuration HSRP, VRRP, GLBP - Blog Sur Les Technologies RésDocument9 pagesComparatif Et Configuration HSRP, VRRP, GLBP - Blog Sur Les Technologies RésslimanovPas encore d'évaluation
- RSE-Concepts de Base - QCMDocument3 pagesRSE-Concepts de Base - QCMlahoucine.ihander0% (1)
- Merged 20200609 172757.TextMarkDocument6 pagesMerged 20200609 172757.TextMarkAngeauden DidoPas encore d'évaluation
- 2020-Programme Master Genie Civil PDFDocument10 pages2020-Programme Master Genie Civil PDFForest SandlyPas encore d'évaluation
- Stabilite StructuresDocument9 pagesStabilite StructuresesselamiPas encore d'évaluation
- L2 Lac Ana NumDocument7 pagesL2 Lac Ana NumReyririPas encore d'évaluation
- GCPaout19 SommaireDocument13 pagesGCPaout19 Sommairelouveau.antoinePas encore d'évaluation
- Commence Ici: Guide en Bref: Détails Sur Les Piles: +: On DanseDocument1 pageCommence Ici: Guide en Bref: Détails Sur Les Piles: +: On DansephigeramPas encore d'évaluation