Vous aimerez peut-être aussi
- Operaciones UnitariasDocument18 pagesOperaciones Unitariassergiovaldezbernal100% (1)
- Operaciones de TaladradoDocument15 pagesOperaciones de TaladradoAdriana SalazarPas encore d'évaluation
- Tornillo Sin Fin - Corona (2° Corte 20%)Document22 pagesTornillo Sin Fin - Corona (2° Corte 20%)Jesus Alejandro Velandia MarquinaPas encore d'évaluation
- Cuestionario Final Proceso de Conformado de Materiales Practica 1Document4 pagesCuestionario Final Proceso de Conformado de Materiales Practica 1Miguel Angel PortuguezPas encore d'évaluation
- Practica #3 FluidosDocument8 pagesPractica #3 FluidosManuel Vazquez MPas encore d'évaluation
- Mecanizado No ConvencionalDocument5 pagesMecanizado No ConvencionalJosé MiguelPas encore d'évaluation
- Perdida de Carga Con Flujo de Fluido IncompresibleDocument25 pagesPerdida de Carga Con Flujo de Fluido Incompresiblemiguel galvan100% (1)
- Practica 3 Procesos de SoldaduraDocument8 pagesPractica 3 Procesos de SoldaduraReyKiremPas encore d'évaluation
- Practica 4 Vertederos PDFDocument9 pagesPractica 4 Vertederos PDFAPARICIO APARICIO Armando EduardoPas encore d'évaluation
- Tarea OpampDocument4 pagesTarea OpampferolonoPas encore d'évaluation
- Maquinas GeneratricesDocument48 pagesMaquinas GeneratricesJessica NuñezPas encore d'évaluation
- Procesos de Reducción DirectaDocument28 pagesProcesos de Reducción DirectaObryan Salas AparicioPas encore d'évaluation
- Tipos y diseño de tornillos para ingeniería aeronáuticaDocument16 pagesTipos y diseño de tornillos para ingeniería aeronáuticaBrayanSCPas encore d'évaluation
- Practica 3Document8 pagesPractica 3Miguel GuerreroPas encore d'évaluation
- MadrinadoraDocument15 pagesMadrinadoraAlbert OrtizPas encore d'évaluation
- Evaluación 10%. 2 CorteDocument22 pagesEvaluación 10%. 2 CorteJesus Alejandro Velandia MarquinaPas encore d'évaluation
- Solucionario de Mecanica de Fluidos-UTA-FISEIDocument78 pagesSolucionario de Mecanica de Fluidos-UTA-FISEIJose JativaPas encore d'évaluation
- Ingenieria de Materiales Ensayo de TraccionDocument12 pagesIngenieria de Materiales Ensayo de TraccionLuis ValenzuelaPas encore d'évaluation
- Máquinas Hidráulicas ExamenDocument1 pageMáquinas Hidráulicas ExamenrlopezangelesPas encore d'évaluation
- 10-Cepilladora Parte 2Document23 pages10-Cepilladora Parte 2Josue AvilaPas encore d'évaluation
- Metodo Newtoniano para Determinar FuerzasDocument5 pagesMetodo Newtoniano para Determinar FuerzasJona MayorgaPas encore d'évaluation
- Tarea 9 Seleccion de CompresoresDocument10 pagesTarea 9 Seleccion de CompresoresrenePas encore d'évaluation
- Tipos de TornosDocument28 pagesTipos de TornosEddy MBPas encore d'évaluation
- Practica 1Document9 pagesPractica 1Eduardo Munoz100% (1)
- Proc Ii Examen Final - 2020 I Marzo 16 2021Document4 pagesProc Ii Examen Final - 2020 I Marzo 16 2021Eduardo Enrique Garcia NieblesPas encore d'évaluation
- Simulacion Del Engrane PDFDocument354 pagesSimulacion Del Engrane PDFAlan Leget100% (1)
- Ejerccio RodillosDocument3 pagesEjerccio RodillosVladimir GarciaPas encore d'évaluation
- Informe Del Primer Trabajo de Procesos de Manufactura 1Document5 pagesInforme Del Primer Trabajo de Procesos de Manufactura 1Esnayder Corrales MolloPas encore d'évaluation
- Practica 2 CizallaDocument4 pagesPractica 2 CizallaAntonii JoosPas encore d'évaluation
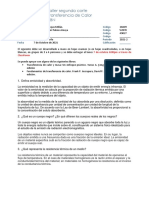
- Taller Segundo Corte TransferenciaDocument19 pagesTaller Segundo Corte TransferenciaDiego Alexander Pabon AmayaPas encore d'évaluation
- Laboratorio 3 ProcesosDocument12 pagesLaboratorio 3 ProcesosFelipe Ogalde100% (1)
- Practica 8 Universalidad Itp Sist ElectDocument3 pagesPractica 8 Universalidad Itp Sist ElectAndres CarmonaPas encore d'évaluation
- Sistema hidráulico de elevación de contenedoresDocument9 pagesSistema hidráulico de elevación de contenedoresSaul LemaPas encore d'évaluation
- LT p2 Gr6 Calvache GranjaDocument6 pagesLT p2 Gr6 Calvache GranjaGabriel Alejandro GodoyPas encore d'évaluation
- Volante de Inercia, Selección de MaterialDocument11 pagesVolante de Inercia, Selección de Materialjairo_08Pas encore d'évaluation
- Procesos de manufactura: Preguntas de repaso Capítulo 10 sobre fundiciónDocument7 pagesProcesos de manufactura: Preguntas de repaso Capítulo 10 sobre fundiciónDaniel CedeñoPas encore d'évaluation
- Informe Practica 2 TermodinamicaDocument9 pagesInforme Practica 2 TermodinamicaGer18perezPas encore d'évaluation
- Maq Ter Reporte No. 8 CompresorDocument9 pagesMaq Ter Reporte No. 8 CompresorGusAlegriaPas encore d'évaluation
- FORJA ABIERTADocument7 pagesFORJA ABIERTADaniel TibataPas encore d'évaluation
- Análisis estocástico de factores de fatigaDocument17 pagesAnálisis estocástico de factores de fatigaLuis Alberto Navarro JimenezPas encore d'évaluation
- Flujo Alrededor de Un Cilindro Sin CirculaciónDocument21 pagesFlujo Alrededor de Un Cilindro Sin CirculaciónEnzo Benites Julca100% (1)
- Taller Elementosdemaquinas ViejoDocument3 pagesTaller Elementosdemaquinas ViejoisabellaPas encore d'évaluation
- Ejercicios Del Libro (62,63,69,74,76,78)Document6 pagesEjercicios Del Libro (62,63,69,74,76,78)KevinElemJordyVílchezLópezPas encore d'évaluation
- Partes principales de una turbina de gasDocument7 pagesPartes principales de una turbina de gasNoe SanchezPas encore d'évaluation
- Metrología e Instrumentos (Tecnologia Mecanica)Document4 pagesMetrología e Instrumentos (Tecnologia Mecanica)potasotrujillo100% (1)
- Como Funciona Una FresadoraDocument11 pagesComo Funciona Una FresadoraGuillermo CalderaPas encore d'évaluation
- Balance Térmico UPE CDE 2022Document34 pagesBalance Térmico UPE CDE 2022Gerardo GonzálezPas encore d'évaluation
- Press Brake Trabajo FinalDocument10 pagesPress Brake Trabajo Finalpaula vergaraPas encore d'évaluation
- Cuestionario 2 TM 2020 Navarro, SamantaDocument7 pagesCuestionario 2 TM 2020 Navarro, SamantaPablo PerezPas encore d'évaluation
- Practica 7 Mecanica de FluidosDocument4 pagesPractica 7 Mecanica de Fluidostrabajos cbtPas encore d'évaluation
- Elementos mecánicos flexiblesDocument77 pagesElementos mecánicos flexiblesLaura Patricia JinetePas encore d'évaluation
- Pract. de Lab - No.1. Mec. FluidosDocument14 pagesPract. de Lab - No.1. Mec. FluidosBRYAN LOPEZ GARCIAPas encore d'évaluation
- Reporte Practica 2, Numero de ReynoldsDocument12 pagesReporte Practica 2, Numero de ReynoldsSarith MtzPas encore d'évaluation
- Informe 2 Flujo Compresible KDocument19 pagesInforme 2 Flujo Compresible KKaren Piñeros Gonzalez0% (1)
- CepilladoraDocument20 pagesCepilladoraBrenda SalvatierraPas encore d'évaluation
- CNC Práctica interpolaciónDocument18 pagesCNC Práctica interpolaciónRubén Monterde FloresPas encore d'évaluation
- Universidad Politecnica de TecamacDocument7 pagesUniversidad Politecnica de TecamacDiego LaraPas encore d'évaluation
- Tema 5 FinalizadoDocument141 pagesTema 5 FinalizadoAguilar Granados Carlos RubenPas encore d'évaluation
- Los Mecanizados de Piezas Se Pueden Fabricar Con 4 MétodosDocument8 pagesLos Mecanizados de Piezas Se Pueden Fabricar Con 4 Métodosana moralesPas encore d'évaluation
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309D'EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Pas encore d'évaluation
- Proceso de cepillado automotriz enDocument4 pagesProceso de cepillado automotriz enIlichs ChávezPas encore d'évaluation
- Brochado - Chávez Henández IlichsDocument4 pagesBrochado - Chávez Henández IlichsIlichs ChávezPas encore d'évaluation
- IPN-ESIME Azcapotzalco Ensayo sobre el Proceso de TaladradoDocument4 pagesIPN-ESIME Azcapotzalco Ensayo sobre el Proceso de TaladradoIlichs ChávezPas encore d'évaluation
- Molde YesoDocument2 pagesMolde YesoIlichs ChávezPas encore d'évaluation
- DINÁMICADocument3 pagesDINÁMICAIlichs ChávezPas encore d'évaluation
- Fresado-Chávez Hernández IlichsDocument4 pagesFresado-Chávez Hernández IlichsIlichs ChávezPas encore d'évaluation
- QuimicaDocument5 pagesQuimicaIlichs ChávezPas encore d'évaluation
- Taller Automotriz 3Document3 pagesTaller Automotriz 3Ilichs ChávezPas encore d'évaluation
- Propiedades Mecánicas de Los MaterialesDocument18 pagesPropiedades Mecánicas de Los MaterialesIlichs ChávezPas encore d'évaluation
- Taller Automotriz 3Document3 pagesTaller Automotriz 3Ilichs ChávezPas encore d'évaluation
- ETS Elementos MecánicosDocument6 pagesETS Elementos MecánicosIlichs ChávezPas encore d'évaluation
- Practica YesoDocument10 pagesPractica YesoIlichs ChávezPas encore d'évaluation
- Aceite de MotorDocument9 pagesAceite de MotorIlichs ChávezPas encore d'évaluation
- Principales Investigadores de La Biología y Sus AportacionesDocument6 pagesPrincipales Investigadores de La Biología y Sus AportacionesIlichs ChávezPas encore d'évaluation
- Humanidades IvDocument8 pagesHumanidades IvIlichs ChávezPas encore d'évaluation
- Normas IsoDocument6 pagesNormas IsoIlichs ChávezPas encore d'évaluation
- Torque VS PotenciaDocument4 pagesTorque VS PotenciaIlichs ChávezPas encore d'évaluation
- Principales Investigadores de La Biología y Sus AportacionesDocument6 pagesPrincipales Investigadores de La Biología y Sus AportacionesIlichs ChávezPas encore d'évaluation
- Aceite de MotorDocument9 pagesAceite de MotorIlichs ChávezPas encore d'évaluation
- Normas IsoDocument6 pagesNormas IsoIlichs ChávezPas encore d'évaluation
- Segmentación de MercadoDocument2 pagesSegmentación de MercadoIlichs ChávezPas encore d'évaluation
- Motores de CombustionDocument6 pagesMotores de CombustionIlichs ChávezPas encore d'évaluation
- La Historia Del Motor de Combustión inDocument5 pagesLa Historia Del Motor de Combustión inyoel neiraPas encore d'évaluation
- Normas IsoDocument6 pagesNormas IsoIlichs ChávezPas encore d'évaluation
- La Historia Del Motor de Combustión inDocument5 pagesLa Historia Del Motor de Combustión inyoel neiraPas encore d'évaluation
- Torque VS PotenciaDocument4 pagesTorque VS PotenciaIlichs ChávezPas encore d'évaluation
- La Historia Del Motor de Combustión inDocument5 pagesLa Historia Del Motor de Combustión inyoel neiraPas encore d'évaluation
- Torque VS PotenciaDocument4 pagesTorque VS PotenciaIlichs ChávezPas encore d'évaluation
- Arranque Del Motor Del AutomóvilDocument11 pagesArranque Del Motor Del AutomóvilIlichs ChávezPas encore d'évaluation
- Conversión unidades almacenamientoDocument1 pageConversión unidades almacenamientoGARGANO SRLPas encore d'évaluation
- Proyecto de vida DOFADocument3 pagesProyecto de vida DOFAMauricio CharresPas encore d'évaluation
- La Teoría de La Evolución y La BiologíaDocument17 pagesLa Teoría de La Evolución y La BiologíaLeroy BeskowPas encore d'évaluation
- Formato CondicionalDocument14 pagesFormato CondicionalHypa123Pas encore d'évaluation
- Informe LXXI Foro Del Clima de America Central Perspectiva Del Clima para El Periodo Mayo A Julio 2023Document22 pagesInforme LXXI Foro Del Clima de America Central Perspectiva Del Clima para El Periodo Mayo A Julio 2023Stefannie CoreaPas encore d'évaluation
- La EscalaDocument3 pagesLa EscalaRoberto Rodriguez MunivePas encore d'évaluation
- Molino y Tortillería El TriunfoDocument6 pagesMolino y Tortillería El TriunfoGuadalupe MoralesPas encore d'évaluation
- Tesis Todo de Curdo Pesado PDFDocument312 pagesTesis Todo de Curdo Pesado PDFAlejandro AispurPas encore d'évaluation
- Topicos Especiales Proyecto O3bDocument4 pagesTopicos Especiales Proyecto O3bAny Mary Borda EchavarriaPas encore d'évaluation
- Alimentos nutritivos 4to gradoDocument8 pagesAlimentos nutritivos 4to gradoJLee CarpioPas encore d'évaluation
- Planeacion MateDocument5 pagesPlaneacion Matealondra contrerasPas encore d'évaluation
- Resolución STJCH 116-21 - IURE FUERO CIVILDocument2 pagesResolución STJCH 116-21 - IURE FUERO CIVILRenacerPas encore d'évaluation
- Reflexión Sobre La Ética EmpresarialDocument7 pagesReflexión Sobre La Ética EmpresarialSantos LópezPas encore d'évaluation
- Pok RPT Esc. Modena A40 A30altezaDocument10 pagesPok RPT Esc. Modena A40 A30altezaFernando EzequielPas encore d'évaluation
- Conduccion de AguaDocument16 pagesConduccion de AguaRichard AlvaPas encore d'évaluation
- StarbucksDocument3 pagesStarbucksMaria DelgadoPas encore d'évaluation
- Manual Carpinteria PDFDocument161 pagesManual Carpinteria PDFPacoPas encore d'évaluation
- Ensayo Laboratorio + AnalisisDocument13 pagesEnsayo Laboratorio + AnalisisDilan Sebastian Prieto RubianoPas encore d'évaluation
- Adobe y Aluminio-SolanoDocument6 pagesAdobe y Aluminio-Solanojaime joel solano leonPas encore d'évaluation
- Ensayo CanterasDocument8 pagesEnsayo CanterasAndres SernaPas encore d'évaluation
- Presentación Biblioteca Digital Jun 2017Document20 pagesPresentación Biblioteca Digital Jun 2017Chio TeshoPas encore d'évaluation
- Optimización de atención al cliente en supermercados mediante pantallas táctilesDocument23 pagesOptimización de atención al cliente en supermercados mediante pantallas táctilesMarcos RojasPas encore d'évaluation
- Manual Técnico Agentes de Mesa de Ayuda - GLPIDocument30 pagesManual Técnico Agentes de Mesa de Ayuda - GLPIJulio MendozaPas encore d'évaluation
- Coreano para Principiantes HYE JEOUNG KIMDocument177 pagesCoreano para Principiantes HYE JEOUNG KIMAndrea Ivanov100% (7)
- Resuelto 7.1.3.8 Packet Tracer - Investigate Unicast, Broadcast, and Multicast TrafficDocument4 pagesResuelto 7.1.3.8 Packet Tracer - Investigate Unicast, Broadcast, and Multicast TrafficChikoVeraPas encore d'évaluation
- Colores HexádecimalesDocument2 pagesColores HexádecimalesSebastian PerezPas encore d'évaluation
- EA3. Diseño de Producto (Fase 2)Document7 pagesEA3. Diseño de Producto (Fase 2)Francisco Adrian100% (4)
- Ensayo Arquitectura ActualDocument2 pagesEnsayo Arquitectura ActualMichelle Gutiérrez100% (1)
- Ábrete Libro Nº4. Pasión Por Lo MacabroDocument48 pagesÁbrete Libro Nº4. Pasión Por Lo MacabroJorge MendozaPas encore d'évaluation
- Anexo 01-Especificaciones Tecnicas-Epp de SeguridadDocument2 pagesAnexo 01-Especificaciones Tecnicas-Epp de SeguridadCesar Rojas PintoPas encore d'évaluation