Vous aimerez peut-être aussi
- Flashback Mechanisms in Lean Premixed Gas Turbine CombustionD'EverandFlashback Mechanisms in Lean Premixed Gas Turbine CombustionPas encore d'évaluation
- Optimal Designof Ethane Pyrolysis ReactorDocument7 pagesOptimal Designof Ethane Pyrolysis ReactorBERLY ALDRO ALFARIDZI -Pas encore d'évaluation
- Fixed Bed Journal 3Document11 pagesFixed Bed Journal 3Daniel EdohPas encore d'évaluation
- Modeling of Ethane Thermal Cracking Kinetics in A PyrocrackerDocument6 pagesModeling of Ethane Thermal Cracking Kinetics in A PyrocrackerArash AbbasiPas encore d'évaluation
- Feasibility Study For Recovering Waste Heat in TheDocument7 pagesFeasibility Study For Recovering Waste Heat in TheAlfonso BlancoPas encore d'évaluation
- CJChE-22-0058 Revised Manuscript FINALDocument27 pagesCJChE-22-0058 Revised Manuscript FINALEdwardPas encore d'évaluation
- 2016 Chinese JCEYuanDocument12 pages2016 Chinese JCEYuaneko handoyoPas encore d'évaluation
- A Transient Study of Double-Jacketed Membrane Reactor Via Methanol Steam ReformingDocument9 pagesA Transient Study of Double-Jacketed Membrane Reactor Via Methanol Steam Reformingmerialeng34Pas encore d'évaluation
- The Roleof Exhaust Gas Recirculationin Flameless CombustionDocument7 pagesThe Roleof Exhaust Gas Recirculationin Flameless CombustionamirokhovatPas encore d'évaluation
- Investigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceDocument11 pagesInvestigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceSantoso WijayaPas encore d'évaluation
- Thermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic AnalysisDocument14 pagesThermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic Analysisdavid alendezPas encore d'évaluation
- Steam Cracking Kinetics and Feed Characterisation PDFDocument10 pagesSteam Cracking Kinetics and Feed Characterisation PDFBehroozPas encore d'évaluation
- Diesel Fuel Combustion Under Steam Gasification CoDocument6 pagesDiesel Fuel Combustion Under Steam Gasification CoecihatPas encore d'évaluation
- Experimental and Modeling Analysis of Propylene Polymerization in A Pilot-Scale Fluidized Bed ReactorDocument12 pagesExperimental and Modeling Analysis of Propylene Polymerization in A Pilot-Scale Fluidized Bed ReactorSarang GohPas encore d'évaluation
- Synopsis: (PRN No. 201502677)Document12 pagesSynopsis: (PRN No. 201502677)sumitPas encore d'évaluation
- Methods of Increasing Thermal Efficiency of Steam and Gas Turbine PlantsDocument11 pagesMethods of Increasing Thermal Efficiency of Steam and Gas Turbine PlantsNisar AhmedPas encore d'évaluation
- Engineering: Vasudev Pralhad Haribal, Yun Chen, Luke Neal, Fanxing LiDocument8 pagesEngineering: Vasudev Pralhad Haribal, Yun Chen, Luke Neal, Fanxing LiPankaj TiwariPas encore d'évaluation
- Computer Simulation of Processes in The Dead-End FDocument8 pagesComputer Simulation of Processes in The Dead-End FKazem QarebeiglooPas encore d'évaluation
- Influence of Reaction Pressure On Co-Pyrolysis of LDPE and A Heavy Petroleum FractionDocument8 pagesInfluence of Reaction Pressure On Co-Pyrolysis of LDPE and A Heavy Petroleum FractionPICHE MME SecretaryPas encore d'évaluation
- Combustion in SituDocument9 pagesCombustion in SitujcPas encore d'évaluation
- Chemical and Mechanical DesignDocument460 pagesChemical and Mechanical DesignNuriman K-monPas encore d'évaluation
- Experimental Thermal and Fluid ScienceDocument11 pagesExperimental Thermal and Fluid ScienceGustavo AraujoPas encore d'évaluation
- Zeng 15 RevisarDocument12 pagesZeng 15 RevisarMARIA GABRIELA LETONA GUDIELPas encore d'évaluation
- Modeling of Steam Methane Reforming (SMR) Over A Ni - AL O CatalystDocument8 pagesModeling of Steam Methane Reforming (SMR) Over A Ni - AL O CatalystRaviyank PatelPas encore d'évaluation
- Thermal Effects On Breakthrough Curves of Pressure Swing Adsorption For Hydrogen Puri CationDocument10 pagesThermal Effects On Breakthrough Curves of Pressure Swing Adsorption For Hydrogen Puri CationEvminidaPas encore d'évaluation
- 10 1016@j Tca 2011 11 018Document7 pages10 1016@j Tca 2011 11 018Sy Nguyen VietPas encore d'évaluation
- Mren.201800026 - Revised MSDocument56 pagesMren.201800026 - Revised MSZahir HussainPas encore d'évaluation
- Concentration of Cane Sugar Syrup in An EvaporatorDocument8 pagesConcentration of Cane Sugar Syrup in An EvaporatorJohn Fritz FestejoPas encore d'évaluation
- 1) Improving Powder BedDocument6 pages1) Improving Powder BedHuma TariqPas encore d'évaluation
- Chapter One: 1.1 BackgroundDocument19 pagesChapter One: 1.1 BackgroundtewelePas encore d'évaluation
- 1 s2.0 S0165237007001489 MainDocument6 pages1 s2.0 S0165237007001489 MainU.G.Pas encore d'évaluation
- A Review On Boiling Heat Transfer Enhancement With NanofluidsDocument16 pagesA Review On Boiling Heat Transfer Enhancement With NanofluidsChinniRohithaPas encore d'évaluation
- Individual ReportDocument10 pagesIndividual ReportTimelessPas encore d'évaluation
- Modeling of The Helium-Heated Steam Reformer For HTR-10Document9 pagesModeling of The Helium-Heated Steam Reformer For HTR-10Bagas Kembara AlamPas encore d'évaluation
- 4.0 & 5.0 & ReferenceDocument12 pages4.0 & 5.0 & ReferenceAYALEYDENPas encore d'évaluation
- 1 s2.0 S1359431114005213 MainDocument5 pages1 s2.0 S1359431114005213 MainacikkalpgermanPas encore d'évaluation
- Fluid Selection For The Organic Rankine Cycle (ORC) in Biomass Power and Heat Plants PDFDocument6 pagesFluid Selection For The Organic Rankine Cycle (ORC) in Biomass Power and Heat Plants PDFChairunnisa NisaPas encore d'évaluation
- Catalogue of Chillers 124Document11 pagesCatalogue of Chillers 124Noman AslamPas encore d'évaluation
- Steady State Modeling and Simulation of The Oleflex Process For Isobutane Dehydrogenation Considering Reaction NetworkDocument9 pagesSteady State Modeling and Simulation of The Oleflex Process For Isobutane Dehydrogenation Considering Reaction NetworkZangPas encore d'évaluation
- Kinetics and Related Engineering Aspects of Catalytic Liquid-Phase Oxidation of P-Xylene To Terephthalic AcidDocument17 pagesKinetics and Related Engineering Aspects of Catalytic Liquid-Phase Oxidation of P-Xylene To Terephthalic AcidAbdullah JavedPas encore d'évaluation
- 1 OwalabiRasheed 23 11 2015Document14 pages1 OwalabiRasheed 23 11 2015APEX SONPas encore d'évaluation
- Ethylene ProductionDocument23 pagesEthylene ProductionDavid ZamoraPas encore d'évaluation
- Xiong-Lin Luo 2022Document15 pagesXiong-Lin Luo 2022valery akhmPas encore d'évaluation
- Analysis of Fouling in Refuse Waste IncineratorsDocument11 pagesAnalysis of Fouling in Refuse Waste IncineratorsNarayanan KharthiPas encore d'évaluation
- An Experimental and Kinetic Study of Syngas Air Combustion at Elevated Temperatures and The Effect of Water AdditionDocument9 pagesAn Experimental and Kinetic Study of Syngas Air Combustion at Elevated Temperatures and The Effect of Water Additionazam saeedPas encore d'évaluation
- Development of Plasma Pyrolysisgasification Systems For Energy Efficient and Environmentally Sound Waste DisposalDocument9 pagesDevelopment of Plasma Pyrolysisgasification Systems For Energy Efficient and Environmentally Sound Waste DisposalAyush davePas encore d'évaluation
- CNF 1994autoignitioncombustiblefluidsDocument11 pagesCNF 1994autoignitioncombustiblefluidstiger sharkPas encore d'évaluation
- Wierzbicki Et Al. (2014) - Combustion of Propane With PT and RH Catalysts in A Meso-Scale Heat Recirculating CombuDocument7 pagesWierzbicki Et Al. (2014) - Combustion of Propane With PT and RH Catalysts in A Meso-Scale Heat Recirculating CombuEmily LinPas encore d'évaluation
- Ghani 2019Document15 pagesGhani 2019Nishant Kumar GuptaPas encore d'évaluation
- Chapter One: 1.1 BackgroundDocument22 pagesChapter One: 1.1 BackgroundtewelePas encore d'évaluation
- Design and Thermal CharacterizationDocument10 pagesDesign and Thermal CharacterizationRolando Antonio TroncosoPas encore d'évaluation
- DemethanizerDocument6 pagesDemethanizermindunder36Pas encore d'évaluation
- A Study On Optimal Composition of Zeotropic Working Fluid in An Organic Rankine Cycle (ORC) For Low Grade Heat RecoveryDocument14 pagesA Study On Optimal Composition of Zeotropic Working Fluid in An Organic Rankine Cycle (ORC) For Low Grade Heat RecoveryJoao MinhoPas encore d'évaluation
- HTPRDocument11 pagesHTPRDiego MaportiPas encore d'évaluation
- HUSY - Marcilla (2009) - Thermal and Catalytic Pyrolysis of Polyethylene Over HZSM5 and HUSY ZeolitesDocument9 pagesHUSY - Marcilla (2009) - Thermal and Catalytic Pyrolysis of Polyethylene Over HZSM5 and HUSY ZeolitesKatiane MesquitaPas encore d'évaluation
- 2013 CJCEJinDocument8 pages2013 CJCEJinNadinePas encore d'évaluation
- Hydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingDocument4 pagesHydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingMazen OthmanPas encore d'évaluation
- Rahim Pour 2010Document9 pagesRahim Pour 2010elhamPas encore d'évaluation
- Somche 2014 - 2 - 2015 - 062 - 074Document13 pagesSomche 2014 - 2 - 2015 - 062 - 074LTORRESMPas encore d'évaluation
- Lin 2001Document8 pagesLin 2001Navid AhadiPas encore d'évaluation
- Adf 1350 MSDSDocument12 pagesAdf 1350 MSDSRoxana LencinaPas encore d'évaluation
- Kralisch 2012Document12 pagesKralisch 2012Roxana LencinaPas encore d'évaluation
- MIRacle ManualDocument24 pagesMIRacle ManualRoxana LencinaPas encore d'évaluation
- T.d.s.thyon Af207Document2 pagesT.d.s.thyon Af207Roxana LencinaPas encore d'évaluation
- Thyon Ce63: Colloidal EmulsionDocument2 pagesThyon Ce63: Colloidal EmulsionRoxana LencinaPas encore d'évaluation
- C04B 28/26 C09D 5/02 C04B 40/06 C09DDocument24 pagesC04B 28/26 C09D 5/02 C04B 40/06 C09DRoxana LencinaPas encore d'évaluation
- Thyon Fc59: Metal Free Styrene Acrylic PolymerDocument1 pageThyon Fc59: Metal Free Styrene Acrylic PolymerRoxana LencinaPas encore d'évaluation
- Cipac MT47Document4 pagesCipac MT47Roxana LencinaPas encore d'évaluation
- Polacril D40: Dispersing AgentDocument1 pagePolacril D40: Dispersing AgentRoxana LencinaPas encore d'évaluation
- Gecap: SARA Title III Section 313 Toxic Chemical Release: Reporting RequirementsDocument2 pagesGecap: SARA Title III Section 313 Toxic Chemical Release: Reporting RequirementsRoxana LencinaPas encore d'évaluation
- Capcalc 32: Software For Cone and Plate ViscometersDocument1 pageCapcalc 32: Software For Cone and Plate ViscometersRoxana LencinaPas encore d'évaluation
- QuickStart 0.8.1-1 32Document18 pagesQuickStart 0.8.1-1 32Roxana LencinaPas encore d'évaluation
- Group 2Document39 pagesGroup 2Swit SumaPas encore d'évaluation
- Sains Tingkatan 1 (Bab 3)Document8 pagesSains Tingkatan 1 (Bab 3)JeyShida100% (1)
- 13 General EquilibriumDocument11 pages13 General Equilibriumapi-234034801Pas encore d'évaluation
- 18CH036 Hydrotreating ProcessDocument17 pages18CH036 Hydrotreating ProcessSuleka RanasinghePas encore d'évaluation
- L1 Measurement-StudentDocument66 pagesL1 Measurement-StudentNN JKPas encore d'évaluation
- Chemistry Past Paper Ch1.1Document20 pagesChemistry Past Paper Ch1.1Raymond ChanPas encore d'évaluation
- Poisons List Appendix 25.07.2019 2Document37 pagesPoisons List Appendix 25.07.2019 2Amri Mat NorPas encore d'évaluation
- Electrons in Oxygen - and Sulphur-Containing Ligands PDFDocument132 pagesElectrons in Oxygen - and Sulphur-Containing Ligands PDFJose PerezPas encore d'évaluation
- Metrode 410NiMo B-11Document4 pagesMetrode 410NiMo B-11Claudia MmsPas encore d'évaluation
- Exercise BM With Chemical ReactionDocument2 pagesExercise BM With Chemical ReactionSergio Rugerio TorresPas encore d'évaluation
- Sodium Bicarbonate Forflue Gas Treatment - Brochure07 PDFDocument12 pagesSodium Bicarbonate Forflue Gas Treatment - Brochure07 PDFNguyen Bao NguyenPas encore d'évaluation
- Chemistry Project On Determination of The Contents of Cold DrinksDocument21 pagesChemistry Project On Determination of The Contents of Cold DrinksADARSH TECHY PRADHANPas encore d'évaluation
- SFBK WhitegoldChris CortiDocument18 pagesSFBK WhitegoldChris Corti7013131870131318Pas encore d'évaluation
- Preparation of SaltsDocument8 pagesPreparation of SaltsRose MusariraPas encore d'évaluation
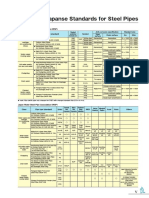
- Steel PipeDocument1 pageSteel Pipesafar bahariPas encore d'évaluation
- Falk Series C, E, F, G, J, P, Q, S, Y Gear Drives - Service ManualDocument4 pagesFalk Series C, E, F, G, J, P, Q, S, Y Gear Drives - Service ManualJorge Iván Carbajal100% (1)
- Surfactants For Use As CodispersantsDocument10 pagesSurfactants For Use As Codispersantsramitkatyal21881Pas encore d'évaluation
- Soil ScienceDocument81 pagesSoil ScienceSubodh Paudel100% (1)
- Struktol WB 212: Technical DataDocument1 pageStruktol WB 212: Technical DataSikander AleemPas encore d'évaluation
- Chemical Oxygen DemandDocument17 pagesChemical Oxygen DemandIsabel GarciaPas encore d'évaluation
- JSRNBR eDocument8 pagesJSRNBR eDevender KumarPas encore d'évaluation
- Annex 1 CCM ProcessDocument16 pagesAnnex 1 CCM ProcessehsanPas encore d'évaluation
- What Is Heat TreatmentDocument2 pagesWhat Is Heat TreatmentPradyot DeoliaPas encore d'évaluation
- 2006 levis-RSL PDFDocument14 pages2006 levis-RSL PDFAyyappan AKSPas encore d'évaluation
- Petrovietnam University: Viet Nam Oil and Gas GroupDocument21 pagesPetrovietnam University: Viet Nam Oil and Gas GroupHoang BuiPas encore d'évaluation
- Short Note Chemistry Form 5-Chapter 4 ThermochemistryDocument4 pagesShort Note Chemistry Form 5-Chapter 4 Thermochemistrysalamah_sabri100% (2)
- Nef ReactionDocument3 pagesNef ReactionSubhabrata MabhaiPas encore d'évaluation
- Frida Kunti Setiowati, Barlah Rumhayati: Seminar Nasional XI Pendidikan Biologi FKIP UNS 125Document6 pagesFrida Kunti Setiowati, Barlah Rumhayati: Seminar Nasional XI Pendidikan Biologi FKIP UNS 125Ridwan PutraPas encore d'évaluation
- Issues in VOC Monitoring and ReportingDocument8 pagesIssues in VOC Monitoring and Reportinglambert machetePas encore d'évaluation
- Flux-Cored Arc WeldingDocument4 pagesFlux-Cored Arc WeldingCarlos BustamantePas encore d'évaluation