Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Expression 1640XL PDFDocument13 pagesExpression 1640XL PDFfefotroncitoPas encore d'évaluation
- JM Electro - Persamaan TransistorDocument4 pagesJM Electro - Persamaan TransistorAndi KaPas encore d'évaluation
- TIP140, TIP141, TIP142, (NPN) TIP145, TIP146, TIP147, (PNP) Darlington Complementary Silicon Power TransistorsDocument10 pagesTIP140, TIP141, TIP142, (NPN) TIP145, TIP146, TIP147, (PNP) Darlington Complementary Silicon Power Transistorsnissou anisPas encore d'évaluation
- SBR 13003 DDocument5 pagesSBR 13003 DHendri eka fauziPas encore d'évaluation
- SFR/U2955: Advanced Power MOSFETDocument7 pagesSFR/U2955: Advanced Power MOSFETStuxnetPas encore d'évaluation
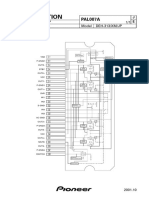
- PAL007A Pioneer PDFDocument1 pagePAL007A Pioneer PDFWillian Jose Rosas MartinezPas encore d'évaluation
- ELECTRONICSDocument12 pagesELECTRONICSJasperGementizaPas encore d'évaluation
- SM3281AB Test Program and ISP Release Note TitleDocument3 pagesSM3281AB Test Program and ISP Release Note TitlekhalibandiPas encore d'évaluation
- Cursuri PAC 1-13Document311 pagesCursuri PAC 1-13RacerMenuPas encore d'évaluation
- Electronic Devices Final Exam ReviewDocument28 pagesElectronic Devices Final Exam ReviewMr KPas encore d'évaluation
- Cross Référence MOSFETSDocument67 pagesCross Référence MOSFETSapi-26235400100% (1)
- VVV YoutubeDocument3 pagesVVV YoutubejimmylalPas encore d'évaluation
- Problems BJT DC AnalysisDocument2 pagesProblems BJT DC AnalysisSems KrksPas encore d'évaluation
- ECE 114 Midterm AnalysisDocument11 pagesECE 114 Midterm AnalysisEmil Eugene DomingoPas encore d'évaluation
- FCP11N60/FCPF11N60: General Description FeaturesDocument10 pagesFCP11N60/FCPF11N60: General Description FeaturesRodrigo MagPas encore d'évaluation
- BOSS Slow Gear SG-1 Attack DelayDocument1 pageBOSS Slow Gear SG-1 Attack Delay大石 真義Pas encore d'évaluation
- Chapter 7Document69 pagesChapter 7Amit DostPas encore d'évaluation
- Perfomrance Analysis - Image QualityDocument22 pagesPerfomrance Analysis - Image QualityYousef ElganzouryPas encore d'évaluation
- Bipolar Junction Transistor ModelsDocument21 pagesBipolar Junction Transistor ModelsecedepttPas encore d'évaluation
- Analysis of Radiation-Induced Transient Errors On 7 NM FinFET TechnologyDocument5 pagesAnalysis of Radiation-Induced Transient Errors On 7 NM FinFET TechnologyDanisi ObregonPas encore d'évaluation
- Lecture26 PDFDocument16 pagesLecture26 PDFnoorevPas encore d'évaluation
- Coin Toss CircuitDocument4 pagesCoin Toss CircuitDaniel PotthastPas encore d'évaluation
- 2SC1061 NPN Power TransistorDocument4 pages2SC1061 NPN Power TransistorMohd Zawadi Ab RahmanPas encore d'évaluation
- EE 120 - Integrated Circuit FamiliesDocument15 pagesEE 120 - Integrated Circuit FamiliesAids SumaldePas encore d'évaluation
- EED3003-CMOS Logic GatesDocument34 pagesEED3003-CMOS Logic GatesNecati Can ToklaçPas encore d'évaluation
- Chapter 11Document30 pagesChapter 11Deivasigamani Subramaniyan100% (1)
- High Isolation Voltage Photocoupler SeriesDocument15 pagesHigh Isolation Voltage Photocoupler Seriesjesus cautivoPas encore d'évaluation
- TYPES OF FIELD EFFECT TRANSISTORSDocument3 pagesTYPES OF FIELD EFFECT TRANSISTORSsumitPas encore d'évaluation
- Free Transistor Equivalent Book PDFDocument11 pagesFree Transistor Equivalent Book PDFRyan TotskeiPas encore d'évaluation
- Vlsi DesignDocument31 pagesVlsi Designajas777BPas encore d'évaluation