Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Possible Exam QuestionsDocument6 pagesPossible Exam Questionsjayc11Pas encore d'évaluation
- Chapter4B Handout PDFDocument38 pagesChapter4B Handout PDFjayc11Pas encore d'évaluation
- Chapter4B Handout PDFDocument38 pagesChapter4B Handout PDFjayc11Pas encore d'évaluation
- Boolean Operations To Find The Minimal Cut Sets, and Draw A Reliability Block Diagram ToDocument40 pagesBoolean Operations To Find The Minimal Cut Sets, and Draw A Reliability Block Diagram Tojayc11Pas encore d'évaluation
- Midterm SolutionsDocument21 pagesMidterm Solutionsjayc11Pas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Steel Tips-Slotted Bolted Connection Energy Dissipaters-GrigorianDocument26 pagesSteel Tips-Slotted Bolted Connection Energy Dissipaters-GrigorianJeong Woon Kang100% (1)
- Barton-Letter To ISRM Journal. Failure Around Tunnels and Boreholes, and Other Problems. Pp. 12-18Document24 pagesBarton-Letter To ISRM Journal. Failure Around Tunnels and Boreholes, and Other Problems. Pp. 12-18castille1956Pas encore d'évaluation
- S Problem Set 4: 1 Young & Friedman 5 26Document5 pagesS Problem Set 4: 1 Young & Friedman 5 26Jake AJPas encore d'évaluation
- Dinamica de Fluido Sucker Rod PumpDocument26 pagesDinamica de Fluido Sucker Rod PumpyeralhPas encore d'évaluation
- Lecture Powerpoints: Physics For Scientists and Engineers, With Modern Physics, 4 EditionDocument46 pagesLecture Powerpoints: Physics For Scientists and Engineers, With Modern Physics, 4 EditionMuhammad HarisPas encore d'évaluation
- P782 FinalDocument6 pagesP782 FinalTanmay SenPas encore d'évaluation
- USP 660 - Containers - GlassDocument4 pagesUSP 660 - Containers - Glasskunalkp88100% (1)
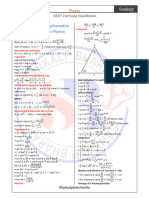
- Physics Formula HandbookDocument54 pagesPhysics Formula Handbook3198chethaPas encore d'évaluation
- NSTSE Class-11 Solution (PCM)Document7 pagesNSTSE Class-11 Solution (PCM)Mota ChashmaPas encore d'évaluation
- Worms Worm Gears-Formulas Self Locking PDFDocument1 pageWorms Worm Gears-Formulas Self Locking PDFalexdisu4510Pas encore d'évaluation
- Tetron Spherical Bearing s3'05Document9 pagesTetron Spherical Bearing s3'05nouseph6391Pas encore d'évaluation
- Influence of Heat Treatment On Tribological Behavior of Zn-Al AlloysDocument9 pagesInfluence of Heat Treatment On Tribological Behavior of Zn-Al Alloysjorge CarvalhoPas encore d'évaluation
- Clutch CB PDFDocument45 pagesClutch CB PDFLuis Eduardo Albarracin RugelesPas encore d'évaluation
- Multi Phase PR - DropDocument43 pagesMulti Phase PR - Dropmts1234Pas encore d'évaluation
- Heat Transfer1Document10 pagesHeat Transfer1emreali1Pas encore d'évaluation
- Guide To Design and Selection of Check ValvesDocument18 pagesGuide To Design and Selection of Check ValvesTechnical OfficePas encore d'évaluation
- Design, Analysis and Fabrication of Split Braking SystemDocument6 pagesDesign, Analysis and Fabrication of Split Braking Systemhabib nawazPas encore d'évaluation
- Friction Coefficient Hdpe Slip MembraneDocument4 pagesFriction Coefficient Hdpe Slip MembraneBogdanBPas encore d'évaluation
- Physical Chemistry Prac ManualDocument50 pagesPhysical Chemistry Prac ManualMurthy NandulaPas encore d'évaluation
- AMC511S Statics Mod4-FrictionDocument20 pagesAMC511S Statics Mod4-FrictionAlfred AlfredPas encore d'évaluation
- HSC Physics Module 2: DynamicsDocument11 pagesHSC Physics Module 2: DynamicswillPas encore d'évaluation
- Bridge BearingsDocument13 pagesBridge BearingsBenard OmondiPas encore d'évaluation
- Bearing Fits PDFDocument9 pagesBearing Fits PDFMujahidin AhmadPas encore d'évaluation
- Vesconite Bushing DesignDocument8 pagesVesconite Bushing DesignKarthick DuraiPas encore d'évaluation
- DEM Simulation of The Bulk Solid ReactionDocument11 pagesDEM Simulation of The Bulk Solid ReactionPraveen KumarPas encore d'évaluation
- Id LubeDocument1 pageId LubeWael El EssawyPas encore d'évaluation
- Finite Element Simulation of The Orthogonal Cutting Based On AbaqusDocument5 pagesFinite Element Simulation of The Orthogonal Cutting Based On AbaqusBalaji Venkateshwaran PanchatsaramPas encore d'évaluation
- Paper 1 12889 997Document12 pagesPaper 1 12889 997Mohammad Keyhani75% (4)
- 72 PDFDocument12 pages72 PDFFranco SerafiniPas encore d'évaluation
- Highway Engineering Multiple Choice Questions and Answers - Preparation For EngineeringDocument19 pagesHighway Engineering Multiple Choice Questions and Answers - Preparation For EngineeringSyed Munawar Ali83% (6)