Vous aimerez peut-être aussi
- India Yamaha Motor Pvt Ltd safety audit checklist for supplier partsDocument1 pageIndia Yamaha Motor Pvt Ltd safety audit checklist for supplier partsKumaravelPas encore d'évaluation
- 3600-Performance Test &troubleshootingDocument209 pages3600-Performance Test &troubleshootingVeri sugianto50% (2)
- Trina Quality Assurance PlanDocument6 pagesTrina Quality Assurance PlanNaleendraPas encore d'évaluation
- Quality Control Process Chart (Machining)Document7 pagesQuality Control Process Chart (Machining)mani317Pas encore d'évaluation
- Standard Operating Procedure / Work Instructions / Visual AidsDocument3 pagesStandard Operating Procedure / Work Instructions / Visual AidsSwapnil BachhavPas encore d'évaluation
- Qap Wo 7 r0 (Ion Exchange)Document1 pageQap Wo 7 r0 (Ion Exchange)KailasPas encore d'évaluation
- Bop Pressure Testing Procedure: Romfor International LTDDocument6 pagesBop Pressure Testing Procedure: Romfor International LTDSergio Fabian VasicekPas encore d'évaluation
- Argumentative Essay PowerpointDocument45 pagesArgumentative Essay PowerpointRơm Sarang BiPas encore d'évaluation
- Argumentative Essay PowerpointDocument45 pagesArgumentative Essay PowerpointRơm Sarang BiPas encore d'évaluation
- Job Hazard Analysis for Pneumatic Conveying OperationDocument1 pageJob Hazard Analysis for Pneumatic Conveying OperationShahid RazaPas encore d'évaluation
- SAIC-A-2023 Rev 6 Prssure Test Air GasDocument5 pagesSAIC-A-2023 Rev 6 Prssure Test Air Gaspookkoya thangalPas encore d'évaluation
- Performance CheckDocument603 pagesPerformance CheckSergio Muñoz Barrios100% (1)
- SAIC-A-2015 Saudi Aramco Inspection ChecklistDocument8 pagesSAIC-A-2015 Saudi Aramco Inspection Checklistkarthi51289Pas encore d'évaluation
- SAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGDocument3 pagesSAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGpookkoya thangalPas encore d'évaluation
- Function Test Procedure1Document6 pagesFunction Test Procedure1armin heidari100% (1)
- Saudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalDocument12 pagesSaudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalAhdal NoushadPas encore d'évaluation
- TTLA0664Document539 pagesTTLA0664Angga Nur Cahyanto100% (1)
- Cutting Tool MaterialsDocument5 pagesCutting Tool MaterialsMichael MeltzPas encore d'évaluation
- PfizerWorks structure improves efficiencyDocument2 pagesPfizerWorks structure improves efficiencyDigitizedReaper73% (11)
- Hydrostatic Pressure Test Process for ValvesDocument31 pagesHydrostatic Pressure Test Process for ValvesIksan Mustofa50% (2)
- Final Mother DairyDocument59 pagesFinal Mother DairyAnup Dcruz100% (4)
- Hitachi Zaxis 200 240 270 3 Class Training Text Performance TroubleshootingDocument20 pagesHitachi Zaxis 200 240 270 3 Class Training Text Performance Troubleshootingjohnathan100% (46)
- SAIC-A-2015 Rev 2Document9 pagesSAIC-A-2015 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- Operational Qualification of Air CompressorDocument5 pagesOperational Qualification of Air CompressorPhan Chaugiang100% (1)
- Interview Tips 1Document19 pagesInterview Tips 1mdsd57% (7)
- Energy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefDocument8 pagesEnergy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefSalomonlcPas encore d'évaluation
- Calibration Instruction: VP300-1-200 1.preparation Works Product VP300 NoDocument6 pagesCalibration Instruction: VP300-1-200 1.preparation Works Product VP300 NoIgnacio NicolasPas encore d'évaluation
- Series (25A-) VP#44 (R) - X555 (-##), VP#44-X597: Instruction ManualDocument6 pagesSeries (25A-) VP#44 (R) - X555 (-##), VP#44-X597: Instruction ManualMae BecherPas encore d'évaluation
- Satip A 004 01Document10 pagesSatip A 004 01ansar aliPas encore d'évaluation
- SAIC-A-2015 Saudi Aramco Inspection ChecklistDocument8 pagesSAIC-A-2015 Saudi Aramco Inspection Checklistkarthi51289Pas encore d'évaluation
- Saudi Aramco Typical Inspection Plan: Pneumatic Pressure Testing SATIP-A-004-01 MechanicalDocument10 pagesSaudi Aramco Typical Inspection Plan: Pneumatic Pressure Testing SATIP-A-004-01 Mechanicalمحمد علي النويصرPas encore d'évaluation
- Saudi Aramco Typical Inspection Plan: Pneumatic Pressure Testing SATIP-A-004-01 MechanicalDocument10 pagesSaudi Aramco Typical Inspection Plan: Pneumatic Pressure Testing SATIP-A-004-01 MechanicalTariqMalikPas encore d'évaluation
- F420 PDFDocument2 pagesF420 PDFHHIGOR BfPas encore d'évaluation
- Safety Valve Test 2.0: The Innov AtionDocument8 pagesSafety Valve Test 2.0: The Innov AtionKauffman LOKOPas encore d'évaluation
- WI - Preavaling Torque TestingDocument3 pagesWI - Preavaling Torque Testingvipulsharma655Pas encore d'évaluation
- QAP FormatsDocument13 pagesQAP Formatsavvari sureshPas encore d'évaluation
- Saudi Aramco Leak Test ReportDocument1 pageSaudi Aramco Leak Test ReportAhmed BoraeyPas encore d'évaluation
- Wheel Loader Performance StandardsDocument533 pagesWheel Loader Performance StandardsKonstantinPas encore d'évaluation
- 1 SATIP-A-004-05 Leak Testing Per SAES-A-004 - Rev1Document1 page1 SATIP-A-004-05 Leak Testing Per SAES-A-004 - Rev1j fPas encore d'évaluation
- 2.0 Pressure TestingDocument11 pages2.0 Pressure TestingHATEMPas encore d'évaluation
- Construction Check Sheet I-008A: InstrumentsDocument1 pageConstruction Check Sheet I-008A: InstrumentsKailash PandeyPas encore d'évaluation
- JAPL-F-HE-019 Scraper CheckDocument1 pageJAPL-F-HE-019 Scraper CheckAli HassanPas encore d'évaluation
- Excitation System & Governor ChecksheetDocument1 pageExcitation System & Governor ChecksheetNazim MirzaPas encore d'évaluation
- On-Site Acceptance Test ProgramDocument7 pagesOn-Site Acceptance Test ProgramDaniel CorreaPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Inspection of Leaks For Tightness Testing SAIC-A-2024 3-Jul-18 MechDocument3 pagesSaudi Aramco Inspection Checklist: Inspection of Leaks For Tightness Testing SAIC-A-2024 3-Jul-18 Mechkarthi51289100% (1)
- Acid TankDocument10 pagesAcid Tankudan syambasulPas encore d'évaluation
- Saudi Aramco Typical Inspection Plan: Pneumatic Pressure Testing SATIP-A-004-01 MechanicalDocument2 pagesSaudi Aramco Typical Inspection Plan: Pneumatic Pressure Testing SATIP-A-004-01 MechanicalRAMAKRISHNAPas encore d'évaluation
- FAT Procedure 12m DoorDocument5 pagesFAT Procedure 12m DoorBjørnar HusePas encore d'évaluation
- Actividad de DurezaDocument7 pagesActividad de DurezaMartin Fibela EsparzaPas encore d'évaluation
- IO07 - Prove Funzionali Valv Regolazione Ed Autoregolatrici - R3 (ENG)Document10 pagesIO07 - Prove Funzionali Valv Regolazione Ed Autoregolatrici - R3 (ENG)bafivuitinhPas encore d'évaluation
- QC PassDocument8 pagesQC PassPT Kimia Farma T&DPas encore d'évaluation
- Pneumatic Test ProDocument4 pagesPneumatic Test ProWalha WassimPas encore d'évaluation
- Operational Performance Test: Section 4Document66 pagesOperational Performance Test: Section 4Tú Xuân Lương100% (1)
- General Details Checklist Number Equipment Number Date SpecificationsDocument2 pagesGeneral Details Checklist Number Equipment Number Date SpecificationsPrasantPas encore d'évaluation
- Quality and Performance Commitments 1429 PDFDocument8 pagesQuality and Performance Commitments 1429 PDFkais rguiguiPas encore d'évaluation
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument7 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurepookkoya thangalPas encore d'évaluation
- Commissioning Check List M: Safety ValvesDocument2 pagesCommissioning Check List M: Safety ValvesaminPas encore d'évaluation
- Method Statement Pressure HoseDocument2 pagesMethod Statement Pressure HoseMuhamed RasheedPas encore d'évaluation
- BENCH TEST PROCEDURE FOR THE PERFORMANCE OF POWER STEERING PUMPDocument13 pagesBENCH TEST PROCEDURE FOR THE PERFORMANCE OF POWER STEERING PUMPm.srinivasanPas encore d'évaluation
- SOP WI Instrument CalibrationDocument1 pageSOP WI Instrument CalibrationJarrodPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 3-Jul-18 MechDocument4 pagesSaudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 3-Jul-18 Mechkarthi51289Pas encore d'évaluation
- 447 Final Inspn Edited PDFDocument3 pages447 Final Inspn Edited PDFATHIBAN VPas encore d'évaluation
- TPE-WI-INT-003 Valve Air Pressure TestDocument4 pagesTPE-WI-INT-003 Valve Air Pressure TestBasuki BaskiPas encore d'évaluation
- Air Comp 4 Inspection Report Mall of EgyptDocument4 pagesAir Comp 4 Inspection Report Mall of EgyptKadry Nabil HegazyPas encore d'évaluation
- Technical Information FormDocument4 pagesTechnical Information Former_winwibowoPas encore d'évaluation
- PQP-GE-Part-NoDocument2 pagesPQP-GE-Part-NoJolene JournePas encore d'évaluation
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationD'EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationPas encore d'évaluation
- Challenging The Nimzo-Indian: David VigoritoDocument6 pagesChallenging The Nimzo-Indian: David VigoritoUjaan BhattacharyaPas encore d'évaluation
- Bubble Power SeminarDocument20 pagesBubble Power SeminarVikas KunduPas encore d'évaluation
- American RevolutionDocument25 pagesAmerican RevolutionVikas KunduPas encore d'évaluation
- Basic Terminology EngineDocument5 pagesBasic Terminology EngineSundar MahalingamPas encore d'évaluation
- American RevolutionDocument25 pagesAmerican RevolutionVikas KunduPas encore d'évaluation
- Challenging The Nimzo-Indian: David VigoritoDocument6 pagesChallenging The Nimzo-Indian: David VigoritoUjaan BhattacharyaPas encore d'évaluation
- ThermodynamicProperties PDFDocument20 pagesThermodynamicProperties PDFVikas KunduPas encore d'évaluation
- Bubble Power SeminarDocument20 pagesBubble Power SeminarVikas KunduPas encore d'évaluation
- Mechanism W SampleDocument14 pagesMechanism W Samplehimanshu_yahooPas encore d'évaluation
- Metal Forming FundamentalsDocument6 pagesMetal Forming FundamentalsRupak KumarPas encore d'évaluation
- Stress Strain CurveDocument12 pagesStress Strain CurveGlerommie CastroPas encore d'évaluation
- C Arrays Store Data in Contiguous MemoryDocument10 pagesC Arrays Store Data in Contiguous MemoryVikas KunduPas encore d'évaluation
- Change Change: Our Ways. Our WorldDocument2 pagesChange Change: Our Ways. Our WorldVikas KunduPas encore d'évaluation
- Temperature ControllerDocument4 pagesTemperature ControllerVikas KunduPas encore d'évaluation
- Sheet Metal WorkingDocument5 pagesSheet Metal WorkingVikas KunduPas encore d'évaluation
- Basic Screw Thread Terminology: (Back To Contents)Document1 pageBasic Screw Thread Terminology: (Back To Contents)Vikas KunduPas encore d'évaluation
- 6twa 1972Document45 pages6twa 1972Vikas KunduPas encore d'évaluation
- 7 Limited Pressure CycleDocument4 pages7 Limited Pressure CyclecaptainhassPas encore d'évaluation
- 1ST YearDocument5 pages1ST YearVikas KunduPas encore d'évaluation
- 906 Project Donation Request PDFDocument1 page906 Project Donation Request PDFVikas KunduPas encore d'évaluation
- Chapter 7 ThermoDocument18 pagesChapter 7 ThermoYahya TawakalPas encore d'évaluation
- Lecture of Organic ChemistryDocument13 pagesLecture of Organic ChemistryNutDen R X NuttapongPas encore d'évaluation
- Internal Combustion Engine BasicsDocument7 pagesInternal Combustion Engine BasicsVikas KunduPas encore d'évaluation
- TW Resume PDFDocument2 pagesTW Resume PDFVikas KunduPas encore d'évaluation
- Instagram: Facebook: Youtube: Twitter: Blogger: Wordpress: PatreonDocument1 pageInstagram: Facebook: Youtube: Twitter: Blogger: Wordpress: PatreonVikas KunduPas encore d'évaluation
- IPR GUIDE COVERS PATENTS, TRADEMARKS AND MOREDocument22 pagesIPR GUIDE COVERS PATENTS, TRADEMARKS AND MOREShaheen TajPas encore d'évaluation
- Pumping Station Modification PDFDocument15 pagesPumping Station Modification PDFcarlosnavalmaster100% (1)
- Folic AcidDocument5 pagesFolic Acidjyoti singhPas encore d'évaluation
- Wizard's App Pitch Deck by SlidesgoDocument52 pagesWizard's App Pitch Deck by SlidesgoandreaPas encore d'évaluation
- Cs614-Mid Term Solved MCQs With References by Moaaz PDFDocument30 pagesCs614-Mid Term Solved MCQs With References by Moaaz PDFNiazi Qureshi AhmedPas encore d'évaluation
- Quiz UtpDocument7 pagesQuiz UtplesterPas encore d'évaluation
- Patient Safety IngDocument6 pagesPatient Safety IngUlfani DewiPas encore d'évaluation
- Training Prospectus 2020 WebDocument89 pagesTraining Prospectus 2020 Webamila_vithanagePas encore d'évaluation
- Real-Time Java and ATCDocument44 pagesReal-Time Java and ATCdnk_victon6248Pas encore d'évaluation
- Inner RingDocument16 pagesInner RingService - Anda Hydraulics Asia Pte LtdPas encore d'évaluation
- Statement of Purpose Lanka Venkata Raghava Ravi TejaDocument2 pagesStatement of Purpose Lanka Venkata Raghava Ravi TejaRavi Teja LvrPas encore d'évaluation
- NYU Stern Evaluation NewsletterDocument25 pagesNYU Stern Evaluation NewsletterCanadianValuePas encore d'évaluation
- Philippine Supreme Court Acquits Man of Estafa Due to Lack of KnowledgeDocument2 pagesPhilippine Supreme Court Acquits Man of Estafa Due to Lack of KnowledgeUrsulaine Grace FelicianoPas encore d'évaluation
- BurhanresumeDocument1 pageBurhanresumeAbdul Rangwala0% (1)
- Motorola l6Document54 pagesMotorola l6Marcelo AriasPas encore d'évaluation
- JESTEC TemplateDocument11 pagesJESTEC TemplateMuhammad FakhruddinPas encore d'évaluation
- Built For Your Business and The Environment.: WORKFORCE PRO WF-C5290/C5790Document4 pagesBuilt For Your Business and The Environment.: WORKFORCE PRO WF-C5290/C5790abe cedeevPas encore d'évaluation
- Frito LaysDocument6 pagesFrito LaysElcamino Torrez50% (2)
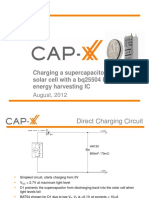
- 1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFDocument12 pages1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFmehralsmenschPas encore d'évaluation
- 2008 Application FormDocument12 pages2008 Application FormVishal PonugotiPas encore d'évaluation
- G C Reddy ProfileDocument3 pagesG C Reddy ProfileG.C.ReddyPas encore d'évaluation
- Draft ASCE-AWEA RecommendedPracticeDocument72 pagesDraft ASCE-AWEA RecommendedPracticeTeeBonePas encore d'évaluation
- 1 s2.0 S0313592622001369 MainDocument14 pages1 s2.0 S0313592622001369 MainNGOC VO LE THANHPas encore d'évaluation
- EzraCohen TVMasterclass 2.0Document10 pagesEzraCohen TVMasterclass 2.0Pete PetittiPas encore d'évaluation
- A Study of Arcing Fault in The Low-Voltage Electrical InstallationDocument11 pagesA Study of Arcing Fault in The Low-Voltage Electrical Installationaddin100% (1)
- Service Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EDocument71 pagesService Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EJonathan Da SilvaPas encore d'évaluation