Académique Documents
Professionnel Documents
Culture Documents
Ams STD 1595
Transféré par
airplanez100%(1)100% ont trouvé ce document utile (1 vote)
2K vues66 pagesThis document has been taken directly from U.S. Military Specification MIL-STO-1595A. Any part numbers established by the original specification remain unchanged. This material was part of the original Military Specification and is reprinted here for historic reference only.
Description originale:
Titre original
AMS-STD-1595
Copyright
© Attribution Non-Commercial (BY-NC)
Formats disponibles
PDF, TXT ou lisez en ligne sur Scribd
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentThis document has been taken directly from U.S. Military Specification MIL-STO-1595A. Any part numbers established by the original specification remain unchanged. This material was part of the original Military Specification and is reprinted here for historic reference only.
Droits d'auteur :
Attribution Non-Commercial (BY-NC)
Formats disponibles
Téléchargez comme PDF, TXT ou lisez en ligne sur Scribd
100%(1)100% ont trouvé ce document utile (1 vote)
2K vues66 pagesAms STD 1595
Transféré par
airplanezThis document has been taken directly from U.S. Military Specification MIL-STO-1595A. Any part numbers established by the original specification remain unchanged. This material was part of the original Military Specification and is reprinted here for historic reference only.
Droits d'auteur :
Attribution Non-Commercial (BY-NC)
Formats disponibles
Téléchargez comme PDF, TXT ou lisez en ligne sur Scribd
Vous êtes sur la page 1sur 66
QA EZ The Engincoring society
For Advancing Mobili
Eerfigrencing Mobiiy ~—- AEROSPACE
INTERNATIONAL MATERIAL
{a canmemeRh Biv Toren PATH SB ECIFIGATION
‘Sulbaite for racegniion as an Ararcan Nabonal Standard
SAE | AMs-sTD-1595,
Tesued 7998-08
Qualification of Aircraft, Missile
and Aerospace Fusion Welders
NOTICE
This document has been taken directly from U.S. Miltary Specification MIL-STD-1595A and contains
only minor editorial and format changes required to bring it into conformance with the publishing
requirements of SAE technical standards. ‘The initial release of this document is intended to replace
MIL-STD-1595A. Any part numbers established by the original specification remain unchanged.
‘The original Military Specification was adopted as an SAE standard under the provisions of the SAE
Technical Standards Board (TSB) Rules and Regulations (TSB 001) pertaining to accelerated adoption
of government specifications and standards. ‘TSB rules provide for (a) the publication of portions of
Unrevised government specifications and standards without consensus voting at the SAE Committee
level, and (b) the use of the existing government specification or standard format.
Any material relating to qualified product lists has not been adopted by SAE. This material was part of
the original military specification and Is reprinted here for historic reference only.
‘SAE Tectia landards Bord ues reso that “Ts eps pushed SAE anesthe lal of lchricl and enginaesing tence, The vs
‘ay. on spay end sutaty fr ony raricr ve ncloag my palen itingesn! rin htc, sho espesiiy a usa
[SAE raves each eccal opt atest ey ve yar a whl eel be eae, eva, orcancele SAE nes yor wie comes ard ussesbns,
Copy 1088 Sty Automate Egheas he
ithe recone, Prt
QUESTIONS RECARDNG THis DOCUMENT: 24 Tra 7154 Fx (29 rr60243
Foruace apoeuneNT ores (029 7764970 Pax (28) 760790
‘SKEWED ADDRESS! Nipherseeorg
ze Engineering Society
SAE For Advancing Mobility AEROSPACE
INTERNATIONAL MATERIAL
{Giconnomenn Gh WoradoPOTOH SPECIFICATION
Sulyted for recogatien 28 an Amevican Natlonal Standard
AMS-STD-1595
Qualification of Aircraft, Missile
and Aerospace Fusion Welders
NOTICE
This document has been taken directly from U.S, Military Specification MIL-STD-1595A and contains
only minor editorial and format changes required to bring it into conformance with the publishing
requirements of SAE technical standards. The initial release of this document is intended to replace
MIL-STD-1595A. Any part numbers established by the original specification remain unchanged.
The original Military Specification was adopted as an SAE standard under the provisions of the SAE
Technical Standards Board (TSB) Rules and Regulations (TSB 001) pertaining to accelerated adoption
of government specifications and standards. TSB rules provide for (a) the publicetion of portions of
unrevised government specifications and standards without consensus voting al the SAE Committee
level, and (b} the use of the existing government specification or standard format.
Any material relating to qualified product lists has not been adopted by SAE. This material was part of
the original military specification and is reprinted here for historic reference only.
‘SAE Techical Standards Board Ruses poe tht “Thi topat ie pblehed by SAE fo sGverce to saa cl etn ad enginoeingslecos Those ol is evo eel
‘oun, ade sppiesbity and uty fr Sry partelar uso, neaudg eh ean eagorenteshg tarot tha cle responsi ata”
‘SAE rv och tecnica report at ct ovr fe yaaa whisk Et my be eae, rsd, or cnc, SAE nes your wren carmen end suggests
‘Capit 108 Saito tsmotve Engage.
‘Nine ese. Pastesin SA
QUESTIONS REGARDING THISDOCUMENT: (724) 7727184 (729 7160243
FopLace abocuMeNT ORDER: fi2q reaar0 (2g 760709
‘SAE WES ADDRESS" Iipuinenae org
AMS-STD-1595
Paragraph
AMS-STD-1595
CONTENTS.
SCOPE.
Purpose... — .
Welder and welding operator assignments
Welder ae
Welding operator
REFERENCED DOCUMENT:
Issues of documents.
Other publications.
DEFINITIONS...
Welding terminology,
As-welded..
‘Automatic welding...
Backing...
Base metal
Blank.
Butt joint.
Complete fusion
Complete joint penetration.
Defect
Depth of fusion.
Discontinuity...
Filler MELA nnn
Fusion 2008 sresneseei
Heat-affected zone ...
Manual welding. 7
‘Semiautomatic are welding.
Test weld..... sete
Welder aaa
Welding machine... : See eee eee 0
Welding operator. fe es 10
Symbols and terms
AMS-STD-1595
Paragraph 4.
44
44d
4n2
42
43
44
45
45.4
46
464
4.6.2
47
AMS-STD-1595
CONTENTS - continued
GENERAL REQUIREMENTS
Qualification requirements ...n
Welders .
Welding operators
Minimum requirements.
Physical requirements
Identification .
Test records.
Test record forms.
Requalification..
Alternate requalification...
DETAILED REQUIREMENTS
‘Welding process...
Base metals..
Exception...
Base metal thickness..
Welding position
WeldetS «cc rnsnnrne
Welding operators snss-sm
Base metal form and weld type
Welders ..
Welding operators nm
Other welding conditions.
Welders ..
Welding operators
Test welds... ee
Groove test weld in sheet,
Fillet test weld in sheet
Groove test weld in tube...
Fillet test weld in tube
‘Special applications...
Qualification limitations...
AMS-STD-1595
Page
Paragraph 5.7.5.2
58
58.1
5.82
5.8.3
5.84
585
59
594
5.9.2
5.10
5.104
5.10.2
5.10.3
11
5114
BA12
5.113
5114
5.12
5.124
51244
5121.2
5124.3
51214
5.122
5.12.24
51222
5.13
5.13.41
5.19.2
5.13.3
5.14
5.1441
51414
5AdA.2
5.14.1.3
5.14.2
5.14.21
5.14.2.2
AMS-STD-1595
CONTENTS - continued
Acceptance critetia nna
Inspection, examination, and bend esing requirements
Visual inspection...
Radiographic inspection ..
Bend testing.
Metallographic examination
SUMMALY nnn
Visual inspection procedure
Weld length...
Magnification
Radiographic inspection procedure...
Weld length......
Radiography standard
Radiographer qualification
Preparation of bend specimens.
Groove welds in sheet.
Groove welds in tub
Fillet welds in sheet
Fillet welds in tube.
Bend testing procedure...
Groove welds...
Base metal thickness of more than 0.083 inch..
‘Alternate method for base metal thickness of more than,
Base metal thickness of equal to or less than 0.063 Inch,
Bend radius... a
Fillet welds.
sensnees ST
37
37
46
46
Motallographic examination .
Cutting
Trimming...
ross sections.
Acceptance criteria...
Visual inspection..
Groove welds...
Fillet welds.
Radiographic inspection
Interpretation of indications
Unacceptable indications..
AMS-STD-1595
Paragraph 5.14.3
5.14.3.4
5.14.3.2
5.14.4
5144.4
5.14.4.2
5146.4.3,
5.14.4.4
10.
10.4
10.2
AMS-STD-1595
CONTENTS - continued
Bend specimens
Groove welds...
Fillet welds:
Metallogray
Interpretation of defects...
Fillet weld defects fi anes
Base metal thickness of equal to or less than 0.063 inch...
Base metal thickness more than 0.063 inch.
GENERAL .
Fusion welding process...
Base metal groups...
Base metal groups qualified by test weld...
Welding position, base metal form, and weld type uid by tot wels
Welding conditions qualified by test weld..
Base melals for which bend testing is not applicable.
Required inspection, examination and bend testing of test weld
Bend specimens for groove welds in sheet... eee
Bend specimens for groove welds in tube.
Bend specimen thickness and bend radius
Maximum allowable weld reinforcement.
Maximum linear indications ...
Maximum allowable porosity
Figure
AMS-STD-1595
AMS-STD-1595
CONTENTS - continued
FIGURES
‘Suggested test record form sun
Groove weld in shest; positions 1G, 2G, 3G, 46.
Fillet weld in sheet; positions 1F, 2F, 3F, 4F.
Groove weld in tube; positions 1G, 26, 5G, 6G
Fillet weld in tube; positions 1F, 2F, 4F, SF.
Groove test weld in sheet nnn :
Fillet test weld in sheet...
Groove test weld in tube..
Fillet test weld in tube.
Blank locations for bend specimens in groove-weided sheet.
Blank locations for bend specimens in groove-welded sheet (continued)
Bend specimens in groove-welded sheet...
Bend specimens in groove-welded sheet (continued) a
Blank locations for bend specimens in groove-welded tube.
Bend specimens in groove-welded tube... a
Bend specimens in groove-welded tube (continued).
Blank location for bend specimens in filet welded sheet
Blank location for bend specimens in fillet welded tube
Wrap-around bend test fixture
Ram-and-die bend test fixture...
Slotted fillet wold...
Blank locations for metallographic spe
Blank locations for metallographic specimens in fillet-welded tube.
‘Alowable maximum total porosity area and maximum pore
Allowable maximum total porosity area and maximum pore size (continued)... 85
Complete and incomplete fusion in fillet welds. BT
AMS-STD-1595, AMS-STD-1595
1. SCOPE:
4.1. Purpose:
‘This standard establishes the procedure for qualification of welders and welding operators engaged
in the welding of aircraft, missiles, other aerospace equipment, and their parts and accessories by
fusion welding processes. This standard is applicable to aircraft, missile, and aerospace ground
support equipment or other welding, when included in the contracting documents or when invoked in
the absence of a specified welder qualification docurnent.
4.2 Welder and welding operator assignments:
1.2.1 Welder: Welders may weld all joints by manual and semi-automatic welding for which they are
qualified by producing acceptable test welds, as defined in Sections 4 and 5. In addition, welders
‘may weld all joints by machine and automatic welding within the same limitations as for the
acquired welder qualification.
1.2.2 Welding operator: Welding operators may weld all joints by machine and automatic welding for
they are qualified by producing acceptable test welds, as defined in Sections 4 and 5.
. APPLICABLE DOCUMENTS:
The following publications, of the issue in effect on the date of invitation for bids or request for
proposal, form a part of this specification to the extent specified herein.
2.1. U.S. Government Publications:
Available from DODSSP, Subscription Services Desk, Building 4D, 700 Robbins Avenue,
Philadelphia, PA 19111-5094.
MIL-STD-410 Nondestructive Testing Personnel Qualification and Certification
MIL-STD-453 Inspection, Radiographic
22 ASTM Publications:
Available from ASTM, 100 Barr Harbor, West Conshohocken, PA 19428-2959.
‘ASTM DS-56 Unified Numbering System for Metals and Alloys (Same as SAE HS1086)
SAE Publications:
Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001.
SAE H81086_ Unified Numbering System for Metals and Alloys (Same as ASTM DS-56)
AMS-STD-1595 AMS-STD-1595
2.4 AWS Publications:
Available from American Welding Society, 550 N.W. LaJeune Road, Miami, FL 33126.
“AWS A3.0 Welding Terms and Definitions
“AWS B3.0 Welding Procedure and Performance Qualification
AWS D1.1__— Structural Welding Code
AWS D10.9 Qualification of Welding Procedures and Welders for Piping and Tubing
3, DEFINITIONS:
3.1 Welding terminology:
‘The welding terminology of ‘Welding Terms and Definitions" AWS A3.0, shall be used in the
interpretation of this standard. Some of these items and additional terms are defined below.
3.1.1 As-welded: The condition of weld metal, welded joints, and weldments after welding but prior to
any subsequent thermal, mechanical, or chemical treatments.
3.1.2 Automatic welding: Welding with equipment which performs the welding operation without
adjustment of the controls of a welding operator. The equipment may or may not perform the
loading and unloading of the work,
3.1.3 Backing: A material (base metal, weld metal, carbon, or granular material) placed at the root of a
‘weld joint for the purpose of supporting molten weld metal
3.1.4 Base metal: The metal to be welded, soldered, or cut.
3.4.5 Blank: Part of a test weld removed for the preparation of a bend test specimen or a metallographic
specimen,
3.1.6 Butt joint: A joint between two members aligned approximately in the same plane.
3.1.7 Complete fusion: Fusion that has occurred over the entire base metal surfaces intended for
welding and between all layers and weld beads.
3.1.8 Complete joint penetration: Joint penetration in which the weld metal completely fils the groove
and is fused to the base metal throughout its total thickness.
3.1.9 Defect: A discontinuity or discontinuities which by nature or accumulated effect render a part or
product unable to meet minimum applicable acceptance standards or specifications. This term
designated rejectabilty.
3.1.40 Depth of fusion: The distance that fusion extends into the base metal or previous pass from the
surface melted during welding,
AMS-STD-1595 AMS-STD-1595
Discontinany=
in the mechanical, metallurgical, or physical character
discontinuity is not necessarily a defect.
An interruption of the typical structure of a weldment, such as a lack of homogenely
8 of the material or weldment. A
3.1.12 Filler metal; The metal to be added in making a welded, brazed, or soldered joint.
3.1.13 Fusion zone: The areas of base metal melted as determined on the cross section of a weld,
3.1.14 Heat-affected zone: That portion of the base metal which has not been melted, but whose
mechanical properties or microstructure have been altered by the heat of welding, brazing,
soldering, or cutting,
3.1.15 Joint: The junction of members or the edges of members which are to be joined or have been
joined.
3.1.18 Machine welding: Welding with equipment which performs the welding operation under the
constant observation and control of a welding operator. The equipment may or may not perform
the loading and unloading of the work,
3.1.17 Manual welding: A welding operation performed and controlled completely by hand,
3.1.18 Semiautomatic aro welding: Aro welding with equipment which controls only the filler metal feed.
The advance of the welding is manually controlled,
3.1.19 Test weld: A joint made by a welder for purposes of welder qualification
3.1.20 Welder: One who performs a manual or semiautomatic welding operation.
3.1.21 Welder certification: Certification in writing that a welder has produced welds meeting prescribed
standards.
3.1.22 Welding machine: Equipment used to perform the welding operation. For example, spot welding
machine, arc welding machine, seam welding machine, etc.
3.1.23 Welding operator: One who operates machine or automatic welding equipment,
3.2 Symbols and terms:
‘a, Sheet refers to both sheet and plate, where appropriate.
b. Tube refers to both tube and pipe, where appropriate.
¢. The lower case letter, t, indicates base metal thickness for either sheet or tube wall.
d. Mathematical symbols used before numbers mean:
less than
more than
equal to or less than
equal to or more than.
livia vw
AMS-STD-1595, AMS-STD-1595
4. GENERAL REQUIREMENTS:
4.4. Qualification requirements:
To achieve qualified status, welders and welding operators shall demonstrate their skill by producing
acceptable test welds in accordance with 4.1.1. No test welds are required for those welds which will
not be required in production welding,
4.1.1 Welders: The correlation between test welds and production welds shall be based on the following
factors.
.. Welding process (see 5.1).
Base metal composition (see 5.2).
. Base metal thickness (see 5.3).
1. Welding position (see 5.4).
. Base metal form, sheet or tube (see 5.5).
Type of weld, groove or filet (see 5.5).
|. Other welding conditions (see 5.6).
4.1.2 Welding operators: The correlation between test welds and production welds shall be based on
only the first three factors given in 4.1.4
4.2. Minimum requirements:
The requirements of this standard are minimum, Other requirements may be added by the
contractor, but may not be substituted for the requirements of this standard,
Physical requirements:
The contractor shall establish reasonable and appropriate physical requirements for welders and
welding operators. It will be accepted that those whose corrected vision in each eye for long
distance is better than 20/30 and for 16 inches distance permits reading of Joeger No. 2 type will
ordinarily satisfy vision needs for welding,
Identification:
‘The contractor shall assign a unique number or other identification to each welder or welding
‘operator upon qualification,
Test records:
‘The contractor shall complete a test record containing the essential information required as evidence
of the welder or welding operator qualification. These records shall be retained for the period of time
‘specified in the contract or, if no retention time is specified, the period of record retention shall be for
the duration of qualification.
AMS-STD-1595 AMS-STD-1595
4.5.1 Test record forms: Suggested test record forms are given in Figure 1 and in the following
documents.
a. Structural Welding Code, AWS 01.1
b. Qualification of Welding Procedures and Welders for Piping and Tubing, AWS D10.9.
Requalification: A welder or welding operator shall be requalified every five years to the same
requirements as an original qualification. Requalification is also required when either of the
following two conditions are present.
‘Awelder or welding operator has not welded with a given welding process for a period of three
months; except that this period shall be extended to six months if the welder has welded with
another process of Table |.
There is a specific reason to question the ability of a welder or welding operator to meet the
requirements for qualification in @ given welding process.
Alternate requalification: As an alternate to the requirements of 4.6.1, requalification to the same
requirements as an original qualification may be accomplished at two year intervals, in liou of the
three month and six month restrictions,
DETAILED REQUIREMENTS:
Welding process: For welders and welding operators, a test weld made with a given welding
process of Table | qualifies only that welding process. This standard does not apply to welding
processes not included in Table |,
Base metals: For welders and welding operators, a test weld made in a base metal included in
one of the ten base metal groups of Table II qualifies only that base metal group, except as
modified by 6.2.1 and .2.2 and as illustrated in Table Ill. The specific base metals included in
each of the base metal groups of Table Ii, are given in the Appendix of this standard. Since the
base metal groups are intended only for the purpose of qualification, some of the base metal
‘groups contain base metals whose composition does not conform to the nominal description of
the base metal group.
AMS-STD-1595, AMS-STD-1595
QUALIFICATION TEST RECORD
Mane ra, 85
Joint welding procedure Woldor [] Welding operator (1
TEST WELD
Base netal desoription Group No,
Wolding process, Single weld [] Double weld ( ]
Current aeTy BeTT Backing, yes (1 Not}
vartical own f) Up 1 tration Complete { J] Partial [ j
Position Divengton, inch
Meet groove Gb) 20) sot) act) t.
Tube groove «= GT] 201) SOT) ©. Dy. ®
Sheet fillet AFT) art) aFL} Pt) «
Mbe filet = ar (1) aPC) aPC) SRE] omy, «
RESULTS
viowat rail [1
Radlographic Fail (1
Bead Fait {j
Matallographio rail 0)
QUALIFIED
Single wold [] Double wela [1
Backing with (] Without [ ]
Penetration Complete (J Parttal [ ]
ty dnoh 0. Dey inch
Position Max. tin. ax,
shost groove 1G 1 2001 360) 40)
tube groove = IGE] 201) S601 eee a
sheet fitet PE aR) oP 0) AP TD Sercerecerce?
Tbe fidet PE) 2F (1 aPC) SPT
‘Tho above nanod Andlvidual 18 qualified 4n accordance with MII-BT0-1595A within
the shove Limits for the welding process used for this tost veld.
Date of toot wold signed by,
Qualisier
FIGURE 1. Suggested test record form.
12+
AMS-STD-1595 AMS-STD-1595
TABLE |. Fusion welding processes.
Oxyfuel welding
Shielded metal arc welding (SHAW)
Submerged arc welding (SAW)
Gas tungsten arc welding (GTAW)
Gas metal arc welding (GHAN)
Flux cored arc welding (FCAW)
Plasma are welding (PAW)
Electron beam welding (EBH)
TABLE Il, Base metal groups.
Tontnal descriptton
Carbon and iow alloy steels
Alloy steels
Stainless steels
Precipitation hardening stainless stects
Nickel and nickel-base alloys
Precipitation hardening nickel-base alloys
W ‘Aluminum and sTuminun-base alloys
v Magnes tum-base alloys
I Titanium and titaniun-base alloys
vit Cobait-base alloys
5.21 Qualification in a base metal group with a *b" designator also qualifies for base metal numbers,
with the same roman numeral designator and an “a” designator. See Table Ill.
AMS-STD-1595 AMS-STD-1595
TABLE Ill, Base metal groups qualified by test weld
Test weld quatified
Ia I
Ib Ta, Ib
a Ta.
IIb Ha, 11b
Ila a
IIIb IIa, T11b
v Vv
v v
vr vr
vit vit
5.2.2 For welders and welding operators, a separate qualification is required for each base metal not
Included in the Appendix, except as modified in 6.2.2.1.
6.2.2.1 Exception: A base metal not included in the Appendix, with welding characteristics similar to
a given base metal group of the Appendix, may be qualified with any base metal of the given
base melal group. The preparing activity shall be notified by the organization qualifying a
welder or welding operator under the provisions of this paragraph, with DD Form 1426 or a
letter, of the two base metals involved and the chemical composition of the base metal not
Included in the Appendix.
5.3 Base metal thickness: The qualification limits, with regard to base metal thickness (sheet thickness
or tube wall thickness), are given below for welders and welding operators. These limits apply to
both groove welds and fillet welds,
5.3.1 Atest weld with a base metal thickness of t shall qualify welds with a thickness range of 0.67t to
4t; except that, when the test weld thickness is equal to or greater than 1 inch, the qualification
range is 0.67t to unlimited. 0! 7 6°?
5.3.2 Twotest welds, each with members of equal thickness, shall qualify welds with all intermediate
thicknesses, in addition to the thickness qualifications of 5.3.1.
Welding position:
Welders: The welding positions qualified by a given test weld position, to be found at the left of
Table IV, are denoted by an X in the table, The welding positions are illustrated in Figures 2
through 5.
Welding operators: A test weld made in any welding position qualifies for all welding positions.
-14-
AMS-STD-1595 AMS-STD-1595
5.5
Base metal form and weld type:
5.5.1 Welders: The base metal forms and weld types qualified by a given test weld, to be found at the
left of Table IV, are denoted by an X in the table, with the exceptions given below.
§.5.1.1 Qualification for fillet welds in base metal equal to or less than 0.063 inch in thickness requires
afillet test weld. Groove test welds do not qualify for fillet welds in this thickness range.
5.5.1.2 A tube test weld shall qualify only for tubes of an outside diameter equal to or greater than the
outside diameter of the test weld
5.5.2 Welding operators; A test weld of any base metal form and of any weld type shall qualify for all
base metal forms and all weld types. A tube test weld of any outside diameter shall qualify for
tubes of any outside diameter.
5.6 Other welding conditions: In addition to the welding process, base metal composition, base metal
thickness, welding position, base metal form and type of weld; other welding conditions which
require a correlation between the test weld and the production welds are given in Table V.
5.8.1 Welders: The welding conditions qualified by the given test weld conditions, to be found at the left
of Table V, are denoted by an Xn the table. ‘The current type restrictions apply only to the GTAW
process. For all other processes, a tes! weld made with either ac or de current qualifies for welds
made with elther current type.
5.8.2 Welding operators: The welding condition restrictions of Table V do not apply to the qualification
of welding operators,
5.7 Test welds: One test weld shall be required for each combination of welding conditions, given in
4.1.1 and 4.1.2, being qualified. Test welds shall be made in accordance with a written joint
welding procedure,
Groove test weld in sheet: The test weld is a butt joint in sheet as described in Figure 6,
-18-
AMS-STD-1595 AMS-STD-1595
TABLE IV. Welding position, base metal form, and
weld type qualified by test weld
Test Held Qualifted position
Sheet Tube
Groove Fillet Groove Five
16 26 3G 4¢ | 1F 2F 3F AF | 16 26 56 6G | IF 2F 4F SF
xe x
xXx x
x x
x
Fillet
1
U/ A groove test weld does not qualify for fillet welds in base metal
equal to or less than 0,063 inch in thickness (see 6.5.1.1),
AMS-STD-1595 AMS-STD-1595
ee
flat position, The welding position used to
weld from the upper aide of the Joints the
face of the weld 1s approximately horizontal
E
2G horizontal position. The position of welding
im which, the axis of the veld lies in an
approximately horizontal plane and the face
of the weld lies in an approximately
vertical plane.
Vertical position, The position of welding in
which the axio of the weld 4e approximately
vertical,
. ~~»
everheed posttton. tho position in vi
eektion fn woh
velding 16 perfoimed fren the nde
of the joint, ae iets
FIGURE 2. Groove weid in sheet: positions 1G, 2G, 3G, and 4G.
“17.
AMS-STD-1595 AMS-STD-1595
fiat position, The welding position used to
weld from the upper side of the joint; the
face of the weld is approximately
horizontal.
iS
horizontal position, The position in which
welding 4e performed on the upper side of
‘an approximately horizontal surface and
against an approximately vertical surface.
It
3F
T ~~ vortical position. The position of welding
in videh the axio of the veld 1
approximately vertical.
7 TS
vezhad postion, The position a vhtch
welding 16 perforued from the underside
of the Joint,
FIGURE 3. Fillet weld in sheet: positions 1F, 2F, 3F, and 4F.
18+
AMS-STD-1595 SAE AMS-STD-1595
horizontal rolled position. The position of
‘a pipe Joint in which the axis of the pipe
a approximately horizontal, and welding
4g performed in the flat position by
rotating the pipe.
Joint in which welding is performed in the
hordaontal position and the pipe is not sl
rotated during welding.
1
vertical position, ‘the position of a pipe 2G iii
horizontal fixed position, The position of a
pipe Joint in which the axis of the pipe
4s approximately horizontal and the pape
de not rotated during welding.
Inclined position, The position of a pipe
Joint in which the axis of the pipe 12
approximately at an angle of 45° to the
horizontal and the pipe 1s not rotated
during welding.
FIGURE 4. Groove weld in tube: pos!
TT —L_Ll
-19-
AMS-STD-1595 AMS-STD-15!
-STD-1595
flat position. The welding position used to
‘weld from the upper side of the joint; the
Face of the weld 4s approximately
horizontal and the pipe is rotated during
welding.
horizontal position. The position in vnich =
‘Melding 48 performed on the upper side of IT
we ppproxinately horizontal surface end
we inet an approxiaately vertical surface
garth pipe ie not rotated during welding,
overhead position, The position in which
‘Gelding 4e perforned Fron the underside of GFT) f\
the joint and the pipe ie not rotated
during welding.
5F il,
sultipte poottion, The position in which
the axis of the pipe 4e approxinately ‘ce
forieontal and the pipe 10 not rotated \
during welding.
FIGURE 6. Fillet weld in tube: positions 1F, 2F, 4F, and SF.
=20-
AMS-STD-1595 AMS-STD-1595
TABLE V. Welding conditions qualified by test weld.
Qualified
Current,
Backing Groove weld type
Complete Partial
Test weld with | without Double | penetration | penetration | ac fac
With backing x
Without backing | x
Single welded
groove weld
Double welded
groove weld
Complete
penetration weld
Partial
penetration weld’
ac welding
de welding
U/ Applicable only to GTAW process (see 5.6.1),
AMS-STD-1595
AMS-STD-1595
a
aE
t ut
INCHES, ,
0,063 2
30.063 3
FIGURE 6. Groove test weld in sheet,
BASE METAL MINIMUM
THICKNESS DIMENSIONS
AMS-STD-1595 AMS-STD-1595
BASE METAL MINIMUM
THICKNESS — DINENSTONS
t won
INCHES
0.063 4 5 2
30.068 4 BOB
NOTE: Where the members differ in thickness more
than 10 percent of the thicker, the cap
sheet shall be the thicker,
FIGURE 7, Fillet test weld in sheet.
AMS-STD-1595 AMS-STD-1595
BASE NETAL MINTHUN
WALL THICKNESS DIMENSIONS
t L
INCHES
$0,063
30.063,
FIGURE 8. Groove test weld in tube.
AMS-STD-1595
AMS-STD-1595
MINIMUM 2.0 IN. MINIMUM,
TYPICAL, 4 PLACES
NOTE: Where the members differ in thickness
equal to or more than 10 percent of the
thicker member, the sheet shall be the
thicker member,
FIGURE 8. Fillet test weld in tube.
-25-
AMS-STD-1595 AMS-STD-1595
Fillet test weld in sheet: The test weld is a T-joint in sheet as described in Figure 7.
Groove test weld in tube: The test weld is a butt joint in tube as described in Figure 8.
Fillet test weld in tube: The test weld is a tube to sheet joint as described in Figure 9.
‘Special applications: When none of the test welds described above are applicable to a given
production weld, a more limited welder or welding operator qualification may be achieved with a
{est weld consisting of the given production weld or a test weld representative of the given
production weld,
Qualification limitations: The qualification is limited to the welding conditions of the test weld
with regard to welding process, base metal composition, base metal thickness, welding
position, base metal form, type of weld and the other welding conditions of 5.
5.7.6.2 Acceptance criteria: The required inspection, examination, bend testing, and acceptance
criteria shall be consistent with 6.9 through 5.14,
5.8 Inspection, examination, and bend testing requirements:
5.8.1 Visual inspection: Visual inspection is required for all test welds and shall be completed with the
test weld in the as-welded condition.
5.8.2. Radiographic inspection: Radiographic inspection is required for all groove welds, except that
bend testing may be used as an alternate under the following conditions.
The base metal is not included in Table VI.
. The base metal is included in the Appendix.
;. The members of the test weld differ in thickness by less than 10 percent of the thicker member.
For tube welds, the outside diameter is equal to or more than 2 inches or the wall thickness is
equal to or more than 0.250 inch.
Bend testing: Bend testing is required for all fillet welds with a base metal thickness of more than
0.063 inch, except that metallographic examination may be used as an alternate to bend testing.
Bend testing of groove welds may be used as an alternate to radiographic inspection as
described in 5.8.2,
AMS-STD-1595
TABLE Vi. Base motals for which bend testing is not applicable.
AMS-STD-1595
Base metal Unified
‘group nunber Common description
la NA, 9Ni-4Co steel
K92810 18Ni maraging steel
Ib m
Ma 63198 19-9 DL.
63199 19-9 DX
R30155 NI55
30590 $590
$15500 15-5PH stainless steel
817400 17-4PH staintess steel
$35000 AN350 PH stainless steel
$35500 AN355 PH stainless steel
$41800 Greek Ascoloy
342000 420
342200 422
345000 Custom 450
845500 Custom 455
Mb am
1b mn
Vv 03560 356
492014 2014
Asz219 2219
v a
WI E4620 Ti-6Al-25n-4Zr-2Ho
Rg6210 Tt-6AT-20b-1Ta~INo
56260 Ti-6Al-2Sn-42r~640
56620 Ti-6A1-6V-25n
58640 T1-3A1-BV-6Cr-4Mo~42r
Wa Ti-6A1-25n-22r-2r=2Ho
NA
a
Ti-15V-3Cr-3Ho-38n
AMS-STD-1595 AMS-STD-1595
Metallographic examination; Metallographic examination is required for all fillet welds with a base
‘metal thickness of equal to or less than 0.063 inch, Metallographic examination may be used as
an alternate to bend testing for filet welds with a base metal thickness of more than 0.063 inch.
5.8.5 Summary: The required inspection, examination, and bend testing of test welds are summarized
in Table Vil,
5.9 Visual inspection procedure: Visual inspection shall be completed with the test wold in the as-
welded condition,
5.8.1 Weld length: The center 4-inch length of welds in sheet of equal to or less than 0.083 inch
thickness, the center 6-inch length of welds in sheet of more than 0.063 inch thickness, and the
entire weld in tubes shall be inspected.
Magnification: Inspection shall be performed at a magnification of 3X for welds in base metal with
a thickness of equal to or less than 0.063 inch and without magnification for more than 0.063
inch,
5.10 Radiographic inspection procedure: Radiographic inspection shall be completed with the test weld
in the as-welded condition, except as modified by MIL-STD-453.
5.10.1 Weld length: The same length of weld as given in 5.9.1 shall be inspected.
5.10.2 Radiography standard: Radiography shall be performed in accordance with MIL-STD-453.
6.10.3 Radiographer qualification: Radiographors shall be qualified in accordance with MIL-STD-410.
5.11 Preparation of bend specimens: Blanks for bend specimens may be removed from the test weld by
any means of culling, provided that any crack or heat affected zone caused by cutting is removed
by mechanical means,
5.11.4 Groove welds in sheet:
2, Blanks for bend specimens shall be removed from test welds at the locations shown in
Figure 10,
b. The bend specimen type and dimensions for sheet are given in Table Vill. Each specimen type
identified in Column 3 of Table Vill is illustrated in Figure 11.
AMS-STD-1595
AMS-STD-1595,
3
=
3.
e
5
i
ie
3
&
g
3
8
5
7
7
z
“TGS UE poaniosop st uo}azodsus Suudeaborpes oa sazusoaye ue se p9sn aq Aes BUIISST pu9g
SS, ER A pg Sm vraag socom
t
Rg
a
st
fw
u0y
fw
ey
a
a
a
uy
voy
00H,
204
Aw
uw
Aw
Ruy
uw
wwe
uw
uw
uw
uw
uy
uw
e070,
e200
e30°0
e90°05
55070.
e005
e900
a0
a OL
8
s
¥
pouynbea| somouagoa
susarzeds} sands
Daydess
o3pey
Tena
seouOHL
aydeasoures=
|
Teie0 2509
AMS-STD-1595 AMS-STD-1595
a, LONGITUDINAL BENDS
DISCARD
BEND BLANK
WELD ecu
CENTER
BEND BLANK:
DISCARD
—————
|
b, TRANSVERSE BENDS
FIGURE 10. Blank locations for bend specimens in groove-welded sheet,
AMS-STD-1595 AMS-STD-1595
g DISCARD
CSTE en Aaland
HELO
ae ey DISCARD CENTER
B DISCARD
T
a
cc. SIDE BENDS
NOTE: Discard pieces from b to be of equal width.
Discard pteces from c to be of equal width.
FIGURE 10. Blank locations for bend specimens in
groove-welded sheet. Continued.
-3t-
AMS-STD-1595 AMS-STD-1595
TABLE VIIl. Bend specimens for groove welds in sheet.
Base metal Bend test specimen
Dimensfons, inch
Thickness Type w
t shown fn [= L
inch No. Figel1 Min, |Max. [Min. | Min. | Max,
1 2 3 4 5 fe | 7 {8
£0,063 a Boa t [y | s | 1.00 [1.08 +
> 0,083- Ail | Ted & TB-c | ost | t | 6 | 1.50 11,58
0.126
> o.125- zy | te-b& Tec [0.115 [0.198] 6 | 1.50 | 1.55
0.3:
Others | Te-b&TB-c | O.9t | t | 6 | 1.50 | 1.55
> 0.375- 2/ | Tb & Tec | 0.115 [0.135] 6 | 1.50 | 1.55
0.750 or
SB-d 0.115 | 0.138 | 6 t t
Others | Te-b& TB-c | 0.350 | 0.400} 6 | 1.50 | 1.65
or
SB-d 0.350 | 0,400 | 6 t [| t
> 0.750 2 SB-d 0.115 }o.136] 6 | 37 | t
Others SB-d 0.350 | 0.400 | 6 | yw iet
J/ The weld face and root surfaces shall be dressed to produce smooth
surfaces with a maximum weld metal thickness vartation of 10 percent.
2/ 96061 and A96063 of Base Metal Group IV.
3/ For base metal thicknesses of >0.750 to 1.50 inch, W is equal to t.
For base metal thicknesses of >1.50 inch specimens may be cut into
approximately equal strips between 0.75 and 1,50 inch wide for testing,
or the specimens may be bent at full width,
=32-
AMS-STD-1595 AMS-STD-1595
TRANSVERSE BEND
SLB LonerTuptnaL Beno
SB ste Benn
FIGURE 11. Bend specimens in groove-walded sheet.
=33-
AMS-STD-1595, AMS-STD-1595
Ko BEND
eo
ROOT BEND FACE. BEND
NOTES:, - Longitudinal corners of 6b, 6c,
and 6d specimens shat] be
rounded to a radius not
exceeding 10 percent of
‘the finished thickness,
= Dashed lines indicate
machined surfaces .
= Where menbers of the test
weld differ in thickness,
the finished dimensions of the
bend specimen shall be based
on the thickness of the thicker
menber.
SIDE BEND
FIGURE 11. Bend specimens in groove-welded sheet. Continued.
AMS-STD-1595 AMS-STD-1595
FACE or ROOT BEND
co
SIDE BEND
Oo
FIGURE 12. Blank locations for bend specimens
in groove-welded tube.
-36-
AMS-STD-1595 AMS-STD-1595
5.11.2 Groove welds in tube:
‘a. Blanks for bend specimens shall be removed from test welds at the locations shown in
Figure 12.
b. The bend specimen type and dimensions for tube are given in Table IX, Each specimen type
Identified in Column 4 of Table IX is illustrated in Figure 13,
5.11.3 Fillet welds in sheet: Blanks for bend specimens shall be removed from the test weld at the
location shown in Figure 14,
5.11.4 Fillet welds in tube: Blanks for bend specimens shall be removed from the test weld at the
locations shown in Figure 15.
5.12 Bend testing procedure: Testing may be performed with the bend specimen either in the as-welded
or any heat-treated condition,
5.12.1 Groove welds:
§.12.1.1 Base metal thickness of more than 0.063 inch: Bend specimens shall be bent in the wrap-
around bend test fixture illustrated in Figure 16. After clamping the bend specimen firmly in
place, the roller (planetary cylinder) shall be advanced slowly through an arc of 180 degrees
from its starting location directly below the fixed mandrel (cylinder with radius A). Root bend
specimens shall be placed with the weld root out toward the roller and face bend specimens.
shall be placed with the weld face out toward the roller.
Alternate method for base metal thickness of more than 0.063 inch: Bend specimens shall be
bent in the ram-and-die bend test fixture illustrated in Figure 17. After placing the bend
specimen across the die shoulders, with the center of the weld at the center of the die opening
for transverse bend and side bend specimens, the specimen shall be forced into the die cavity
by applying a load to the ram until the curvature of the specimen will now allow a wire of 0.12
inch diameter to be inserted between the specimen and the die cavity. Root bend specimens
shall be placed with the weld face against the ram and face bend specimens shall be placed
with the weld root against the ram.
Base metal thickness of equal to or less than 0.063 inch: Bend specimens with a base metal
thickness of equal to or less than 0.069 inch shall be tested in a manner similar to that
described in 5.12.1.1, except that the roller is not used. The free end of the bend specimen is
gripped with pliers and slowly wrapped around the fixed mandrel, Specimens shall be placed
with the weld face against the fixed mandrel,
AMS-STD-1595
AMS-STD-1595
TABLE IX. Bend specimens for groove welds in tube.
Tube
Bend test specimen
thickness
t, inch
Base
metal
umber
Dimensions, inch
Type.
shown 4n t Ww
Fig.13 [—Min. [ Max. | Hin, | Wax.
2
4 5 6 7 8
Radtographtc inspection
Radiographic inspection
Te-e & 8-7] 35 10, [0.800 |
Bee & TB-F 2 {0.750 0.800
TB-e & TB-F 0.750 [0.800
or
SBe-g t
Te-e & T8-F| 37 | 3/
or
SB-9 0 |0.400
s8-g {0.115 [0.135
stg —_|o.360 |0.400
Radtographtc inspection
TB-e & TB-F]0.115 [0.135 [1.50
T-e & Tt] 27 | 27 (1.50
TB-e & TB-F
or
SB-g
‘TB-e & TB-F
or
SB-g
SBeg
SB-g
AMS-STD-1595, AMS-STD-1595
Vy A96061 and A96063 of Base Metal Group IV.
2/ The maxinun ty is the thickness resulting from dressing of
‘the curved surface to a plane. The mintmun ty 1s 0.9 times
the maximum.
3f The maximum ty 1s the thickness resulting from dressing the
curved surface to @ plane, or 0.400 in., whichever is the lesser.
In the finst case, the mintnun t 4s 0,9 tines the maximum, In
‘the second case, the minimun t) is 0.360 in.
4/ For wall thicknesses of> 0.750 to 1.50 tn., Mis equal to t. For
wall thicknesses of >1.50 in., specimens may be cut into approxi-
mately equal strips between 0.75 and 1.50 in. wide for testing,
or the specimens may be bent at full width,
AMS-STD-1595 AMS-STD-1595
NOTE: The thickness of the transverse root bend specimen
is measured at the specimen edge,
a, TRANSVERSE ROOT BEND
NOTE: The thickness of the transverse root bend specimen
‘is measured at the specimen center.
b, TRANSVERSE FACE BEND
FIGURE 13. Bend specimens in groove-welded tube.
AMS-STD-1595, AMS-STD-1595
c. SIDE BEND
ROOT BEND
NOTES: - Longitudinal corners of all
specimens shall be rounded
to a radius not to exceed
10 percent of the finished
thickness.
- Dashed lines indicate
machined surfaces.
- Where the members of the test
weld differ in wall thickness,
‘the finished dimensions of the
bend specinen shall be based on
the thickness of the thicker
‘SIDE BEND member. :
4, BEND SPECIMEN SECTION DETAILS
FIGURE 13. Bend specimens in groove-welded tube. Continued
AMS-STD-1595 AMS-STD-1595
WELD CENTER
FIGURE 14. Blank location for bend specimens
in fillo-wolded sheet.
oat
AMS-STD-1595 AMS-STD-1595
B = BEND SPECIMEN BLANK
a. For tubes <1.5 in. in b. For tubes 21.8 in, in
outside diameter, 0D outside diameter, 0D
op Ww
INCHES
1.5 to 3.0 0.75
> 3.0 1.60
FIGURE 15. Blank location for bend specimens
in filet-welded tube.
AMS-STD-1595 AMS-STD-1595
A= Fty, where A is the bend radius
“Fis the bend factor
t, 1s the bend specimen thickness
20 ¥ 020 ~ 9
NOTES:
1, Dimensions not shown are the option of the designer. An essential con-
sideration is to have adequate rigidity for the applied loads.
For transverse weld bend specimens, the center of the weld shall
be located within angle E.
This clearance dimension shat] be a maximun of 0.06 inch plus 0.1 ty.
This roller shal] be free to rotate about its cylindrical axis and shall
have a minimum diameter of 0.75 inch. The minimum roller width shall be
W plus 0.25 inch.
This fixed mandrel may or may not be free to rotate about its cylindrical
axis and shall have a minfmum width of H plus 0.25 inch.
FIGURE 16. Wrap-around bend test fixture.
AMS-STD-1595
AMS-STD-1595
A= Fty, where A ts the bend radius
F fs the bend factor
t, 1s the bend specimen thickness
NOTES:
/ Dimensions not shown are the option of tha designer, An essential
consideration 1s to have adequate rigidity for the applied loads,
2/ The length of the ram shall be suffictent to reach the bottom of the die
cavity. The ram shall be fitted with an appropriate base and provision
shall be made for attachnent to the testing machine,
3 The minimum width of the die cavity.and the ram shall be equal to W plus
0.25 in.
A The maximum radius of the die cavity shat! be equal to A plus 1.1t, plus
0,06 in. The minimum depth shall be 2 in. The die shall be fitted with
an appropriate base and provision shall be made for maintaining the ram
centered in the die cavity,
5/ This dimension shall be twice the radius of the.die cavity.
S/ Either hardened and greased shoulders or hardened rollers, free to rotate,
shall be Used, The minimum radius shat be Sty or 0.75 in., whtehever ts
ess.
FIGURE 17. Ram-and-die bend test fixture.
4g
AMS-STD-1595, AMS-STD-1595
5.12.14 Bend radius: The bend radius (A) to be used with a given bend specimen thickness and a given
base metal may be found in Table X. Other ranges of bend specimen thickness and bend
radius may be used, provided that the bend factor does not exceed the range of F to 1.1F.
(See equation of Figure 16.)
5.12.2 Fillet welds:
5.12.2.1 Loading: The stem of the bend specimen shall be loaded parallel to the cap sheet, so that the
root of the weld is in tension. The load shall be slowly increased until the specimen fractures in
the weld.
$.12.2.2 Weld fracture: Where it is necessary to ensure fracture in the weld, the weld face shall be
grooved as shown in Figure 18. For fillet welds in tube, the groove shall be cut before the bend
specimen blanks are removed from the test weld.
5.13 Metallographic examination: Blanks for metallographic specimens shall be removed from test
welds in accordance with Figures 19 and 20.
6.13.1 Cutting: Removal from the test weld may be by any means of cutting, provided that any crack or
heat affected zone caused by culting is removed by mechanical means,
5.13.2 Trimming: Extraneous metal may be trimmed from the blanks, either before or after removal from
the test weld, to obtain a metallographic specimen of convenient size, provided that the entire
weld and heat affected zone at the designated cross section remains in the metallographic
specimen.
5.13.3 Cross sections: Each of the cut weld cross sections, designated in Figures 19 and 20, of the
metallographic specimens shall be smoothed by fine abrasive or file and etched with a suitable
reagent to clearly reveal the weld macrostructure for examination at a magnification of 5X,
5.14 Acceptance criteria:
6.14.1 Visual inspection:
5.14.1.1 Groove welds: Groove welds in sheet or tube which have any of the following defects are
unacceptable:
a. Any type of crack.
b, Incomplete joint penetration.
©. Underfil,
48 =
AMS-STD-1595
AMS-STD-1595
=
5
4
£
&
5
é
x
4
Fe
2
=
Unified number
50250
50400
50550
52400
ast 0.395,
496061
596063,
8
54520
54810
56320
56400
Fe 133/ F
bend
Radius
2
‘a
a
in inches.
AJ the body of the tabla containe the bend epacinen thickness (¢1)
-2/ Tha tolerance on bend radius A 4 40.001 én, or 41%, whichever te
the larger.
LB) ¥'= Bond factor
46
AMS-STD-1595 AMS-STD-1595
NOTES: @ shall be a maximum of 0.5 t
or 0.25 inch, whichever is tess,
P shall be no less than 0.6 t,
FIGURE 18. Slotted fillet weld. |
AMS-STD-1595, AMS-STD-1595
WELD CENTER
0.50
0,75
FIGURE 19, Blank locations for metallographic
specimens in fillet-welded sheet,
| Rael
FIGURE 20. Blank locations for metallographic
specimens in fillet-welded tube.
48.
AMS-STD-1595
AMS-STD-1595
5.14.1.1 (Continued):
d. Overlap.
€. For test welds with a base metal thickness of more than 0.063 inch, undercut at any location
in excess of 0.05 t or 0.032 inch, whichever is the lesser.
f, Mismatch at any location in excess of 10 percent of the base metal thickness or 0.12 inch,
whichever is the lesser, except that a mismatch up to 25 percent is allowed for a base metal
thickness of equal to oF fess than 0.083 inch.
9. Reinforcement of the weld face or the weld root in excess of that shown in Table XI.
6.14,1.2 Fillet welds: Fillet wolds in sheet or tube which have elther of the following defects are
unacceptable:
a. Any type of crack,
b. Overlap.
5.14.1.3 Base metal thickness of more than 0.063 inch: Fillet welds in sheet or tube with a base metal
thickness of more than 0.063 Inch, which have any of the following defects, are unacceptable:
‘a. Undercut at any location in excess of 0.1 tor 0.063 inch, whichever is the lesser.
b, Fusion evident at any sheet or tube surface opposite the weld bead.
¢. For base metal thickness equal to or less than 1 inch, a leg size less than t. For a base metal
thickness of more than 1 inch, the minimum leg size shall be 1 inch. Where the members of
the test weld differ in thickness, the minimum leg size shall be based on the thinner member.
4d. For base metal thickness equal to or less than 1 Inch, a leg size in excess of 3 t, or t plus
0.26 inch, whichever is the lesser. For a base metal thickness more than 1 inch, the
maximum leg size shall be 4.25 inch. Where the members of the test weld differ in thickness,
the maximum leg size shall be based on the thinner member.
©. Aralio of the leg of larger size to the leg of smaller size greater than 1.5 at any location.
{Fora convex weld, at any location a convexity in excess of 0.1 times the average leg size at
that location.
g. Fora concave weld, a theoretical throat size of less than 0.6 t at any location. Where the
members of the test weld differ in thickness, the minimum theoretical throat size shall be
based on the thinner member.
-49-
AMS-STD-1595 AMS-STD-1595
TABLE XI. Maximum allowable weld reinforcement,
Maximum allowable weld reinforcement 1/
Root.
Base
metal Base
‘thickness Any metal Any
t, in, Tocation group location
< 9,083 0,020 inch +t | Iv and V 0.030 inch + t
or 0.960 tnch or 0.070 inch
oe
. Tay Ib, Tay 1b, | 0,020 inch + t
Ifa, inp, "vt, "| or 0,050 inch
and Vil
0.8 t . | Wand y t
or 0,25 inch or 0.25 inch
Jay Ib, Ila, Ii, 0.8 t
Ula, Erb, VI, or 0,25 inch
and VIT
—!
U/ The applicable maximum is the smaller’of the two values given in
the body of the table.
AMS-STD-1595,
AMS-STD-1595
5.14.2 Radiographic inspection:
5.14.21
Interpretation of indications:
. A linear indication is defined as one whose maximum dimension is more than three timos its
minimum dimension,
b. Non-linear indications with major and minor dimensions shall be evaluated as an equivalent
circle with estimated average diameter. This estimated diameter shall be the size used in
determining the acceptability of the indication, and the area corresponding to this estimated
diameter shall be used in calculating the area of an indication.
. Tungsten inclusions shall be counted as porosity.
d. Ina test weld with a base metal thickness of equal to or less than 0.063 inch, a disregard all
indications of less than 0,002 inch size. In a test weld with a base metal thickness of more
‘than 0.063 inch, disregard all indications of less than 0.005 Inch or 0.02 t size, whichever is
greater.
5.14.2.2 Unacceptable indications: Test welds, whose radiograph of the inspected length shows any of
the following indications, are unacceptable:
a. Any type of crack.
b. Incomplete joint penetration, except as indicated in 5.14.2.2c.
c, Internal linear indications in excess of those show! Table Xi.
d. Porosity in excess of that shown in Table XII. Examples of the allowable maximum total
porosity area and the maximum pore size are shown in Figure 21.
TABLE XII. Maximum linear indications.
Indication Tength’/
Base metal thickness, inch
Linear indication = 0,068 > 0,063
Length of any indication 2t or 0.38 inch’
Accumulated length in any 2t t or 0.38 inch?/
Tfhch weld Tength
Average length t 0.5 t or 0.18 inch2/
V/ ‘here the menbers of the test weld differ in thickness, t is
the thickness of the thicker member,
2/ The applicable maximum is the smaller of the two values,
-51-
AMS-STD-1595 AMS-STD-1595
TABLE Xill. Maximum allowable porosity.
Porosity size, area, or amount
Base meta? thickness 1/
Porosity < 0.063 2/ > 0.063 3/
Any pore 0.6 t 0.4 t or 0,18 inch 4/
Pores of > 0.3 t 8 pores NA
Pores of> 0.2 t or NA 12 pores
>0.12 inch 4/
Total porosity area 0,10 € Inch® | 0.10 Inch
Cluster porosity area 0.04 t inch’ 0.025 inch?
in any 1/2 inch of
weld Tength
| Attoned porostty erea 5/ [0.02 € inch” | 0,018 ¢ inch
Wihere the members of the test weld differ in thickness, t 1s the
thickness of the thicker menber.
‘These values apply to a 4 inch weld length. For groove welds
in tube, the values shall be adjusted in proportion to the tube
circunference.
These Values apply to a 6 inch wald length. For groove welds in
‘tube, the values shall be adjusted in proportion to the tube
circumference.
The applicable maximum is the lesser of the two values.
Aligned porosity is defined as a group of more than 3 pores within
142 neh of weld Tengths and which-may be intersected by a straight
ne,
AMS-STD-1595 AMS-STD-1595
Base metal thickness: 0.032 inch
Represents 1 inch of weld length at 6X magnification
b. Base metal thickness: 0,063 inch
Represents 2 inches of weld length at 3X magnification
c. Base metal thickness: 0.125 inch
Represents 2 inches of weld length at 3X magnification
d, Base metal thickness: 0.260 inch
Represents 6 inches of weld length at no magnification
FIGURE 21. Allowable maximum total porosity area and
‘maximum pore size,
=53-
AMS-STD-1595 AMS-STD-1595
Base metal thickness: 0.50 inch
Represents 6 inches of weld length at no magnification
Base metal thickness: ~ 1.00 inch
Represents 6 inches of weld length at no magnification
Base metal thickness: 2.00 Inches
Represents 6 inches of weld length at no magnification
Base metal thickness: 4.00 inches
Represents 6 inches of weld length at.no magnification
FIGURE 21. Allowable maximum total porosity area and maximum
pore size, Continued.
AMS-STD-1595 AMS-STD-1595,
5.14.3
5143.4
5.14.4
5.14.44
Bend specimens:
Groove welds: Groove welds bend specimens having open defects exceeding t or 0.12 inch,
whichever is the lesser, on the convex surface are not acceptable. Cracks occurring on the
comers shall not be considered, unless it is evident that they result from weld defects.
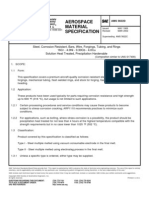
Fillet welds: Fillet weld bend specimens which exhibit less than complete fusion to the root of
the joint are not acceptable. The left-hand fillet of Figure 22 illustrates this condition prior to
bending. ‘The right-hand fillet illustrates minimum acceptable root fusion.
Metallographic examination:
Interpretation of defects:
a. Alinear defect is defined as one whose maximum dimension is more than three times its
minimum dimension.
Non-linear defects with major and minor dimensions shall be evaluated as of an equivalent
estimated average circle. The estimated diameter shall be the size used in determining the
‘acceptability of the defect, and the area corresponding to this estimated diameter shall be
sed in calculating the area of a defect.
‘Tungsten inclusions shall be counted as porosity.
In a test weld with base metal thickness of equal to or less than 0.063 inch, disregard all
defects of less than 0.002 inch size.
In a test weld with a base metal thickness of more than 0.063 inch, disregard all defects of
Jess than 0,005 inch or 0.02 t size, whichever is greater.
5.14.4.2 Fillet weld defects: Fillet welds which have any of the following defects are unacceptable:
A crack which intersects the weld face.
). Acrack at the weld root which exceeds 0.2 times the actual throat size or 0.12 inch,
whichever is the lesser.
. Incomplete fusion at the weld face.
|. Overlap.
Undercut at any cross section in excess of 0.1 t or 0.063 inch, whichever is the lesser.
AMS-STD-1595 AMS-STD-1595
INCOMPLETE COMPLETE
FUSION FUSION
FIGURE 22. Complete and incomplete fusion
in fillet welds.
AMS-STD-1595 AMS-STD-1595
5.14.4.2 (Continued):
{. For base metal thickness of equal to or loss than 1.00 inch, a leg size less than t. For a base
metal thickness of more than 1.00 inch, the minimum leg size shall be more than 1 inch.
Where members of the test weld differ in thickness, the minimum leg size shall be based on
the thinner member.
g. Aratio of the leg of larger size to the leg of smaller size greater than 1.5 at any cross section.
h, Fora convex weld, at any cross section a convexity in excess of 0.1 times the average of the
two leg sizes,
i. Fora concave weld, an actual throat sizo of less than 0.5 t at any cross section. Where the
members of the test weld differ in thickness, the minimum actual throat shall be based on the
thinner member.
i. Any linear defect in excess of 0.3 times the actual throat size or 0.12 inch, whichever is the
lesser.
k. A total porosity area, on any cross section, greater than 0.05 times the area of the weld
metal.
5.14.4.3 Base metal thickness of equal to or less than 0.063 inch: Fillet welds in sheet or tube with a
base metal thickness of equal to or less than 0,063 inch, which have any of the following,
defects, are unacceptable:
a. Weld metal at a sheet or tube surface opposite the weld bead and extending more than t
beyond the sheet or tube surface; at any cross section,
b. Aleg size larger than 6 t or t plus 0.18 inch, whichever is the lesser. Where members of the
test weld differ in thickness the maximum leg size shall be based on the thinner member,
©. Incomplete fusion, at either weld leg, as shown in Figure 22, with a dimension b in excess of
0.3 times the actual throat size.
4G. An individual pore size in excess of 0.6 t, where tis the thickness of the thicker member of the
test weld.
5.14.4.4 Base metal thickness more than 0.063 inch: Fillet welds in sheet or tube with a base metal
thickness of more than 0.063 inch, which have any of the following defects, are unacceptable:
a. Fusion evident at any sheet or tube surface opposite the weld bead.
b. Aleg size larger than 3 t or t plus 0.25 inch, whichever is the lesser. Where members of the
test weld differ in thickness, the maximum leg size shall be based on the thinner member.
. Less than complete fusion to the root of the joint, as illustrated in Figure 22.
d. An individual pore size in excess of 0.4 t or 0.18 inch, whichever is the lesser. Where the
members of the test weld differ in thickness, t shall be based on the thickness of the thicker
member.
PREPARED UNDER THE JURISDICTION OF AMS COMMITTEE “8”
-87-
AMS-STD-1595 AMS-STD-1595
APPENDIX
SPECIFIC BASE METALS OF BASE METAL GROUPS
10, GENERAL:
10.1 Scope:
The classification of metals by base metal groups for welder and welding operator qualification is
given in this Appendix. The base metals are identified by the Unified Number of the Unified
Numbering System for Metels and Alloys and by the common description,
10.2 This Appendix is a mandatory part of this Standard.
Base Metal Group Ia. Carbon and Alloy Steels
Unified Unified
Number Common Desert pton Nunber Common. Description
10050 Carbon steel 15220 Carbon steel
10060 Carbon steel 15240 Carbon steel
@10080 Carbon steel 15270 Carbon steel
10090 Carbon steel 302502 Carbon steel
@10100 Carbon steel 302503 Carbon steel
@i0110 Carbon steet 302504 Carbon steel
810120 Carbon steel 302505 Carbon steel
g10130 Carbon steel 302506 Low alloy steel
@10150 Carbon steel 903002 Carbon steel
G10160 Carbon steel 903003 Carbon steel
10170 Carbon steel 903004 © Carbon steel
G10180 Carbon steel 903011 Carbon steel
10190 Carbon steel 011522 Low alloy steel
810200 Carbon steel 11549 Low alloy steel |
10210 Carbon steel 12072 Low alloy steel
610220 Carbon steel 12080 Carbon_stee?
@10230 Carbon steel u12082 Low alloy steel
10260 Carbon steel 912092 Carbon steel
10260 ‘bon steel 912522 Low alloy steel
410290 Carbon steel 312524 Low alloy steel
@10300 Carbon steel 313005 Low alloy stee?
@10330 Carbon steel 013047 Low alloy steel
10340 Carbon steal 921890 Low alloy steel
10350 Carbon steel 322000 Low alloy steel
410370 Carbon steel 922091 Low alloy steel
10380 Carbon stee? 031550 Low alloy steel
10390 Carbon steel 042045 Alloy steel
210400 Carbon steel 382090 Alloy steel
AMS-STD-1595
unitted
‘umber
Ko1200
orzo
KorS01
01502
Ko1504
Ka1s05
01601
Ko1700
Ko1701
Ko1800
Korso)
koraoz
KoTe05
Kore0s
Ko1807
Ko1808,
02000
Ko2001
02003,
Koz004
02005,
Koz007
02003
02100
Kozi01
02102
ooi04
02200
02201
xozz02
02203
02300,
02400
Kozol
Koz4oz
02403
Koz4o¢
02500
02600
Ko2s01
02602
o2803
2604
02505
02505
02600
02601
Base Metal Group 1a, Carbon and Alloy Steels (continued)
AMS-STD-1595
unified
Sonnon Description Number Connon Deseription
Carbon steel 02700 carbon steel
Carbon ste! 02701 Carton steel
Carbon stcel 02702 Carbon steel
Carbon steel
Carbon steel
Carbon
Carbon
Carbon
Carbon
erbon
Carbon
Carbon
Carbon
Carbon
Carbon
Carbon
Carton
Carton
Low alloy steel
Carton see!
Carton steel
Carbon steo!
Carbon steel
Carbon
Carbon
02703 Carbon steel
K0270§ Carbon steel
02705 Carbon steel
K02707 Carbon stee!
02800 Carbon steel
02801 Carbon steel
02802 Carbon steel
02003 Carbon steal
KO2808 Carbon
7900 Carbon
02000 Carton
3002 Carbon
03003 Carton
Kos008 Carton
03005 Carbon
03006 Cerbon
03007 Carbon
03003 Carton
03009 Carbon
KO3010 Caron
KO3OIT Carbon
03012 Carbon
KO3013 Carbon
3100 Carbon
Koso Carbon
Kosio2 Carbon
Ko3103 Carbon
03200 Carbon
03300 Carbon
KO3501 Carbon
03502 Carbon
03503 Carbon
03504 Carbon
03505 Carbon
03505 Carbon
KO3607 Carbon
Kosoo Carbon stee?
Kot700 Carbon steel
KOSOO) Carbon stee!
05200 Carbon steel
KO7SCI Carbon ste
K11224 Low alloy steol
KU1267 Cow alloy steel
KIM422 Low alloy steel
-59-
AMS-STD-1595,
AMS-STD-1595
Base Metal Group Ia, Carbon and Alloy Steels (continued)
Untied Untfied
Number Coron Description Nunber — Contion Desertptifon
111430 Carbon steel K12021 Low alloy st
KIT501 Carbon steel £12022 Low alloy ste
KII5I0 Carbon steel K12023 Low alloy
KIISIT Low alloy steel K12032 Low alloy stee?
K11622 Low alloy steel 412039 Low alloy steel
K11823 Low alloy steel K12080 Low alloy steel
KI1526 Low alloy steel K12042 Low alloy steel
KIIE35.— Low alloy steal K12043. Low alloy steel
£11538 Low alloy steel K12044 Low alloy stee?
KI160 Low alloy steel K12085 Low alloy stee?
KIIBAL Low alloy stes K12047 Low alloy steel
KI1547 Low alloy steel K12054 Low alloy steel
KITE52 Low alloy steel K12122 Low al Toy steel
KI1562 Low alloy steel K12143_— Low alloy steel
KI1564 Low alloy steal K12202 Low alloy steel
KI1567 Low alloy steel K12203— Low alloy steel
KI1572 Low alloy ste K12211 Low alloy steel
KI1676 Low alloy ste K12320 Low alloy steel
K11673 Low alloy steel K12520 Low alloy steel]
K11691— Low alloy stea? K12521 Low alloy steel!
K11897 Low alloy steel K12524 Low alloy steel
KIT625 Low alloy steel K12528 Low alloy st
K11630 Low alloy ste K12539 Low alloy stes
KI1646 Low alloy ste K12642 Low alloy steel
K11662 Low alloy steel K12564 Low alloy steel
K11682 Low alloy steel K12609 Low alloy stee?
K11603 Low alloy steel 12700 Low alToy ste:
K11596 Low alloy steel! K12765 Alloy steel
KUI742 Low alloy steel K12766 Alloy steel
KI1757 Low alloy steel 12822 Low alloy stee?
K11789 Low alloy stool K13502 Low alloy steel
K11803 Low alloy steel 20622 Low altoy steel
K11820 Low alloy steel K20787 Low alloy steel
Ki1047 Low alloy steel K21609 Low alloy steel
111886 Low alloy steel K21690 Low alloy steel
X11072 Low alloy stee! K2160¢ Low alloy stool
12000 Low alloy steel K21650 Low alloy steal
12003 Low alloy stee! K21709_— Low al Toy steel
K12010 Low alloy steel K21903 Low alloy steel
K12020 Low alloy steel K22036 Low alloy steel
-60-
AMS-STD-1595,
Base Metal Group Ia. Carbon and Alloy Steels (continued)
Unt fied
Number
K22036
22103
22375
K31509
K31545
1718
K31918
32018
K32025
Ka1245
K41545
ka1583
Connon Description
Low alloy steel
Low alloy steel
Low alloy steel
Low alloy steel
Low alloy steel
Low alloy steel!
Low alloy steel
Low alloy steel
Low alloy steel
Alloy steel
Alloy steel
Alloy steel
Base Metal Group Ib. Alloy Steels
Uni fied
Number.
41300
641360
641400
643400
686300
Connon Description
4130
4136
4140
4340
8630
-61-
Unified
Number
Kq254a
K51255,
K51545
K61595,
K71340
81340
81590
9094)
k92810
93601
NA
Unified
Number
24728
Kag3i5
720811
AMS-STD-1595
Common Description
Alloy
Alloy
Alloy
Alloy
Alloy
Alloy
Alloy
Alloy
steel
steel
steel
steel
steel
steel
steel
steel
VBNi maraging steel
Alloy
steel
SNI-4C0 steel
Common Description
D6AC
3008
HIT
AMS-STD-1595
Unt fied
Number
991160
991161
991540
392600
392600
992710
992800
992900
993400
993402
994202
995180
kogi98
63199
64299
R30158
30590
$16500
16800
$17400
20100
20200
20910
S21600
21603
21900
821904
$24000
830100
$30200
$30215
30400
$30403
$30409
$30461
330482
330800
$30800
$3080
30908
31000
Base Metal Group Ila, Stainloss Steels
Conon Description
Stainless steel
Stainless steel
Stainless steel
Stataless
Stainless
Stainless
Stainless
Stainless
Stainless
Stainless
Stainless
Stainless
19-9 DL
199 OX
29-9
N16
$590
16-5 Pit stainless steel
Stainless steol
i7=4 PH stainless steel
201
202
Staimloss stool
216
2161.
2n6-9
21-6-9 Le
Stainless steel
301
302
3028
304
3041
3041
04H
Stainless steel
305
308
309.
3088
310
Unt fied
Nunber
$31008
831500
831600
831603
$31609
831651
$31700
$31703
$32100
$3209
$3290
833100
'$34700
'$38709
334800
524809
$3500
35600
38100
40300
$4000
40300
41000
$4108
Sa1040
841460
alae
347800
42000
42200
42900
43000
$43035
844300
344400
544600
344625
346000
345500
WA
Connon Description
310s
Stainless steel
316
316L
316H
316K
317
307L
321
321H
329
Stainless steet
347
347K
348,
34H
ANS5O PH stainless steel
ANGB5 PH stainless steel
Stainless steel
403,
405
409
410.
4105
Stainless stool
Stainless steel
Stainless steel
Grock Ascoloy
420,
422
429
430
Stainless steel
403,
Stainless steel
46.
Statnless stool
Custom 450
Custom 455
16-26-6
AMS-STD-1595
AMS-STD-1595 AMS-STD-1595
Base Metal Group IIb. Precipitation Hardening Stainless Steels
Unified Unified
Number Conon Description Number Conon Description
66286 A286 stainless steel $15700 PH 15-7Ho stainless steel
66545 W545, $17700 _-17-7PR stainless steel
$13800 PH 13-8Mo stainless steel
Alloys
Base Netal Group Ila, Nickel and Nickel-Base
Unified Unified
Number Common Description Nunber Common Description
N02200 Nickel 200 No330 —RA330
No2201 Nickel 201 NoBB00 ——Incoloy 800
04400 Mone? 400 NOBB10 —-Incoloy B00H
No6002 —Hasteloy x NOBB25 —Incoloy 825.
NO6007 ~Hasteloy G NOB904—Fe-Ni-Cr alloy
NO6455 —-Hasteloy C4. N10001 —Hasteloy 8
NO6600 —‘Incone}’ 600 N10002_ Hasteloy C
NO6625 Inconel 625 N10003° Hasteloy N
NO6975 —Hasteloy G2 10276 Hasteloy 276
N08020 Carpenter Cb3 10665 Hasteloy B2
No8320 Haynes 20 Hod
Base Netal Group I11b. Precipitation Hardening Nickel-Base Alloys
Unified Unified
Number, Common Deser4ptfon Number Conon Description
05500 Monel K500 NO7750 Inconel X750
NO6601 Inconel 601 NO9706 Inconel 706
NO7001 —Maspaloy 09901 Tncoloy 901
No7041 Rene 41 NA Rene 77
No7252 M252 NA Rene 80
WO7500 —Udimet_ 500 NA Udinet. 700
NO7718 Inconel 718
-63-
AMS-STD-1595
AMS-STD-1595
Base Metal Group IV. Aluminum and Alumtnum-Base Alloys
Unified Unt fied
Number Common Description Numbe Common Description
03560 356 980865086
A91060 1060 A96154 5154
Ag100 1100 952645254
Agz014 2014 95454 5454
92219 2219 A95456 5456
93003 © 3003 AQ5652 6652.
493004 ©3004 ‘96061 6061
A96052 5052 96063 6063
A96083 6083.
Base Motal Group V. Hagnestum-Base Alloys
Unt fied Unified
Number” Common Description Number Conon Description
10100 ANTOOA 13210 HMRIA,
M1131 AZ31B M13310,—HKSIA
11610 AZGTA 13312 HNSIA
11800 AZBOR 13320 HZ32A
MITSIO — AZOTA Maa) LATA
11920 AzSZA mi6620 © ZH62A
12330 EZ33A 18220 QE22A
Base Metal Group VI. Titanium and Titantum-Base Alloys
Unified Unified
Humber Conon Description Nunber Common _Deseription
R50250 Titantun R56260 —T1-6A1~2Sn-4Z7-64o
R60400 = Titantum 56320 TH 5
50550 = Titanium 56400
R2400 © Titantum 56620
R64520TH-5AT-2.65n 58640
64620 T1-6A1~2Sn-47r-2H0 NA TI-6A1-2Sn-2Zr-2Cr-2Mo
54810 T1-GA1~Ho-1V NA THe168
R56210 —TH-6AT~2Cb-1Ta~1Mo
64
AMS-STD-1595
Base Netal Group VII. Cobalt-Base Alloys
Unified
Number.
230006
30021
30023
30027
30030
Connon Description
Stellite 6
Stellite 21
Stellite 23
Stellite 27
Stellite 30
Unified
Number
30031
30188
30605,
30816
AMS-STD-1595
Common Description
Stellite 31
Hs188
L605
3816
Vous aimerez peut-être aussi
- Aws D17.2 - D17.2M-2019Document60 pagesAws D17.2 - D17.2M-2019Rubén Mamani83% (12)
- Ams-2631-B-Ultrasonic Inspection PDFDocument13 pagesAms-2631-B-Ultrasonic Inspection PDFSinan Yıldız100% (1)
- Mil STD 278FDocument128 pagesMil STD 278Fexwhiskeyhouse100% (1)
- Sae Ams 5518M-2014Document5 pagesSae Ams 5518M-2014Mehdi Mokhtari100% (1)
- Aerospace Material Specification: (R) In-Process Welding of CastingsDocument13 pagesAerospace Material Specification: (R) In-Process Welding of CastingsRamesh R100% (1)
- Aws D17.3 - D17.3M-2016 PDFDocument58 pagesAws D17.3 - D17.3M-2016 PDFRubén Mamani100% (3)
- As 1554 Part 3 - Welding Reinforcing SteelDocument29 pagesAs 1554 Part 3 - Welding Reinforcing Steelpvdang50% (2)
- Sae Ams5659p (2014)Document9 pagesSae Ams5659p (2014)Yeonggeun Lee50% (2)
- Sae Ams Qq-S-763eDocument23 pagesSae Ams Qq-S-763eEr Mohit RajputPas encore d'évaluation
- Astm B594Document10 pagesAstm B594unknown1711Pas encore d'évaluation
- As 5169Document5 pagesAs 5169Wuod JipangaPas encore d'évaluation
- AMS 5355jv005Document11 pagesAMS 5355jv005Anonymous T6GllLl0100% (2)
- JB Nas76 PDFDocument1 pageJB Nas76 PDFXto PeregrinPas encore d'évaluation
- Ams5732j PDFDocument7 pagesAms5732j PDFMichael SkrablePas encore d'évaluation
- Ams 5608Document8 pagesAms 560813421301508Pas encore d'évaluation
- Ams 4928Document8 pagesAms 4928REKHA100% (3)
- Ams4943l 2020Document8 pagesAms4943l 2020BauyrzhanPas encore d'évaluation
- Sae Ams-Qq-A-250-4a-2010Document8 pagesSae Ams-Qq-A-250-4a-2010vinicius_bacellar100% (2)
- Aws B4.0 (2000)Document113 pagesAws B4.0 (2000)Dhamu100% (3)
- Astm E1032-2012Document6 pagesAstm E1032-2012vivicastedoPas encore d'évaluation
- Ams 2175 Rev.Document22 pagesAms 2175 Rev.Johnny OhPas encore d'évaluation
- Sae - Ams 2680CDocument18 pagesSae - Ams 2680CSen Sey100% (1)
- Aws D17.2Document44 pagesAws D17.2Gary Bresolin83% (6)
- 02 Samss 011Document31 pages02 Samss 011Nicu Man100% (1)
- 02 Samss 012Document9 pages02 Samss 012slan79bisPas encore d'évaluation
- Ball Valves Specification - 0000-TS-L006 Rev 6Document23 pagesBall Valves Specification - 0000-TS-L006 Rev 6Agis Rijal Atmawijaya100% (1)
- Sae Ams QQ A 225 9a 2014Document7 pagesSae Ams QQ A 225 9a 2014Sinan ChenPas encore d'évaluation
- Astm E2375-08Document24 pagesAstm E2375-08Zamri IcutPas encore d'évaluation
- AMS 6415 Steel Bars Forgings and Tubing SAE 4340Document2 pagesAMS 6415 Steel Bars Forgings and Tubing SAE 4340Ivy LiPas encore d'évaluation
- 15-5 PHDocument2 pages15-5 PHfedaquiPas encore d'évaluation
- Sae Ams QQ N 290Document1 pageSae Ams QQ N 290Michael Zhang0% (1)
- SA487Document6 pagesSA487verito09Pas encore d'évaluation
- Astm E1417 - E1417m-16Document11 pagesAstm E1417 - E1417m-16Jon DownPas encore d'évaluation
- Mil A 21180D PDFDocument25 pagesMil A 21180D PDFb4upalaniPas encore d'évaluation
- AWS A5.10 Specification For Bare Aluminum and Aluminum Alloy Welding Electrodes and Rods (1999)Document38 pagesAWS A5.10 Specification For Bare Aluminum and Aluminum Alloy Welding Electrodes and Rods (1999)Jairo Contreras100% (1)
- Ams 2680BDocument19 pagesAms 2680BSen SeyPas encore d'évaluation
- AWS B2.1-22-015 - 2002 SWPS GTAW of of Aluminum (MPS-22 To MPS-22), 18 Through 10 Gauge PDFDocument17 pagesAWS B2.1-22-015 - 2002 SWPS GTAW of of Aluminum (MPS-22 To MPS-22), 18 Through 10 Gauge PDFPamella Sandoval50% (2)
- B 209Document29 pagesB 209manuel floresPas encore d'évaluation
- Tata Steel Aerospace Pocket Book Aug12Document15 pagesTata Steel Aerospace Pocket Book Aug12arvi_vinPas encore d'évaluation
- AWS B2.1-8-009 - Ed.2002 SWPS GTAW of SS in The As-Welded Condition, With or Without BackingDocument17 pagesAWS B2.1-8-009 - Ed.2002 SWPS GTAW of SS in The As-Welded Condition, With or Without BackingRonaldo Nunez100% (1)
- Astm B166 2019Document9 pagesAstm B166 2019reza acbariPas encore d'évaluation
- Ams 5667Document8 pagesAms 5667Shankar ManoPas encore d'évaluation
- QPL 46010 - 17 Sep 2019Document2 pagesQPL 46010 - 17 Sep 2019liuyx8660% (1)
- Astm A182Document2 pagesAstm A182fastenersworldPas encore d'évaluation
- Quenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsDocument5 pagesQuenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsJose PerezPas encore d'évaluation
- AWS c7.4mDocument7 pagesAWS c7.4mromanosky11Pas encore d'évaluation
- Ams 5622 DDocument11 pagesAms 5622 DPma CorpPas encore d'évaluation
- Mil-Std-2035a 1995 Nondestructive Testing Acceptance CriteriaDocument88 pagesMil-Std-2035a 1995 Nondestructive Testing Acceptance CriteriaGabriel Perez CruzPas encore d'évaluation
- National Aerospace Standard: Fed. Supply ClassDocument4 pagesNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (1)
- Data Sheet 4340-AMS-6414-UNSG43406Document4 pagesData Sheet 4340-AMS-6414-UNSG43406rodryguo74Pas encore d'évaluation
- Astm b160Document6 pagesAstm b160Kevin Almeida100% (1)
- Aws Filler Metal PDFDocument19 pagesAws Filler Metal PDFEngr100% (1)
- Aws D10.18 2018Document38 pagesAws D10.18 2018Vinodth KumarPas encore d'évaluation
- Material Standard Equivalent PDFDocument5 pagesMaterial Standard Equivalent PDFpicnarukPas encore d'évaluation
- Mil-Std-1251a - Listing Screw and Bolts - An-Nas-MsDocument182 pagesMil-Std-1251a - Listing Screw and Bolts - An-Nas-Mspradelles100% (2)
- STD Spec - Pig TrapsDocument10 pagesSTD Spec - Pig TrapsArun MishraPas encore d'évaluation
- Air 5065Document11 pagesAir 5065niky186Pas encore d'évaluation
- General Specification FOR Material, Fabrication and Installation of StructureDocument58 pagesGeneral Specification FOR Material, Fabrication and Installation of Structuredang_noex56% (9)
- Pipeline Design Criteria: NIOEC-SP-50-50Document18 pagesPipeline Design Criteria: NIOEC-SP-50-50amin100% (1)
- Sae j468-1988 Zinc Alloy Ingot and Die Casting CompositionsDocument3 pagesSae j468-1988 Zinc Alloy Ingot and Die Casting CompositionsAnonymous 7ZTcBn100% (1)
- Pelatihan Dan Workshop Peningkatan Kompetensi GuruDocument6 pagesPelatihan Dan Workshop Peningkatan Kompetensi Guruhenry jakatariPas encore d'évaluation
- The Frozen Path To EasthavenDocument48 pagesThe Frozen Path To EasthavenDarwin Diaz HidalgoPas encore d'évaluation
- Ton Miles Calculation 1Document17 pagesTon Miles Calculation 1Alexander Armando Clemente Andrade100% (1)
- Introduction To Cobit Framework - Week 3Document75 pagesIntroduction To Cobit Framework - Week 3Teddy HaryadiPas encore d'évaluation
- Article1414509990 MadukweDocument7 pagesArticle1414509990 MadukweemmypuspitasariPas encore d'évaluation
- Physical Characteristics of SoilDocument26 pagesPhysical Characteristics of SoillfpachecoPas encore d'évaluation
- Vishakha BroadbandDocument6 pagesVishakha Broadbandvishakha sonawanePas encore d'évaluation
- Exchange 2010 UnderstandDocument493 pagesExchange 2010 UnderstandSeKoFiePas encore d'évaluation
- Rizal Noli Me TangereDocument35 pagesRizal Noli Me TangereKristine Cantilero100% (2)
- Summer Internship Project Report ANALYSIDocument60 pagesSummer Internship Project Report ANALYSIKshitija KudachePas encore d'évaluation
- MICRF230Document20 pagesMICRF230Amador Garcia IIIPas encore d'évaluation
- Dosificación Gac007-008 Sem2Document2 pagesDosificación Gac007-008 Sem2Ohm EgaPas encore d'évaluation
- Fortigate System Admin 40 Mr2Document115 pagesFortigate System Admin 40 Mr2KhaleelPas encore d'évaluation
- Imaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFDocument3 130 pagesImaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFthe gaangster100% (1)
- Contemporary Architecture Is The Architecture of The 21st Century. No Single Style Is DominantDocument2 pagesContemporary Architecture Is The Architecture of The 21st Century. No Single Style Is DominantShubham DuaPas encore d'évaluation
- Is.2750.1964 SCAFFOLDING PDFDocument32 pagesIs.2750.1964 SCAFFOLDING PDFHiren JoshiPas encore d'évaluation
- Elad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086Document61 pagesElad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086james wrightPas encore d'évaluation
- Solutions - HW 3, 4Document5 pagesSolutions - HW 3, 4batuhany90Pas encore d'évaluation
- MVC Training Course Prerequisite: WWW - Focustech.InDocument2 pagesMVC Training Course Prerequisite: WWW - Focustech.InLakshman Samanth ReddyPas encore d'évaluation
- Development and Growth of Teeth: Dr. Madhusudhan ReddyDocument48 pagesDevelopment and Growth of Teeth: Dr. Madhusudhan ReddysiyaPas encore d'évaluation
- MGN815: Business Models: Ajay ChandelDocument38 pagesMGN815: Business Models: Ajay ChandelSam RehmanPas encore d'évaluation
- EN 213 Vertintojui WWWDocument2 pagesEN 213 Vertintojui WWWMonika PetronytėPas encore d'évaluation
- Test Bank For Global Marketing Management 6th Edition Masaaki Mike Kotabe Kristiaan HelsenDocument34 pagesTest Bank For Global Marketing Management 6th Edition Masaaki Mike Kotabe Kristiaan Helsenfraught.oppugnerp922o100% (43)
- Reaction Paper GattacaDocument1 pageReaction Paper GattacaJoasan PutongPas encore d'évaluation
- Paper 11-ICOSubmittedDocument10 pagesPaper 11-ICOSubmittedNhat Tan MaiPas encore d'évaluation
- Review Test 1: Circle The Correct Answers. / 5Document4 pagesReview Test 1: Circle The Correct Answers. / 5XeniaPas encore d'évaluation
- Abhishek Parmar: Personal DetailsDocument2 pagesAbhishek Parmar: Personal DetailsabhishekparmarPas encore d'évaluation
- The Politics of GenreDocument21 pagesThe Politics of GenreArunabha ChaudhuriPas encore d'évaluation
- 1941 Iraq and The IlluminatiDocument4 pages1941 Iraq and The IlluminatiZaneWeltonPas encore d'évaluation
- LANY Lyrics: "Thru These Tears" LyricsDocument2 pagesLANY Lyrics: "Thru These Tears" LyricsAnnePas encore d'évaluation