Vous aimerez peut-être aussi
- University of Engineering and Technology Lahore (KSK Campus)Document9 pagesUniversity of Engineering and Technology Lahore (KSK Campus)Syed Ahmad Ali ShahPas encore d'évaluation
- Engineering Plant ReportDocument6 pagesEngineering Plant ReportMuhammad IlhamPas encore d'évaluation
- Cooling A and Chilling of Milk-An Overview An Overview: Review Article Open AccessDocument9 pagesCooling A and Chilling of Milk-An Overview An Overview: Review Article Open AccessHà Anh Minh LêPas encore d'évaluation
- Lesson 11. Pasteurization of MilkDocument11 pagesLesson 11. Pasteurization of Milkdevdixit1915Pas encore d'évaluation
- Various Methods of PasteurizationDocument3 pagesVarious Methods of PasteurizationSumit Sharma PoudelPas encore d'évaluation
- PasteurizationDocument10 pagesPasteurizationSubhangi SinghPas encore d'évaluation
- Principles Methods of PasteurizationDocument11 pagesPrinciples Methods of PasteurizationK.SHANTHI100% (1)
- Introduction To Milk ProcessingDocument8 pagesIntroduction To Milk ProcessingMintesnot Bogale100% (1)
- Tra Ducci OnDocument22 pagesTra Ducci OnBellaPas encore d'évaluation
- Milk Processing Technologies For Small-Scale Producers: Technical Bulletin No. 3Document19 pagesMilk Processing Technologies For Small-Scale Producers: Technical Bulletin No. 3NicoletaCioromilaPas encore d'évaluation
- Steps of PasteurizationDocument2 pagesSteps of PasteurizationMichel AdamPas encore d'évaluation
- Invstgry Project BioDocument19 pagesInvstgry Project BioAmna ShirinPas encore d'évaluation
- Back To Facts For FarmersDocument7 pagesBack To Facts For FarmersSiddharthaPas encore d'évaluation
- Unit 5.FDMDocument11 pagesUnit 5.FDMAgam SindhwaniPas encore d'évaluation
- Milking Process Full My PresentationDocument35 pagesMilking Process Full My PresentationHemonPas encore d'évaluation
- Milk PasteurizationDocument13 pagesMilk PasteurizationSofian NurjamalPas encore d'évaluation
- Pasteurization of MilkDocument18 pagesPasteurization of MilkSangeethaPas encore d'évaluation
- Milk PasteurizationDocument5 pagesMilk PasteurizationSatish PatilPas encore d'évaluation
- Pasteur IzerDocument12 pagesPasteur Izerkhaoula100% (1)
- Traditional Methods of Milk Processing and Preservation by Local Farmers in Kashongi Sub County Kiruhura DistrictDocument10 pagesTraditional Methods of Milk Processing and Preservation by Local Farmers in Kashongi Sub County Kiruhura DistrictKenesaPas encore d'évaluation
- Hygienic Milk Handling and Processing by FAODocument7 pagesHygienic Milk Handling and Processing by FAOChevronellePas encore d'évaluation
- ESL Milk Production - 2014 - 4 - Expertenwissen - ESLDocument6 pagesESL Milk Production - 2014 - 4 - Expertenwissen - ESLsyalcinkayaPas encore d'évaluation
- Food PreservationDocument3 pagesFood Preservationsamia yahyaPas encore d'évaluation
- Manufacturing, Packaging and Storage of Pasteurized Milk: Receiving Milk Chilling Preheating (35-40 °c) FiltrationDocument2 pagesManufacturing, Packaging and Storage of Pasteurized Milk: Receiving Milk Chilling Preheating (35-40 °c) FiltrationAnubhavPas encore d'évaluation
- Comercial Sterilization of Milk ProductsDocument5 pagesComercial Sterilization of Milk ProductsAndres MarinPas encore d'évaluation
- Pasteurisation of Foods Products: by Ms. Anita Trivedi Assistant Professor, UCBMSHDocument10 pagesPasteurisation of Foods Products: by Ms. Anita Trivedi Assistant Professor, UCBMSHvishnuPas encore d'évaluation
- Determine Energy Requirements of A Heat Treatment ProcessDocument9 pagesDetermine Energy Requirements of A Heat Treatment ProcessAouniza AhmedPas encore d'évaluation
- 10 1 1 392 7168Document3 pages10 1 1 392 7168ashish.wallePas encore d'évaluation
- Pasteurised Milk: Process Flow DiagramDocument3 pagesPasteurised Milk: Process Flow Diagramedson eugenioPas encore d'évaluation
- 1.1 Heat TransferDocument21 pages1.1 Heat TransferAnonymous XqFFOupDZPas encore d'évaluation
- Usmp15 22Document8 pagesUsmp15 22Hitesh JassalPas encore d'évaluation
- Robsaan KootiDocument8 pagesRobsaan KootiDhugaan GalgalaafPas encore d'évaluation
- Milk Powder ProductionDocument4 pagesMilk Powder ProductionHarish KannaPas encore d'évaluation
- Industrial Visit Report On Dairy IndustryDocument11 pagesIndustrial Visit Report On Dairy IndustrySammyAdhPas encore d'évaluation
- 05 Collection and Reception of MilkDocument8 pages05 Collection and Reception of Milkhuynhnhatduat100% (1)
- Heat ExchangersDocument18 pagesHeat ExchangersRofi AnwarPas encore d'évaluation
- Milk Powder ProductionDocument64 pagesMilk Powder ProductionirvaniPas encore d'évaluation
- Pasturization, Sterilizationo and FermentationDocument36 pagesPasturization, Sterilizationo and Fermentationkwagala joshuaPas encore d'évaluation
- Susu Pasteurisasi Dan Sterilisasi: Oleh: DR - Agr. Muhammad Cahyadi, S.PT., M.BiotechDocument26 pagesSusu Pasteurisasi Dan Sterilisasi: Oleh: DR - Agr. Muhammad Cahyadi, S.PT., M.BiotechMuhammad CahyadiPas encore d'évaluation
- Milk Powder FabricationDocument4 pagesMilk Powder Fabricationlise.ru99Pas encore d'évaluation
- Institute of Management Research and TechnologyDocument16 pagesInstitute of Management Research and TechnologyAnkita SharmaPas encore d'évaluation
- Nestle PresentationDocument24 pagesNestle PresentationGunjan Goel100% (1)
- ProductionDocument4 pagesProductionShashi ReddyPas encore d'évaluation
- Heat Transfer Application. 413Document38 pagesHeat Transfer Application. 413Aronn SiamPas encore d'évaluation
- Preservation by High TemperatureDocument21 pagesPreservation by High TemperatureDr-Uadal Singh100% (1)
- Biology Project Name: Iniyan Cafaso Class: Xii Standard School: St. Joseph'S Matriculation Higher Secondary School Reg. NoDocument5 pagesBiology Project Name: Iniyan Cafaso Class: Xii Standard School: St. Joseph'S Matriculation Higher Secondary School Reg. NoCafaso IniyanPas encore d'évaluation
- FDSC10010 - Milk Processing 1 - SlidesDocument12 pagesFDSC10010 - Milk Processing 1 - SlidesMohamedPas encore d'évaluation
- Resumen: Porcentaje de Reducción de Aerobios Mesófilos de La Leche Cruda Luego de La PasteurizaciónDocument3 pagesResumen: Porcentaje de Reducción de Aerobios Mesófilos de La Leche Cruda Luego de La PasteurizaciónKaty VásconezPas encore d'évaluation
- Introduction To Nestle India LTD KAMALDocument76 pagesIntroduction To Nestle India LTD KAMALMeenu ThakurPas encore d'évaluation
- A Review On Mechanization of Traditional Dairy Products: Gopika Talwar and Sandeeppal Kaur BrarDocument18 pagesA Review On Mechanization of Traditional Dairy Products: Gopika Talwar and Sandeeppal Kaur BrarDipu AhirPas encore d'évaluation
- Pasteurization IDocument33 pagesPasteurization IMohammad Ashraf Paul100% (1)
- Yakult Process Flow Step 2 & 3Document2 pagesYakult Process Flow Step 2 & 3Radhi AbdullahPas encore d'évaluation
- Sterilization and Ultra-High-Temperature ProcessingDocument15 pagesSterilization and Ultra-High-Temperature ProcessingNishkarsh AgarwalPas encore d'évaluation
- Project Report Prag by JagjeetDocument62 pagesProject Report Prag by JagjeetManoj ChaurasiyaPas encore d'évaluation
- Bulk Cooler ArticleDocument3 pagesBulk Cooler ArticleLuscinia SciniaPas encore d'évaluation
- Internship REPORTDocument30 pagesInternship REPORTImran GulPas encore d'évaluation
- Milk FortificationDocument11 pagesMilk FortificationPrak0% (1)
- ProductionDocument6 pagesProductionShashi ReddyPas encore d'évaluation
- Final Project For Nestle PakistanDocument3 pagesFinal Project For Nestle PakistanAleem MalikPas encore d'évaluation
- Intensive Kitchen Training Manual (IKTM): INTENSIVE KITCHEN TRAINING MANUALD'EverandIntensive Kitchen Training Manual (IKTM): INTENSIVE KITCHEN TRAINING MANUALÉvaluation : 5 sur 5 étoiles5/5 (1)
- Mr. Faisal Zia 5kW SystemDocument11 pagesMr. Faisal Zia 5kW SystemUmer IqbalPas encore d'évaluation
- PPPOEDocument1 pagePPPOEUmer IqbalPas encore d'évaluation
- Frame Pool Change Tab in Core CRM Module: ES Software Request FormDocument3 pagesFrame Pool Change Tab in Core CRM Module: ES Software Request FormUmer IqbalPas encore d'évaluation
- Configuration of Router On A Stick - GeeksforGeeksDocument8 pagesConfiguration of Router On A Stick - GeeksforGeeksUmer IqbalPas encore d'évaluation
- Content Delivery Network (CDN) ExplainedDocument56 pagesContent Delivery Network (CDN) ExplainedUmer IqbalPas encore d'évaluation
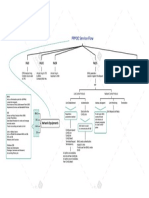
- PPPOE Service Flow: Padi Padr Pado Padt PadsDocument1 pagePPPOE Service Flow: Padi Padr Pado Padt PadsUmer IqbalPas encore d'évaluation
- Monoblock Directional Control Valve: Key Valve Features Technical DataDocument8 pagesMonoblock Directional Control Valve: Key Valve Features Technical DataDark CenobitePas encore d'évaluation
- Valve Sizing Sample CalculationDocument6 pagesValve Sizing Sample Calculationanne_sibius100% (1)
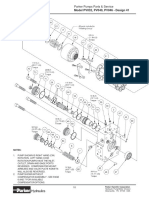
- PTC and PTF Pivotrol Pump ManualDocument10 pagesPTC and PTF Pivotrol Pump Manualsakura_jPas encore d'évaluation
- Index: 3-A Sanitary Standards, 3-A Accepted Practices, & P3-A Sanitary StandardsDocument4 pagesIndex: 3-A Sanitary Standards, 3-A Accepted Practices, & P3-A Sanitary Standardsveeru singhPas encore d'évaluation
- 01 - Trainning Material - Basic Pump Theory PDFDocument68 pages01 - Trainning Material - Basic Pump Theory PDFgoomi100% (1)
- Instruction Manual GS PUMPDocument28 pagesInstruction Manual GS PUMPVu DangPas encore d'évaluation
- Myers Triplex Water Pump D35 D50 D60 D65 Data SheetDocument2 pagesMyers Triplex Water Pump D35 D50 D60 D65 Data Sheetsergio100% (1)
- Rotating Equipment SafetyDocument34 pagesRotating Equipment SafetySuchismita Bhattacharya Bhaumik0% (1)
- JU6H-UF94 ProposalDocument10 pagesJU6H-UF94 ProposalRaúl Antonio MacíasPas encore d'évaluation
- 428C Backhoe Loader GENERAL INFDocument8 pages428C Backhoe Loader GENERAL INFOmar Alfredo Turpo TaypePas encore d'évaluation
- GA02319 002 03 SV630 750B ManualDocument56 pagesGA02319 002 03 SV630 750B Manualductt111Pas encore d'évaluation
- Bentone Burner Operating InstructionsDocument20 pagesBentone Burner Operating InstructionsVikk Suriya100% (2)
- Alpha Blowers CATLOGUE 2020Document4 pagesAlpha Blowers CATLOGUE 2020Jaganath MukherjeePas encore d'évaluation
- Submersible Sewage Ejector Pump: Available - Manual Operation - Automatic Operation - Wide Angle (Shown)Document4 pagesSubmersible Sewage Ejector Pump: Available - Manual Operation - Automatic Operation - Wide Angle (Shown)allen_worstPas encore d'évaluation
- q456 Tankship Dangerous LiquidsDocument12 pagesq456 Tankship Dangerous LiquidsJohn MondalaPas encore d'évaluation
- PCXF14 (2014-05) Low ResDocument17 pagesPCXF14 (2014-05) Low RestienlamPas encore d'évaluation
- 773F PDFDocument216 pages773F PDFPablo Andres Chavez100% (1)
- 3.2 Tech Data ENGDocument45 pages3.2 Tech Data ENGCaptain NematollahiPas encore d'évaluation
- Exploded View PV032Document7 pagesExploded View PV032Miroslaw LabudaPas encore d'évaluation
- Dk-1618 PVD Multi Arc Ion Coating Machine en 2021.05.06Document14 pagesDk-1618 PVD Multi Arc Ion Coating Machine en 2021.05.06Ronaldo SilverioPas encore d'évaluation
- P-107 Quick GuideDocument2 pagesP-107 Quick GuidesunhuynhPas encore d'évaluation
- Erik - Dick Book - TurbomachinesDocument16 pagesErik - Dick Book - TurbomachinesAleksander Petersen0% (1)
- KG084 DDR NDC115 14020505 75 0Document2 pagesKG084 DDR NDC115 14020505 75 0reza hosseiniPas encore d'évaluation
- Design and Fabrication of A Solar Sprayer: S.Charvani, K.Sowmya, M.Malathi, P.Rajani, K.SaibabaDocument8 pagesDesign and Fabrication of A Solar Sprayer: S.Charvani, K.Sowmya, M.Malathi, P.Rajani, K.SaibabaSivaPas encore d'évaluation
- Grundfosliterature 685Document84 pagesGrundfosliterature 685Doan Anh TuanPas encore d'évaluation
- Service Bulletin: Limited DistributionDocument6 pagesService Bulletin: Limited DistributionJoseArmandoMarinPas encore d'évaluation
- En - Eu I 3 Plus OtDocument60 pagesEn - Eu I 3 Plus OtSzilard ZsigmondPas encore d'évaluation
- Rajiv Gandhi Proudyogiki Vishwavidyalaya, Bhopal: ES401 Energy & Environmental Engineering 3L-1T-0P 4 CreditsDocument10 pagesRajiv Gandhi Proudyogiki Vishwavidyalaya, Bhopal: ES401 Energy & Environmental Engineering 3L-1T-0P 4 Creditsvaishnavi kadambariPas encore d'évaluation