Académique Documents
Professionnel Documents
Culture Documents
Vibration
Transféré par
Siva Kumar TutikaDescription originale:
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Vibration
Transféré par
Siva Kumar TutikaDroits d'auteur :
Formats disponibles
CONTENTS
SL. TOPIC PAGE
NO. NO.
1. INTRODUCTION 1
2. FUNDAMANTALS OF VIBRATION 2
3. SOURCES OF VIBRATION 20
4. VIBRATION MEASUREMENT 44
5. VIBRATION ANALYSIS 66
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 1
1. INTRODUCTION
Everyone in the course of our daily life encounters the phenomenon of vl 'bration.
The effect of vibration is not only physically unpleasant but may also weaken the
structure. It must therefore be regarded as a most undesirable condition, which must be
eliminated for both comfort and safety.
On the contrary, the vibration is often useful and may be essential in some
application. Occasionally, for example vibration can be used to unmix things; as in
sieves and other sorting devices, for conveying grain from one place to another, concrete
will flow far -more readily into the furthermost recesses when it is poured into shuttering
if it is suitably vibrated. Also vibration has got application in medical practice. For
instance, it is used to massage away patients unwanted bulges and for removal of kidney
stones.
Large sums of money are spent nowadays on the study of various forms of
vibration. The subject of vibration has acquired considerable importance, with the
increasing pace of industrial and technological developments in the world over there has
been a phenomenal increase in the speed and power of industrial machines. All devices
which have mass and elasticity are capable of vibrating, however, rigid, they might seem.
Whether it is desired to use vibration as a tool for failure and maintenance
prediction or for using vibration control measure to avoid discomfort and failure, it is
necessary to have a proper understanding of the subject. -This course material is
concerned with fundamentals of vibration, sources of vibration, measurement of vibration
and vibration analysis of rotating machines.
PAGE 2
2. FUNDAMENTALS OF VIBRATION
2.0 INTRODUCTION
The study of vibration is concerned w' ith oscillatory motions of bodies and the
forces associated with them. All bodies possessing mass and elasticity are capable of
vibration. Thus most engineering machines and structures experience vibration to some
degree. The effects of vibration depend on the magnitude , frequency and duration of the
vibration. Also, some times the vibration of a system emits lot of noise, which is harmful
from human point of view.
PDF created with pdfFactory Pro trial version www.pdffactory.com
2.1 WHAT IS VIBRATION
Vibration is defined as the resp onse of an elastic system to a dynamic disturbance.
There are two general classes of vibrations - free and forced. Free vibration takes
place when a system oscillates under the action of forces inherent in the system itself, and
when external impressed forces are absent. The system under free vibration will vibrate
at one or more of its natural frequency, which is a property of dynamic system
determined by its mass and stiffness distribution.
Vibration that takes place under the excitation of external forces is called forced
vibration.
The simplest way to show vibration is to follow the motion of a weight suspended
at the end of a spring as shown in figure 2. I. This is typical of all machines since, they
too have weight and spring-like quality namely elasticity.
PAGE 3
Until a force is applied to the weight to cause it to move, we have no vibration.
By applying an upward force, the weight would move upward, compressing the spring.
If we release the weight, it would drop below its neutral position to some bottom limit of
travel, where the spring would stop the weight. The weight would travel upward through
the neutra position to tie top limit of motion, and then back again through the neutral
position. This is vibration! This motion will dampen with time unless force is applied
again.
PDF created with pdfFactory Pro trial version www.pdffactory.com
2.2 CHARACTERSTICS OF VIBRATION
A lot can be learned about a machine's condition and mechanical problems by
simply not'mg its vibration characteristics. Refem'ng to the weight suspended on a
spring, we can study the detailed,characteristics of vibration by plotting the movement of
the weight against time. This plot is shown in figure 2.2.
PAGE 4
The simplest form of vibration motion is simple harmonic motion. The motion of
the weight from its neutral position, to the top limit of travel back through the neutral
position to the bottom limit of travel, and its return to the neutral position, represents one
cycle of motion. This one cycle of motion has all the characteristics needed to measure
the vibration. Continued motion of the weight will simply be repeating these
characteristics. When the instantaneous displacement of the mass is plotted against time,
the motion takes sinusoidal form as shown in figure.
Fig: 2.2 CHARACTERSICS OF VIBRATION
As vibrations are movements of the machines around a rest point, they may be
quantified in terms of' displacement, velocity or acceleration. These characteristics of
vibration are measured to determine.the amount of severity of the vibration. The
displacement, velocity or acceleration of a vibration is often 17eferred to as the
'amplitude' of the vibration.
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 5
In terms of the operation of the machine, the vibration amplitude is the indicator
used to determine how bad or good the operation of the machine may be. The greater the
amplitude, the more severe the vibration.
2.2.1 DISPLACEMENT (PEAK TO PEAK)
The total distance traveled by the vibrating part, from one extreme limit of travel
to the other extreme limit of travel is referred to as the 'peak-to-peak displacement'. In
Metric units, the peak-to-peak vibration displacement is usually expressed in microns,
where one micron equals one-thousandth of a millimeter (0.001-mm). Peak-to-peak
vibration displacement is sometimes expressed in mils, where 1 mil equals one
thousandth of an inch (0.001 inch).
2.2.2 VELOCITY (PEAK)
Since the vibrating weight shown in the figure.2.2 is moving, it miist be moving at
some speed- However, the speed of the weight is constantly changing. At the top limit of
the motion the speed is zero since the weight must come to a stop before it can go in the
opposite direction. The speed or velocity is greatest as the weight passes through the
neutral position. The velocity of the motion is definitely a characteristic of the vibration
but since it is constantly changing throughout the cycle, the highest or 'peak' velocity is
selected for measurement. In Metric units, vibration velocity is expressed in millimeters
per second peak. Vibration velocity is expressed in terms of inches per second peak for
English or imperial units.
2.2.3 VELOCITY (RMS)
The ISO in its work to establish internationally acceptable- units for measurement
of machinery vibration decided to adopt VELOCITY (RMS) (root mean square) as the
standard unit of measurement. This was decided in an
PAGE 6
attempt to derive criteria, which would determine an effective value for the varying
function of velocity. It should be noted that IRD Mechanalysis instruments may be
calibrated to read in -terms of VELOCITY (PEAK) or VELOCITY (RMS).
2.2.4 ACCELERATION
In discussing vibration velocity, we pointed out tfiat the velocity of the part
approaches zero at the extreme limits of travel. Of course, each time that the part comes
PDF created with pdfFactory Pro trial version www.pdffactory.com
to a stop at the limit of travel, it must 'accelerate' to pick-up speed as it travels towards the
other extreme limit of travel. Vibration acceleration is another important characteristic of
vibration. Technically, acceleration is the rate of change of velocity.
Referring to the motion plot, figure 2.2, the acceleration of the part is maximum at
the extreme limit of travel where the velocity is zero point 'A'. As the velocity of the part
increases, the acceleration decreases. At point 'B', (the neutral position) the velocity is
maximum and the acceleration is zero. As the part passes through the neutral point, it
must now 'decelerate' as it approaches the other extreme limit of travel. At point 'C',
acceleration is at peak.
Vibration acceleration is normally expressed in "g's" peak, where one is the
acceleration produced by the force of gravity at the surface of the C2 earth. By
international agreement, the value of 980.665 cm/se equals 386.087 C2
C2 inches/se also equals 32.1739 feet/se has been chosen as the standard acceleration due
to gravity.
PAGE 7
2.3 CONVERSION OF AMPLITUDES
The displacement, velocity and acceleration of a vibration are directly related. If
the peak-to-peak displacement and frequency of a vibration are known, the velocity of
vibration can be found as follows: -
V Peak = 52.3D ( F / 1000 ) X 0.001
Where: -
V Peak = vibration velocity (mm/sec) peak
D = vibration displacement (microns) peak to peak
F = vibration frequency (CPM
Further to the above when it is required to calculate vibration acceleration, the
following formula can be used. -
G (Peak ) = 5.6 D ( F / 1000 )2 X.0001
Where: -
G (Peak ) = Vibration acceleration
D = Vibration displacement (microns) (peak-to -peak)
F = Vibration frequency (CPM)
PDF created with pdfFactory Pro trial version www.pdffactory.com
It is sometimes necessary to convert Metric measurement to Imperial, or the
converse. To convert velocity or displacement measurement from Metric to Imperial: -
Velocity (mm/sec)
Velocity (inches/sec) = 25.4
Displacement (microns)
Displacement (mils) = 25.4
PAGE 8
From Imperial to Metric: -
Velocity (mm/sec) = Velocity (inches/sec) X 25.4
Displacement (microns) = Displacement (mils) X 25.4
2.4 DISPLACEMENT, VELOCITY OR ACCELERATION WHICH SHOULD
WE USE?
Since the amplitude of vibration can be measured in terms of displacement, velocity
or acceleration, the obvious question is 'Which parameter should we use?
Vibration amplitude readings taken for checking overall machinery condition
indicate the severity of the vibration. But which is the best indicator of vibration
severity: displacement, velocity or acceleration? To answer this question, consider what
happens when a wire or piece of sheet metal is bent repeatedly back and forth.
Eventually, this repeated bending causes the metal to fai'i by fatigue in the area of the
bend. This is similar in many respects to the way a machine or machine component fail
from the repeated cycles of flexing caused by excessive vibration. Of course, the time
required to fail the wire or sheet metal can be reduced by: -
1. Increasing the amount of the bend (displacement). The further the metal is
bent each time, the more likely it is to fail.
2. By, increasing the rate of bending (frequency). Obviously, the more times
per minute the metal is flexed, the quicker it will fail.
Thus the severity of this bending action is a function of both how far the
metal is bent (displacement) and how fast the metal is bent (frequency). Vibration
severity then appears to be a function of displacement and frequency.
PAGE 9
PDF created with pdfFactory Pro trial version www.pdffactory.com
However, since vibration velocity is also a function of displacement and frequency
it is reasonable to conclude that a measure of vibration velocity is a direct measure of
vibration severity. Through experience we have found this to be basically true.
Vibration velocity provides the best overall indicator of machinery condition.
Displacement and acceleration readings are sometimes used to measure vibration
severity. However, when displacement or acceleration is used, it is also necessary to
know the frequency of the vibration. Charts like those shown in figure.2.3 and figure. 2.4
are often used to cross-reference the displacement or acceleration with frequency to
determine the level of severity. Note from figure 2.3 that a displacement of 25 microns
occurring at a frequency of 1200 CPM is in the 'GOOD' range, however, the same
displacement of 25 microns at a frequency of 20,000 CPM is in the 'VERY ROUGH'
range. Note also, that the diagonal lines dividing the zones of severity are constant
velocity lines. in other words, a velocity of 12.7 mms per second peak is in the 'ROUGH'
range regardless of the frequency of the vibration. Referring to the chart, figure 2.4, we
can note that an acceleration of 1.0 g at a frequency of 100,000 CPM is in the 'GOOD'
region of the chart; however, 1.0 g at a frequency of 18,000 CPM is in the 'SLIGHTLY
ROUGH' region.
So the real significance of the characteristics of vibration lies in the fact that they
are used to detect and describe the unwanted motion of a machine. Each of the
characteristics of vibration tells us something significant about the vibration. Therefore,
the characteristics might be considered to be symptoms used to diagnose inefficient
operation or impending trouble in a machine.
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 10
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 11
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 12
2.5 VIBRATION FREQUENCY
Frequency is the number of complete cycle in unit time. From the figure 2.2, the
amount of time required to complete one cycle of vibration is the period of vibra@on. If
a period of one second is required to complete one cycle of vibration, then during one
minute the cycle will be repeated 50 times or 50 cycles per minute (CPM). The measure
of the number of cycle for a given interval of time is the frequency of vibration and
usually expressed in cycles per second or Hertz (CPS or Hz) or cycles per minute (CPM).
2.6 VIBRATION PHASE
Phase is defined as the position of a vibrating part at a given instant with reference
to a fixed part or another vibrating part. By measuring the phase we can
Ø Compare one vibration with another
Ø Determine how one part is vibrating relative to another part
Phase readings are normally expressed in degrees (00 to 3600) where one
complete cycle of vibration equeals 3600.
Phase angle of vibrations, like amplitude and frequency, is a useful parameter, for
analysis of vibrations. Measurement of phase and its analysis can help in the diagnosis of
a machinery problem.
Figure 2.5 shows the phase diagram of a vibrating object relative to a fixed
reference, which corresponds to the equilibrium position. The phase diagram gives the
phase angle @2, @3.......... corresponding to any position 2,3 ........... etc., as shown, as
measured from a datum.. Figure.2.6 shows the displacement time diagrams, A and B, of
two vibrating par't-s or objects.
PAGE 13
PDF created with pdfFactory Pro trial version www.pdffactory.com
Fig: 2.6 PHASE DIFFRERANCE BETWEEN TWO VIBRATING PARTS
The two reach their peaks or zero values, at different instants. The time difference,
being td, phase angle between the two vibrating objects is td X 3600, since the time
period corresponds to a full cycle or a phase of 360'.
In the case of a rotor, the phase angle gives the location of the rotor at any instant
e.g. it defines the location of the heavy spot of the rotor at each measurement point
relative to a fixed point and is useful for balancing.
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 14
The phase may be measured with a stroboscope, as shown in figure 2.7. This is
shown for a rotor rotating at same speed. If the frequency of flash of the stroboscope
equals the running speed, any mark on the rotor appears stationary and the reading
against a fixed reference scale would give the phase difference.
2.7 VIBRATION SEVERITY
Since vibration amplitude (displacement, velocity or acceleration) is a measure of
the severity of the trouble in a machine, the next question may be; 'how much vibration is
too much?' To answer this question, it is important to keep in mind that our objective
should be to use vibration checks to detect trouble in its early stages for scheduled
correction. The goal is not to find out how much vibration a machine will stand before
failure, but to get a fair, warning of impending trouble so it can be eliminated before
failure.
PAGE 15
Absolute vibration tolerance or limits for any given machine are not possi 'ble.
That is, it is impossible to select a vibration limit which, if exceeded, wi ill result in
immediate machinery failure. The development of mechanical failure is just far
too,complex for such limits to exist. However, it would be impossible to effectivel utilise
vibration as an indicator of machinery condition y unless some guidelines are available
PDF created with pdfFactory Pro trial version www.pdffactory.com
and the years of experience of those familiar with machinery and machinery vibration
have provided some realistic guidelines.
The vibration velocity provides a direct measure of machinery condition for the,
intermediate vibration frequencies (600 to 60,000 CPM). The velocity values in figure
2.3 and figure, 2.4 are offered as a guide for overall unaltered velocity readings. When
vibration amplitude is measured in displacement or acceleration, the charts in figure 2.3
and figure 2.4 may be used as guides in selecting acceptable levels of machinery
vibration. Displacement and acceleration measurements applied to these charts should be
filtered readings only.
The guidelines offered in the above figures apply io machinery such as motors,
fans, blowers, pumps and general rotating machinery where vibration does not directly
influence the quality of a finished product. Amplitude readings should be those taken on
the bearings or structure of the machine.
Of course, the vibration tolerances suggested in these references will not be
applicable to all machines. For example, some machines such as hammer mills or rock
and coal crushers will inherently have high levels of vibration. Therefore, the values
selected using these guides should be used,' only so long as experience, maintenance
records and history proves them to be valid.
PAGE 16
For machines such as gr' ders and other precision machine tools where vibration
can affect the quality of a finished product, refer the 'Guide to Vibration Tolerance For
Machine Tools' provided in Table 2.1. Applying vibration tolerances to machine tools is
rather easy because they can be based on the machine's ability to produce a certain size or
finish tolerance. The values shown in the table are the result of years of experience with
vibration analysis of machine tools, and represent the vibration levels for which
satisfactory parts have been produced. Of course, these values may vary depending on
specific size and finish tolerances required. A comparison of the normal pattern of
vibration on the machine and the quality of finish, and size control required would reveal
what level of vibration is acceptable. The first time the quality of finish or size control
deteriorates, an unacceptable vibration level would be indicated. The initial values
selected from Table 2.1 can then be modified to the new, more realistic ones.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Another severity standard which is coming into increasing use is ISO 2372 (BS
4675) as given in Table 2.2. This standard differs somewhat to the general severity
standards referred to as it seeks to establish classifications of various types of machinery.
Annexure-A, which follows the standard, describes the machines covered in the
classification. To use ISO 2372 it is first necessary to classify the machine. Next reading
across the chart can correlate the severity of the machine condition. The severity of the
machine condition is indicated by the letter A 5 B, C or D.
Making the decision to correct a condition of vibration is often a very difficult one
indeed, especially when it involves downtime of critical machinery. Therefore, when
establishing acceptable levels of machinery vibration, e erience and factors such as
safety, labour costs downtime costs
PAGE 17
and the importance of a machine's operation to. the company's profits must be considered.
Table-2.1
TENTATIVE GUIDE TO VIBATION TOLERANCES FOR MACHINE TOOLS
TYPE OF MACHINE Displacement of vibration as read
with pickup on spindle bearing
housing in the direction of cut.
§ Grinders ___ Tolerance Range
Thread Grinder 0.25 to 1.5 microns
Profile of Contour Grinder 0.76 to 2.0 microns
Cylindrical Grinder 0.76 to 2.5 microns
Surface Grinder (vertical reading) 0.76 to 5.0 microns
Gardner or Besly Type 1.3 to 5.0 microns
Centreless 1.0 to 2.5 microns
§ Boring Machine 1.5 to 2.5 microns
§ Lathes 5.0 to 25.Omicrons
PAGE 18
PDF created with pdfFactory Pro trial version www.pdffactory.com
Table 2.2
ROLERANCES BASED ON B.s. 4675 : 1976
(ISO 2372)
'A BASIS FOR COMPARATIVE EVALUATION OF VIBRATION IN MACHINERY'
Velocity Class I Class II Class III Class IV
Velocity Velocity Ins/Sec M/C M/C M/C M/C
(mm/ s) RMS (mm/s) Peak Peak Small Medium Large Turboo
(1) (2) (3)
0.28 0.40 0.016
0.45 0.64 0.025 A
0.71 1.00 0.039 ------ A
1.12 1.58 0.062 B ------ A
1.80 2.54 0.100 ------ B ------ A
2.80 3.96 1.160 C ------ B ------
4.50 6.37 0.250 ------ C ------ B
7.10 10.00 0.390 D ------ C ------
11.20 15.80 0.620 D ------ C
18.00 25.40 1.000 D ------
28.00 39.60 1.560 D
45.00 63.70 2.500
A= Good B = Acceptable C = Still Acceptable D = Not Acceptable
PAGE 19
ANNEXURE-A
CLASSIFICATION EXAMPLES FROM BS 4675 (ISO 2372)
(For guidance purposes only)
In order to show how the recommended method of classification may be applied,
examples of specific classes of machines are given below. It should be emphasised,
however, that they are simply examples and it is recognised that other classifications are
possible and may be substituted in accordance with the circumstances concerned. As and
when circumstances permit, recommendations for acceptable levels of vibration severity
for particular types of machines will be prepared. At present experience suggests that the
following classes are appropriate for most applications
CLASS I
Individual parts of engines and machines integrally connected with the complete machine
in its normal operating condition. (Electrical motors of up to kw are typi@al examples of
machines in this category).
CLASS II
PDF created with pdfFactory Pro trial version www.pdffactory.com
Medium sized machines. (Typically electrical motors with 15 to 75 kw output)
without special foundations, rigidly mounted engines or machines (upto 300 kw) on
special foundations.
CLASS III
Large prime movers and other large machines with rotating masses mounted on
rigid and heavy foundations, which are, relatively stiff in the direction of vibration
measurement.
CLASS IV
Large prime movers and other large machines with rotating masses mounte( on
foundations which are relatively soft in the direction-of,vibration measurement (for
example turbo-generator sets, especially those with lightweight sub-structures).
PAGE 20
3. SOURCES OF VIBTRATION
3.0 INTRODUCTION
3.0 INTRODUCTION
In a machine, vibration is a result of minor faults that are the natural consequences
of manufacturing and material limitations. Common causes of vibration are as follows.
3.1. UNBALANCE:
This is a major contributor to vibration in rotating machinery. It is caused by
unequal distribution of mass in a rotating part. Points of unbalance produce additional
forces in the radial direction and the machine bearings restrain these forces resulting in
vibration. The unbalance can be static or dynamic as shown in figure 3. 1.
In either case the frequency of vibration equals the rotational frequency (IxRPM).
Amplitudes of vibrations are excessive in the radial directions. Phase measurement by a
stroboscope shows a single steady reference mark.
PAGE 21
PDF created with pdfFactory Pro trial version www.pdffactory.com
In the case of overhung rotors, vibrations in axial direction are also encountered due
to unbalance, in addition to those in radial directions. Vibrations at all bearings, in such a
case, would all be in phase.
Sometimes, reasons other than unbalance may also result in vibrations at rotational
frequency. In such cases, the unbalance as a possible cause should be confirmed by the
difference in phase between vibrations in the two radial directions - horizontal and
vertical. If the phase is 900,the cause of vibrations is unbalance. Defects like eccentric
pulleys may also cause vibrations at the frequency of rotational speed. In such a case, the
phase difference between vibrations, in the two directions, may not be 90' due to the
effect of reaction forces of the belt.
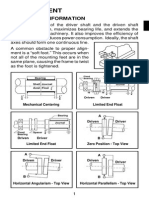
3.2 MISALIGNMENT
Like unbalance, misalignment is another common problem. Inspite of self-
aligning bearings and flexible couplings, it is difficult to align the shafts and their
bearings so that no force exists which will cause vibration. There are three possible types
of coupling misalignment as shown in figure 3.2
§ ·Angular the center line of the two shafts meet at an angle
§ Offset the shaft center lines are parallel but di 'laced from one another
§ A combination of angular and offset misalignment.
Misalignment, even with flexible, couplings, results in two forces, axial and radial,
which result in axial and radial vibrations. This is true even when the misalignment is
within the limits of flexibility of the coupling. The Magnitude of the forces and therefore
the amount of vibration generated will increase with increased misalignment. The
significant characteristic of
PAGE 22
vibration due to misalignment is that it will be in both the radial and axial directions.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Normally, the vibration frequency is lx RPM; however, when the misaligmnent is
severe, second order (2xRPM) and sometimes third order (3x RPM) vibration frequencies
may appear.
There can be a misalignment' not involving a coupling. The misalignment of a
bearing with its shaft is one example.
In the case of a misaligned sleeve type bearing, no vibration will result unless
there is also unbalance. In such a case radial vibration as well as an axial vibration will
be present due to the reaction of the misaligned bearing to the force caused by the
unbalance. If the real cause of this vibration is unbalance, then both the axial and radial
readings will be reduced when the part is balanced.
When an anti-friction bearing is misaligned with a shaft, then axial vibration will
exist even When the part is balanced. We have to install the bearing properly to
eliminate the vibration.
The misalignment of sheaves and sprockets used in V-belt drives and chain drives
results in high axial vibration. The angular and offset
PAGE 23
misalignment conditions result in destructive vibration and leading to accelerated wear of
sheaves, sprockets, chains and drive belts.
A bent shaft acts very much like angular misalignment, so its vibration.
characteristics are included with misalignment. We can suspect misalignment or a bent
shaft whenever the amplitude of axial vibration is greater than one-half of the highest
radial (horizontal or vertical).
2.3 MECHANICAL LOOSENESS
The causes of mechanical looseness could be loose mounting bolts, excessive
bearing clearance or a crack in' the structure of bearing pedestal.
For the vibration characteristic of mechanical looseness to occur, it needs some
other exciting force to cause it, say, unbalance or misalignment. But, when the looseness
is excessive, just - a small amount of unbalance or misalignment will result in large
vibrations. So, looseness simply allows more vibration to occur than would otherwise
appear. This does mean that if we can eliminate the unbalance or misaligmnent forces,
we can reduce the vibration, but it needs an extremely fine level of balance or alignment,
which may be impractical. So, removing the looseness is more practical.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Mechanical looseness leads to a heavy beating action and these cause a vibration at
a frequency of twice the rotating speed (2xRPM) and higher, orders of the loose' part.
The highest amplitude of vibration occurs at 2xRPM of the equipment.
The nature of mechanical looseness and the reason for the characteristic vibration at
2xRPM can be explained as follows in figure 3.3.
PAGE 24
Fig: 3.3 MECHANICAL LOOSENESS
There are two applied forces for each revolution of the shaft. One is applied by
the rotating unbalance, the other when the bearing drops against the pedestal. Therefore,
the vibration frequency is 2xRPM. We can view this with an oscilloscope attached to the
vibration analyzer.
Also there will be some clearances inherent in every' machine, and it is normal
that some vibration will occur at a frequency of 2xRPM whenever some unbalance or
misalignment is present.
Generally, we should suspect mechanical looseness to be the problem whenever
the seventy of vibration at 2xRPM is more than one half the severity of vibration at
rotating speed (lxRPM). Moreover, if we have great difficulty in eliminating the
vibration by balancing or realignment, we should verify whether there is any looseness.
3.4 BAD BELT DRIVES
V-belt drives are popular'for power transmission because of their capacity to
absorb shock and vibration. They are also quiet in operation when compared to chain or
gear drives. But, for machine tools where very low levels
PAGE 25
PDF created with pdfFactory Pro trial version www.pdffactory.com
of vibration must be maintained, they can be the source of vibration beyond limits. Such
problems are of two types.
• Belt reaction to other disturbing forces in the equipment
• Vibration due to actual belt problems.
When we see the whip and flutter of V-belts (the flexible strands between the
pulleys), we conclude that they are the source of vibration. Because of the ease with
which the belts could be changed and because the vibration of belt is readily visible than
other parts, belt replacement often happens to be the immediate solution. But
remember excessive unbalanced eccentric pulleys, is misalignment or mechanical
looseness, all these may result in belt vibration. The belt may be just an indicator of other
disturbances in the equipment. Hence, before replacing drive belts, make an analysis to
pinpoint the root causes.. Looking at the frequency of the vibration we can do this.
If the belt is reacting to other disturbing forces in the machine, the frequency of
belt vibration will most probably be the same as the disturbing frequency. When we
are using the strobe light of the analyser, that part of the machine, which is actually
generating the disturbing forces, will appear to stand still. For multi belt drives all belts
should have equal tension. If not, the slack belts may cause excessive vibration even for
very minor condition. Additional problems are belt slippage and rapid belt and pulley
wear. Vibration from actual belt defects will be at 1,2,3 & 4 times belt RPM. The
articular p frequency found would depend on the nature of the belt problem as well as
the number of pulleys and idlers over which the belt must pass.
To summarise, the vibration due to belt drives can -be reduced by the following
methodes.
PAGE 26
§ Make sure belts are in good physical condition
§ Check whether the number and size of belts meet the load
requirements
§ Use matched set of belts in multi-belt installations to get equal tension
§ Verify whether the pulleys and sheaves are round and accurately aligned with one
another
§ Check for wear of pulley grooves. Too much wear will allow the belt to ride in
the bottom of the groove, causing slippage and poor efficiency.
PDF created with pdfFactory Pro trial version www.pdffactory.com
§ Verify whether the belts are properly installed and adjusted to proper tension as
recommended by the manufacturer.
§ Keep other disturbing forces in the machine to a minimum.
3.5 ECCENTRICITY
Eccentricity means that the shaft (rotating) centerline is not the same as the rotor
(,geometric) centerline. It is not out-of-roundness or ovality. Eccentricity is a common
source of unbalance and results in more weight on one side of the rotating centerline than
on the other side. As an example, when the bore of the inner race is not concentric with
the inner race geometric centerline in an anti-friction bearing, an apparent unbalance in
the part mounted on the bearing will be introduced. If we balance the rotor, the forces
causing the vibration will be compensated and the vibration will disappear. That is why
balancing a rotor in its own bearing is recommended. Different sources of eccentricity
are, shown in figure 3.4.
PAGE 27
PDF created with pdfFactory Pro trial version www.pdffactory.com
Fi2: 3.4 SOURCES OF ECCENTRICITY
Though eccentricity can be corrected by routine balancing techniques, eccentricity
can also result in reaction forces, which may not be corrected by simple balancing. In
eccentric gear, the largest vibration will occur in the direction on a line through the
centers of the two gears, at a frequency equal to I XRPM of the eccentric gear. It is not
unbalance, though it will look like it.
Eccentricity of the V-belt sheaves will result in reaction forces similar to the
eccentric gear. Here, the largest vibration will occur in the direction of belt tension at a
frequency equal to lx RPM of the eccentric sheaves. Again, the vibration looks like
unbalance, but cannot be corrected by applying a balance correction.
PAGE 28
Eccentric fan, blower, pump and compressor rotors may also create forces, which
result in vibration. Here, the forces are unequal aerodynamic and hydraulic forces
against the rotor. These forces will be the greatest on the high side of the rotor, so will
resemble unbalance. For this equipment, there is no positive test for eccentricity except
that we can try to balance. If we get no results. verify if the impeller is concentric with
the shaft journals.
3.6 FAULTY ANTI-FRICTION BEARINGS
Rolling element bearings find many uses in today's machinery. They can be found
in motors, slow-speed rollers, gas turbines, pumps, and many other machines. Some of
the reasons for using the rolling element bearings are: low starting friction, low operating
friction, ability to support loads at low speed (even zero), lower sensitivity to lubrication
(compared to fluid film bearings so a simpler lubrication system can often be used) and
the ability to support both radial and axial loads in the same bearing.
Rolling element bearings have very little damping, so whenever a machine with.
rolling element bearings traverses a balance resonance, large vibration can result. Also,
compared to fluid film bearings, which generally have a long life, rolling element
bearings have a limited fatigue life due to the repeated stresses involved in their normal
use.
Rolling element bearings, regardless of type (ball, cylindrical, spherical, tapered, or
needle) consist of an inner and. outer race separated by the rolling elements, which are
usually held in a cage. Mechanical flaws may develop on any of these components.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Using the basic geometry of a bearing, the fundamental frequencies generated by these
flaws can be determined.
PAGE 29
The frequency of vibration caused by anti-friction is usually several times the
rotating speed of the part, but it is unlikely to be an even multiple of shaft RPM. So, if
we observe the rotating shaft with the strobe light, we may not see a stationary image (as.
it would for vibration caused by unbalance, misalignment or gears', which occur at even
multiples of shaft RPM) and also observe an unsteady frequency meter.
Take the case of a bearing having a flat spot on only one ball. As the ball rolls, the
flaw will intermittently come into contact with the bearing inner and outer races and will
result in vibration at 1, and possibly, 2-times ball rolling frequency. Because the rolling
frequency of the ball will be several times the RPM of the shaft, the resulting vibration
will be high compared to rotating speed frequency. The amplitude of the vibration will
depend on the extent of the bearing fault. In addition to the vibration occurring at or
multiples of ball rolling frequency, these momentary impacts may excite vibration at
natural frequency.
Every object has its own unique natural frequency. A flaw on a rotating element
of a bearing will produce the intermittent impacting type of force, which will cause the
various parts (inner and outer races, shaft, and bearing housing) to vibrate at their
respective natural frequencies. Normally, these will be high compared to the RPM of the
machine. Hence, these vibration frequencies measured from a faulty bearing will also be
high. Also, it is that these will be exact multiples of shaft RPM, Thus, the frequency of
unlikely bearing vibration will probably not be a direct multiple of shaft RPM. Finally,
there are many parts, hence many simultaneous vibration frequencies to varymg degrees,
which cause the frequency meter to be unsteady or moving.
PAGE 30
3.7 DEFECTIVE SLEEVE BEARINGS
High levels of vibration or noise in sleeve bearings generally result from excessive
bearing clearance (caused by wiping), looseness (babbitt loose in the housing), or
lubrication problems. A sleeve bearing with excessive clearance may allow a relatively
minor unbalance, misalignment or some other vibratory force to result in mechanical
looseness or pounding. Here the bearing is not the actual cause; it simply allows more
PDF created with pdfFactory Pro trial version www.pdffactory.com
vibration to occur than in the case where the bearing clearances were correct. A bearing,
which has been wiped, can often be detected by comparing the horizontal and vertical
amplitudes of vibration. Machines, which are securely mounted to a rigid foundation or
structure, will normally reveal slightly higher amplitude of vibration in the horizontal
direction. In several instances where the amplitude of vibration in the vertical direction
appeared usually high compared to the horizontal, a wiped bearing was found to be the
cause.
Oil whirl is another problem associated with sleeve-type bearings. This' vibration
occurs only on machines equipped with pressure-lubricated sleeve bearings and operating
at relatively high speed - normally above the second critical speed of the rotor. Oil whirl
vibration is often quite severe, but is easily recognized because the frequency is slightly
less (5% to 8%) than one-half the RPM of the shaft.
Under normal o eration, the shaft of the machine will rise up the side of p the
bearing slightly, depending on the shaft RPM, rotor weight and oil pressure. The shaft
operating at an eccentric position from the bearing center draws oil into a wedge to
produce a pressurized load-carrying film. If the eccentricity of the shaft within the
bearing is momentarily increased from its equilibrium position (say, as a result of a
sudden surge, an external shock load or other'
PAGE 31
transient condition), additional oil will immediately be pumped into fill the space vacated
by the shaft, thus increasing the oil film may drive the shaft into am pressure. This
additional force developed by the oil film may drive the shaft into a whirling path around
the bearing. . If the damping within the system is sufficient, the shaft will return to its
normal position in the bearing; otherwise, the shaft will continue in a whirling path.
Improper bearing design is normally attributed to the problem of oil whirl,
however, excessive bearing wear, an increase in lubrication oil pressure or a change in
oill viscosity are other possible causes. A temporary correction can some times be made
by changing the temperature (viscosity) of the lubricant. Increasing the loading on the
bearing by introducing a slight unbalance or misaligmnent is also some -crimes effective.
Scrapping the sides. of the bearing or grooving the bearing surface to disrupt the lubricant
wedge are also successful in some cases.
PDF created with pdfFactory Pro trial version www.pdffactory.com
There are several special sleeve-beanng configurations to reduce the possibility of
oil whirl. The axial-groove bearing is normally limited to smaller bearing applications
such as those used in light gas turbines and turbo-chargers. The three-lobed bearing
provides improved bearing stability against oil whirl. The three individual bearing
surfaces generate pressurized oil films that act to center the shaft, Axial grooves are
sometimes included at the intersection of the lobe segments to increase whirl resistance.
The tilting pad bearing is a common choice on larger high-speed industrial,
machinery. In a manner similar to the lobed-bearing, each segment or pad develops a
pressurized oil wedge, which tends to center the shaft in the bearing. - The tilting feature
allows each pad to follow the shaft, improving system damping and overall stability.
PAGE 32
Sometimes, a normal machine may exhibit oil whirl vibration. This may occur
when an external source transmits vibration to the machine through the foundation or
piping. If th is background vibration occurs at just the right frequency (ie. the probable
oil whirl frequency of the machine) oil whirl will likely occur-. This condition is referred
to as externally excited whirl.
In a similar manner, a normally stable machine may be excited into oil whirl by -a
foundation --or piping which is vibrating in resonance at a frequency equal to the
probable oil whirl frequency. The resonant vibration of the piping or foundation may be
the result of pulsation or flow turbulence. Oil whirl resulting from this condition is called
resonant whirl.
Whenever the vibration characteristic of oil whirl is found, we must carry out a
complete vibration survey, of the installation including background sources, foundation
and related piping to determine the true cause.
Another problem encountered on machines equipped with sleeve bearings is called
ffiction whirl or hysteresis whirl. It is similar to oil whirl except that'the vibration will
occur on rotors operating above their first critical speed and the frequency of the
vibration will always be the critical speed frequency of the rotor. For example, if a rotor
operates at 3000 RPM and the first rotor critical speed is 2000 RPM. As is obvious, this
vibration may not have the characteristic frequency of slightly less than 1/2 RPM
associated with oil whirl. However, for machines operating above or near their second
PDF created with pdfFactory Pro trial version www.pdffactory.com
critical speed, the frequency of hysteresis whirl may coincide with that of oil whirl
resulting in an extremely severe vibration problem.
In hysteresis or ffiction whirl, a rotor which, operates above critical speed will
tend to deflect or bow in a direction opposite the unbalance heavy spot. As
PAGE 33
a result, the internal friction damping (hysteresis damping) of the rotor, which normally
works to restrict deflection,. will be out of phase and this damping force will act to
further deflect the rotor. This condition is normally kept in check by the damping
provided by the bearings. However, if stationary damping is low,, compared to the
internal dampin of the rotor, trouble is likely to occur.
The usual solution. for hysteresis whirl is to increase stationary damping of the
bearings and structure. We can change to a tilting pad bearing or other special bearing
design. Sometimes, it can be solved by reduc'mg rotor damping for example, by
replacing a gear-type coupling with a frictionless coupling such as a flexible disk
coupling.
Improper lubrication can also cause vibration in a sleeve bearing. If the bearing
lacks lubrication or if the wrong lubricant is used, the result may be excessive ffiction
between the rotating shaft and stationary bearing. This friction serves to excite vibration
of the bearing and other related parts of the machine in a manner similar to the vibration
we can generate by simply moistening our finger and rubbing it over a pane of glass.
This vibration is called dry whip, is generally of high frequency and produces the
distinctive squeal as for a dry bearing. The vibration frequencies generated are not likel y
to occur at direct multiplies of-shaft RPM. Therefore, they will give no definite image
under the strobe light and the vibration is similar to that caused by a faulty anti-ffiction
bearing. Whenever vibration characteristic of dry whip is encountered, conduct an
inspection of the lubricant, lubrication system and bearing clearances. This condition has
been found on bearings with excessive and insufficient clearance.
PAGE 34
3.8 GEAR PROBLEMS
Common problems, which cause vibration in gear, are excessive gear wear, gear
tooth inaccuracies, faulty lubrication and dirt or foreign material trapped in the gear teeth.
Misaligmnent or a bent shaft can also be at fault. This is easy to identify because the
PDF created with pdfFactory Pro trial version www.pdffactory.com
vibration normally occurs at a frequency equal to gear meshing frequency (the number of
gear teeth x the RPM of the faulty gear). In complex gear arrangements where several
meshing frequencies are possible, we have to examine the drawing of the gear box to
determine the RPM and number of teeth on the various gears to identify which gear or
gears are most likely at fault.
However, if the axial vibration occurring at motor RPM frequency is relatively
high on the gearbox and motor, misalignment may be the source of trouble. In this case,
this misalignment condition should be corrected first; this may also eliminate the high
frequency gear vibration.
Sometimes, vibration at a frequency and equal to gear meshing frequency may be
produced; for example, if a gear has only one broken or deformed tooth, a vibration at lx
gear RPM may result. Viewing the vibration waveform on an oscilloscope connected to
the analyzer will enable to differentiate this problem from unbalance because of the
spike-like signal caused by a faulty gear tooth. If more than one tooth is deformed, a
vibration frequency equal to the number of deformed teeth x gear RPM may result.
An eccentrically mounted gear will also cause vibration at 1 x gear RPM, similar
to unbalance. Where eccentricity is the problem, any attempt to balance in-situ will not
be fruitful. Eccentricity, unbalance ind bent shafts have also caused gear vibration at sub-
multiple frequencies of actual gear meshing frequency.
PAGE 35
The vibration amplitude and frequency from gears may also be erratic sometimes.
This occurs with gears, which are operating under a very light load alcondition where the
load may randomly shift back and forth from one gear to another. The impacts, which
occur as the load is shifted, will excite the natural to frequencies of the gears, bearings
and associated machine components. However, we can detect this gear vibration readily
at two or more points on the machine and, thus we can distinguish from the bearing
vibration which is predominate at the point of the faulty bearing. Because of the
characteristic high frequency, gear vibration is also a common source of objectionable
noise. For this reason, if we correct gear faults and other disturbances to reduce
excessive gear vibration, noise level also will be reduced.
3.9 ELECTRICAL PROBLEMS
PDF created with pdfFactory Pro trial version www.pdffactory.com
Vibration of rotating electrical machinery can be mechanical or electrical in origin.
We have already seen mechanical problems. Electrical problems normally consist of
unequal magnetic forces acting on the rotor or stator. These y unequal magnetic forces
may be due to
• Rotor not round
• Eccentric armature journals
• Rotor and stator misaligned (rotor not centered in the sta,tor)
• Elliptical stator bore
• Broken bar
• Open or shorted windings
The frequency of vibration will be lxRPM, and will appear similar to unbalance.
An easy way to identify this source of vibration is to observe the change of vibration
amplitude; the instant electrical power is disconnected from the unit. Make this check
with the analyzer filter on the out position. If the
PAGE 36
vibration disappears the instant power is shut off; the vibration is likely due to electrical
problems. If so, conventional, electrical testing procedures can be carried out to. pinpoint
the true cause of the problem. If it decreases only gradually after power is removed, the
problem is probably mechanical in nature.
Electrical problems with induction motors often cause swinging or pulsating
amplitude in nature. The blasting noise and vibration is caused by the slip frequency,
characteristic of this type. Slip frequency = motor RPM synchronous frequency of the
rotating magnetic field. The synchronous frequency is always equal to or an exact sub
multiple of the AC. line frequency Therefore, if the motor has both electrical and
mechanical problems such as unbalance, there will actually be two different vibration
frequencies present. Since these two are close, their amplitudes will alternately add
together and then subtract at a rate equal to the difference between their frequencies. The
result will be a noticeable with steady beat as well as the corresponding swing of the
amplitude meter.
If the amplitude of this pulsating vibration is excessive, we must correct it. If we
observe the amplitude meter, the instant the power is shut off, we can decide whether it is
mechanical or electrical cause. The pulsation may not be detrimental to the performance
PDF created with pdfFactory Pro trial version www.pdffactory.com
of the machine, but a pulsating noise is more noticeable than a steady one and affects the
personnel psychologically.
Electric motors have inherent vibration due to torque pulses. These torque pulses
are generated as the motor's rotating magnetic field energizes the poles in the stator. The
frequency of vibration resulting from torque pulses will be 2 times the AC line frequency
powering the motor. Thus, if AC line frequency is 50 Hz (50 cycles per second) or 3000
CPM, torque pulse frequency will be 6000 CPM. This is rarely troublesome except
where
PAGE 37
extremely low vibration levels are required, or if the torque pulses should behappen to
excite a resonant condition in the machine or structure. If resonance is excited, this can
also result in excessive noise.
In eccentric motor armature though the armature itself may be balanced or in
terms of rotor weight distribution, a lxRPM force is generated between the armature and
stator because of varying magnetic attraction between the eccentric armature and motor
poles. Increased load increases the magnetic field strength and results in increased
vibration.
To check this, measure the vibration, with the motor operating under power. Then, turn
the power off and observe what happens to the amplitude of vibration. If the amplitude
decreases gradually as the motor coasts down, the problem is likely unbalance.
On the other hand, if the vibration amplitude disappears the instant power is turned
off, the problem is electrical and possibly due to armature eccentricity. Other electrical
problems causing vibration are shorted windings, broken rotor bars, or a rotor, which is
not properly centered in the stator. A visual inspection using standard motor testing
procedures will reveal the nature of the electrical problem.
3.10 RESONANCE
We already know that every object and every part of a machine has natural frequency. If
we strike a bell, it vibrates at its own natural frequency. This continued vibration, called
free vibration, will eventually diminish because of inherent damping In addition to free
vibration, there are forced vibrations where the frequency depends on the frequency of
the driving force applied to the machine or structure. For example, the driving force of
rotor unbalance
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 38
may cause the forced vibration of a motor. In such case, the frequency of this forced
vibration is determined by the speed (RPM) of the motor.
To confirm whether or not a part is vibrating in resonance, we can apply the bump
test. . With the machine shut down, simply bump the machine or structure with a force
sufficient to cause it to vibrate. Since an object 'will undergo free vibration at its natural
frequency when bumped or struck, the frequency of free vibration generated in this way
will be indicated on the analyzer's frequency meter. The analyzer's filter must be in the
out position for this test. If the vibration diminishes very quickly, it may be necessary to
bump the machine several times in succession m order to sustain free vibration long
enough to register on the frequency meter.
We can also record the amplitude and phase of vibration versus the rotating speed
of the machine. We can use FFr analysis or make@ a similar plot by operating the
machine at a number of selected speeds and plotting the amplitude and phase of vibration
for each speed. If resonant conditions do exist, they will be clearly identified by a
characteristic peak vibration and by a large phase shift (around 180').
There are several ways to correct a resonance problem. We can change the
frequency of the exciting force so that it no longer coincides with the natural frequency of
the machine or structure. Either increasing or decreasing the RPM of the machine can do
this. If the exciting frequency cannot be changed, change the natural frequency - by
increasing or decreasing the stiffness or mass of the, object.
PAGE 39
3.11 AERODYNAMIC AND HYDRAULIC FORCES
Machine which handle fluids will have vibration and noise due to the reaction of
the vanes or blades on the irnpeller striking the fluid. This type of vibration is common
on pumps, fans and blowers. The frequency will be equal to the number of vanes or
blades on the impeller times the RPM of the machine.
Aerodynamic and hydraulic vibrations are rarely troublesome unless they excite
some part of the machine, piping or ductwork to vibrate at resonance. When we
encounter this type of vibration, carry out the tests for resonance to determine which part
of the machine is causing the problem. If no resonance condition can be found, the
problem may be due to improper design of the machine or related piping or du'ctwork.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Obstructions in the path of the gas or liquid. or sharp 90' turns in the direction of flow
may cause this vibration.
Cavitation, recirculation and flow turbulence is other problems that have similar
vibration characteristics. Vibration and noise resulting from these problems will be
random in nature Unlike steady state vibration from unbalance or misalignment, random
vibration and noise has no discreet frequency and / or amplitude characteristics. For
example, the vibration and noise caused by cavitation in a pump may cover a rather broad
frequency range where individual amplitudes and frequencies are constantly changing.
Cavitation normally occurs when a pump is operating with excess capacity or low
suction pressure. Since the pump is starved, the fluid coming into the pump will literally
be pulled apart in attempt to fill the void, which exists. This creates highly unstable
pockets or cavities of nearly perfect vacuum, which collapse or implode very quickly.
Because of their impactive nature,these implosions serve to excite the local natural
frequencies of the pump housing, impeller and other related parts. Since these
implosions may
PAGE 40
occur at random intervals at various locations within the pump or piping, the resulting
vibration and noise will also be random in amplitude and frequency.
In some cases, where the fluid undergoes a substantial pressure drop at a valve, in
the pump or at changes in piping diameter, dissolved gases may be released or the liquid
may boil. This is also called cavitation and has the same random vibration amplitude and
frequency characteristics.
Re-circulation normally occurs when a pump is operating at low capacity or high
suction pressure. In other words, restricting the capacity of the pump causes the excess
fluid to return from the discharge to the impeller. This reverse flow and the mixing of
fluids moving in opposite directions results in random noise and vibration similar to
cavitation.
Flow turbulence is the result of resistance to the normal flow of liquid, or gas.
This resistance may be caused' by obstructions, sharp turns or simply surface friction
between the fluid and the duct or piping. Another cause of flow turbulence is the mixing
of high velocity and low velocity fluids. A good example of this is the et engine where
PDF created with pdfFactory Pro trial version www.pdffactory.com
high velocity exhaust gases are mixed with the outside air. Only minor engine vibration
is created, since this mixing takes place outside the engine.
Some random noise and vibration from flow turbulence may be inherent in the
normal operations of fans, blowers, pumps, compressors and gas turbines. Where these
are excessive, an inspection of the system together with, noise or vibration readings taken
along the machine and related piping and ductwork will usually pinpoint the problem.
Sometimes you may have to redesign, say, the fan duct work - changing the sharp right
angle turn to two 45' sections together with turning vanes.
PAGE 41
3.12 RECIPROCATING FORCES
Reciprocating compressors, piston pumps, gasoline and diesel engines will have
vibrations because of the reciprocating motion inherent in the design and operation of the
machine. These are the result of inertia of the reciprocating parts plus the varying
pressures on the pistons, which cause torque variations.
Vibration and noise analysis of reciprocating machines are complex because of the
many frequencies found, such as, those at 1 and 2 times RPM; however, frequencies
at.higher orders are also common depending on the number of pistons and their
relationship to one another. A six cylinder 4-cycle engine may have three power
impulses for each revolution of the crankshaft, which will result in a vibration at 3xRPM.
An 8-cylinder engine with four Ises per revolutio power impu will show a vibration at
4xRPM.
The higher order frequencies found on reciprocating machines are inherent in the
machine and will rarely be a cause for concern unless they excite a resonant condition in
the machine or structure.
The problems with reciprocating machines can be either mechanical or operational
problems. The mechanical problems include unbalance, misalignment, bent shafts,
looseness and faulty bearings. Operational problems include blow-by, leaking or sticking
valves, and injector or ignition problems. Often, both will be nearly the same. So, it is
sometimes difficult to pinpoint the exact problem without further evaluation of analysis
data.
PDF created with pdfFactory Pro trial version www.pdffactory.com
There are several possible ways. For example, an operational problem such as
faulty ignition will normally be accompanied by a significant decrease in the efficiency
of the machine as well as excessive vibration. A mechanical
PAGE 42
problem like unbalance may show little or no change in overall efficiency. In addition,.
operational problems tend to increase unequal reciprocating forces and, thus may show a
much greater increase in vibration in a direction parallel to the reciprocating motion but
only a small increase in vibration in the direction perpendicular to this motion.
Mechanical problems such as unbalance or misalignment will normally show a
substantial increase in two or more directions.
3.13 RUBBING
Rubbing between the stationary and rotating parts of a machine may cause the
vibration to have a frequency at twice rotating speed, in addition to the rotating speed
frequency. If the rubbing is continuous, no particular vibration characteristics are likely.
However, a very high frequency of vibration and noise may be present due to friction
exciting natural frequencies of the system.
Rubbing in the seals of a steam turbine or a similar large machine will cause
changes in amplitude and phase from one run to the next when no changes have been
made to the system. For example, a steam turbine running at 3000 RPM may have a
steady amplitude and phase of vibration at rotating speed frequency. However, reducing
the speed to, say 1500 RPM and then increasing the speed again to 3000 RPM will often
produce a new amplitude and or phase of vibration. This seems to indicate that the point
at which rubbing occurs changes from one run to the next. Of course this condition must
be corrected before balancing could be carried out.
Rubbing is usually the result of a bent shaft, broken or damaged parts, or distortion
of the system that will usually be revealed by other vibration characteristics.
PAGE 43
3.14 BEAT VIBRATION
A noticeable beat or pulsation may be the result of a single exciting force, which is
continuously changing in amplitude or frequency. However, more often a pulsating
vibration and noise results from the interaction of two or more steady-state-sources of
unequal frequency,
PDF created with pdfFactory Pro trial version www.pdffactory.com
The pulsating noise and vibration often associated with induction type electric
motors is one example of beat. One force occurs at electrical frequency and another at
the slightly lower rotational frequency. We have referred to this slip frequency
characteristic earlier.
Pulsating noise and vibration can also occur where two or more individual
machines are involved. Consider two machines mounted side-by-side on the same
structure with one machine operating at 1500 RPM and the other at 1400 RPM. If the
vibration or noise amplitudes are significant at these two frequencies, their interaction
will result in a noticeable beat. The two forces alternately and continuously coming in-
phase and then out of phase with one another produce the beat or pulsation. When the
two are in phase, their amplitudes will add together to give a maximum resultant
vibration or noise amplitude and when the two forces are out of phase, their amplitudes
subtract or cancel one another to give the minimum overall amplitude. The beat
frequency will be equal to the difference between the two exiting force frequencies. For
the example above, the beat will occur at 1500 CPM - 1400 CPM @ 100 CPM.
Sometimes, a beating will occur at a frequency equal to the sum of the two exciting force
frequencies for our example, 1500 CPM-+ 1400 CPM = 2900 CPM. The higher beat
frequency is usually less noticeable than the low frequency beat except perhaps where a
resonant frequency of the machine or structure is being excited.
PAGE 44
4. VIBRATION MEASUREMENT
4.0 INTRODUCTION
Vibration motion is usually desired to be recorded against time. This is done by a
measurement system, which is functionally similar to that for any other physical variable,
as in figure.4.1
Physical
Variable Transducer Signal Display or
Element conditioning Recording Output
Element Element
Fig.4.1 FUNCTIONAL ELEMENTS OF A MEASURING INSTRUMENT
The three essential functional elements are 1. Transducer element 2. Signal
conditioning element and 3. Display or recording element.
PDF created with pdfFactory Pro trial version www.pdffactory.com
The transducer element converts the variable to be measured, in a usableform e.g.
vibratory signal is converted to an electrical signal, by an electromechanical transducer.
The signal conditioning elements include amplifiers or filters or differentiators,
integrators etc. and convert the signal so that it is recorded or displayed, according to the
requirements.
For measurement of motion or vibration of an object, there are basically two types
of transducers.
1 Fixed reference types as shown in figure 4.2 where the motion of the moving
object is measured relative to a fixed datum (earth).
2 Seismic type transducer is shown in figure 4.3. These are used in practical
situations where a fixed datum is not available. For
PAGE 45
example, for measurement of vibrations in a moving vehicle, a bridge or of a machine
located in. an industrial environment where the disturbance due to surrounding equipment
results in no availability of the fixed datum. In such cases, the seismic transducer has to
be attached to the vibrating object. Inside the transducer is a mass mounted on a spring
and damper and the relative motion of the mass Z relative to the frame of the instrument,
is a measure of the unknown vibration "x", the relation depending on the frequency of
vibration.
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 46
4.1 VIBRATION TRANSDUCERS
A transducer or pickup is a device which converts vibratory or shock motion into an
optical or a mechanical or more commonly an electrical signals that is proportional to a
parameter. of the motion. Of course one of the most widely used vibration sensors is the
human fingertip. When accessibility and temperature allow, this is often the first sensor
to be applied in diagnosing machine vibration.
The following factors are usually borne in mind while making a choice of a
vibration transducer
* Whether a seismic or a fixed reference type of transducer is required
in the situation under consideration.
* Whether the magnitude of motion is very sm all (microns), medium (mm) or
large (cm).
* Frequency range over which vibrations are likely to be encountered and over
which the transducer is expected to have a linear frequency response.
* Whether the output of the transducer is desired to be proportional to
displacement, velocity or acceleration.
* Whether the transducer is to be of contact type or proximity type.
* Whether the transducer is of self - generating type or an external supply is
required.
PAGE 47
* The type of associated circuit and its complexity, which would also determine
its cost.
There are several types of transducers available for measurement of vl 'bration a
few commonly used is discussed below.
4.1.1 ELECTRODYNAMIC TYPE
This is a fixed reference transducer has its magnet fixed and the core with a
number of coils is attached to the vibrating object. The reverse is also possible and the
core may be fixed and the magnet attached to the vibrating object. Relative motion
induces an electrical voltage in the coil, proportional to the velocity of the vibrating
object. Integrating and differentiating circuits are needed if displacement and
PDF created with pdfFactory Pro trial version www.pdffactory.com
acceleration respectively, are desired. This is a self generating and contact type of
transducer, which is shown in figure 4.4.
PAGE 48
4.1.2 PHOTOELECTRIC DISPLACEMENT GAUGES
Another useful displacement measuring device may be constructed by using a
light source and a photoelectric cell. A photocell is, essentially a current generating
device for which the amount of current generated is proportional to the amount of light
falling on it. Hence, if the light falling on the cell can. )e made proportional to the
displacement, the photocell becomes a displacement transducer. A schematic sketch is
shown in figure 4.5a.
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 49
The photo tube consists of a cathode coated with a material (such as lithium)
which emits electrons when struck by light. If this electron emitter is connected in circuit
as shown in figure4.5b, the emitted electrons flow to the anode. and through the load
resistance (RL).
The potential across the load (EL) is proportional to the current (or electron) flow
(EL= IRL) and hence to the light falling on the photo cathode. Since the current from a
photocell is very small, a photo multiplier tube is usually used.
4.1.3 LINEAR VARIABLE DIFFERENTIAL TRANSFORMER
LVDT (Linear Variable Differential Transducer) is of contact type, whose core is
attached to the vibrating object and the coils are f xed. There is a
PAGE 50
primary coil ((P3,), supplied with AC, carrier supply (Fig.4.6). The two secondary coils
are connected in series opposition so that the output is zero when the core is in the,
middle. Vibratory motion'; increases the inductance of one coil and decreases that of the
other, producing and output which varies fairly linearly with displacement over a wide
range..
4.1.4 HAND VIBROGRAPH
The hand vibrograph is a mass-spring type of mechanical device, which measures
vibration displacement and produces a hard copy record of the displacement. The
instrument is held so that a sensing tip touches the vibrating body. The displacement of
this body is imparted to the tip, which is attached to a writing stylus through a system of
PDF created with pdfFactory Pro trial version www.pdffactory.com
levers. A strip of recording paper is moved under the stylus at constant speed producing
a plot of instantaneous tip position vs time. It is shown in figure 4.7.
PAGE 51
The high frequency response is limited by the inertia of the mechanical lever
system. Typical, limits are: Maximum frequency response - 250 cps, Low frequency
limit 5 cps, maximum displacement 0.125 inches and resolution
0.0002
4.1.5 EDDY CURRENT PROBES
Eddy current probes are primarily used to detect vibration in rotating machines, to
monitor shaft axial position or thrust wear and to measure relative expansion between
rotor and casing of a machine. It is also a proximity probe.
The probe uses the eddy current principle to measure the distance from the coil (on
the tip of the probe) to the surface of the shaft. This is accomplished by the generation of
a small radio frequency in the proximitor (driver). The RF signal escapes into the area
surrounding the probe tip. When no conductive material is within range of the signal,
virtually all of the power released to the surrounding area is returned to the probe tip. As
a conductive surface approaches the tip, the RF sets up small eddy currents on this
surface. This eddy current creates a power loss in the RF signal and is measurable. The
nearer the target material, the greater the eddy current loss. The losses of an eddy current
system appear as a parabolic curve when measurements are made at various gap
distances. Therefore, it is necessary that the probe have a linear voltage output as a
PDF created with pdfFactory Pro trial version www.pdffactory.com
function of gap. This is normally provided in the proximitor by internal compensation.
The output of the proximitor is a d.c. voltage which varies as the gap distance varies, thus
providing the average gap distance from the probe tip to the target surface plus vibration
excursion level in both frequency and, amplitude of observed motion
PAGE 52
An inherent feature of eddy current measurement is that it is not disturbed by non-
conductive material in the gap between the probe and its observed surface, so that oil,
steam, gases and so forth, do not adversely affect the measurement. Special probes are
available for high vacuum, high pressure and high temperatures. Other models are
designed for use in water and saturated steam and some models for gaseous/liquid
oxygen.
The proximitor signal output voltage, when used to observe a rotating body such as
a turbine shaft, gear shaft or coupling indicates the vibration amplitude and frequency on
the same plane as the probe (vertical probe/vertical plane etc.) When two probes are
mounted in an XY configuration (vertical and horizontal or otherwise 900 angularly
separated) at the same lateral location, the total shaft relative radial motion is observed.
The output of the transducer system, as a varying d.c. voltage can be displayed on an
oscilloscope to pictorially represent the exact shaft motion with respect to probe
mounting, this is very useful for malftmction diagnosis.
The following things are to be noted while using an eddy current probe.
1. It is important to, know the material of the shaft, as the surface electrical
resistance will be factor in determining the amount of energy transferred and
thus the distance between the probe tip and target.
2. The probe must be positioned so that no metal is near to the tip other than the
'target' metal surface. The mounting hole should be chamfered or counter
bored, if necessary
3. The original distance between probe tip and target must be known.
PAGE 53
Depending upon the use, standard probes are available in ranges of 5 mils to 50
mils having sensitivities from 200 mV/mil (8 mV/micron) to 100 mV/mil (4mV/micron).
Standard probes are usable at temperature up to 200'F or 350'F. The frequency response
is from DC to 5 KHz. The eddy current probe is susceptible to changes in shaft surface
PDF created with pdfFactory Pro trial version www.pdffactory.com
e.g. mechanical run out, electrical run out (residual magnetic field), shaft finish, and
coatings of different conductivity. Submerence in water can be troublesome unless well
seated in ceramic.
4.1.6 CAPACITANCE PROBE
The capacitive transducer is a contact free displacement sensitive pick up. It finds
application where mechanical motion must be detected without loading the test specimen.
The capacitive transducer consists of a gold plated electrode, which is shielded by
the housing to prevent stray capacitance from influencing the measurements. The target
surface or shaft forms the other plate of the probe and the air in the gap is the dielectric
material. When the capacitive transducer is mounted with the plane of the electrode
parallel to and at a suitable distance from the test. specimen, an air gap capacitor is
formed which is charged by the polarization voltage of the preamplifier with a high
frequency excitation. Variations in the gap between the fixed plate to test specimen due
to vibrations vary the capacitance, which changes the excitation signal. The read out
circuitry transforms this to a DC voltage proportional to instantaneous gap. A schematic
diagram of an AC carrier system, for use with this type of transducer is shown in figure
4.8.
PAGE 54
4.1.7 VELOCITY TRANSDUCER
The electrodynamics principal is used in the velocity type seismic transducer. The
output voltage of the pickup is proportional to the relative velocity between the coil and
PDF created with pdfFactory Pro trial version www.pdffactory.com
the magnetic flux lines being cut by the coil. The open circuit voltage 'e' generated in the
coil is
E = -BI (10-8) volts
Where:
B - flux density, .in gausses
1 - total length of the conductor in the magnetic field, in cms
(relative velocity between the coil and magnetic field, in cm/sec).
The velocity pickup unit contains a permanent magnet that is an integral part of
the case, and an inertial mass that has a coil of wire wound around it. The mass is
suspended and free to move along a specified axis (figure4.7) when the machine casing
vibrates above the natural frequency of the pickup, the inertial mass (with the coil)
remains stationary and, the permanent magnet moves in and out corresponding t(?
machine casmg.
PAGE 55
Fig: 4.7 A VELOCITY PICK UP
The sensitivity of the pickup is quite large and can be measured directly on a high
impedance voltmeter. The sensor can be supported with a magnet, bolted to the bearing,
held with epoxy or dental cement. If the mounhng, is not proper sever . ..a. se resonant
signals can come due to mounting and not from the machine where one is interested to
take measurements. Regardless of position the transverse sensitivity is practically zero.
The pickup is stable upto 30 g's and can be used upto 5000 F. It is accurate upto 600 cps.
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 56
4.1.8 MAGNETIC TRANSDUCER
The magnetic transducer is a variable reluctance device, which is used as a velocity
sensitive vibration pickup. The moving part may be either the tested structure itself, if
this is ferro-magnetic or one of the high permeability discs supplied which is glued onto
the vibrating structure in front of the electromagnet.
The transducer is used where changes in mechanical motion have to be detected
without contact or added mass and where absolute amplitude measurements are not
necessary. It should be noted that the transducer is also sensitive to motion of non-ferro
magnetic conducting materials (parts made of aluminium,' copper etc.) due to formation
of eddy currents.
A typical magnetic transducer consists of a cylindrical ticonal permanent magnet on
which a Teflon base coil is wound. The winding with 8000 turns of polyester insulated
wire combines high sensitivity with low internal impedance. Coil and magnet are
electrically isolated from the housing, which is made of nickel-plated ')rass. The coaxial
output terminal is gold-plat to ensure a good contact.
A transducer has a sensitivity of 15 mv/@sec with a high permeability disc glued to
non-magnetic surface at a distance of 2mm from the transducer face. The sensitivity in
front of a large iron plate is around 37 my/@sec. The frequency response is upto 2000
Hz.
4.1.9 OPTICAL PICK-UP
An optical pickup is a transducer intended to be used as a temporary tachorneter
temporary keyphasor assembly line parts counting etc. It consists
PAGE 57
of an infrared light source, a photo-transistor, sensitive to the infrared source, a pickup
housin , and connecting cable and is shown in figure 4.8.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Fig 4.8 OPTICAL PICK UP INSTAL.ATION
It is designed to detect the passage of an object by optical means. The transducer
is a combined infrared light source and pickup device, which is built into a common
housing. The light source (light emitting diode), when excited, operates in the infrared
region which is not visible to the eye. Its emissions,
PAGE 58
transmitted within the pickup housing via fibre-optics, exit the pickup housing and are
reflected back with the passage of a reflective target. The reflected infrared light is
focused by the pickup lens onto the base of an infrared serxsitive phototr
increased conduction. ansistor driving it into The change in current through the ~o
transistor is detected by the signal conditioner circuit of the optical driver/power supply.
Passage of the reflective tape causes the output voltage to return to its previous level
producing the pulse trailing edge.
The optical pickup is designed to detect very small targets at close distances (at 0.
1 inches) or large targets at distance upto 4.00 inches away. The points which need to be
considered for use of an optical probe are: 1) target to sensor gap, 2) type of object -
narrow or large 3) contrast between totget and non-target surfaces 4) clean pick-up tip 5)
no mechanical interference of the bracket or clamping system used with nearby
equipment.
4.1.10 PIEZO-ELECTRIC ACCELEROMETERS
PDF created with pdfFactory Pro trial version www.pdffactory.com
Certain solid state materials respond electrically to mechanical force. These
materials can be classified into two types: 1) self-generating type 2) passive circuit type.
Piezo-electric materials are of self-generating type and they produce an electrical charge
proportional to stress. Piezo-resistive materials are of passive type and has an electrical
resistance, which depends upon, applied force.
The basic, construction of a piezoelectric accelerometer is shown i n figures 4.9.
The active spring. element consists a number of piezoelectric discs. on which a mass
rests. The mass is preloaded by a spring and the whole assembly is sealed in a metal
housing with a thick base. For frequencies far
PAGE 59
Below the resonance frequency of mass and spring, the displacement is directly
proportional to the acceleration of the base.
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 60
4.2 SIGNAL CONDITIONING ELEMENTS
The second element in the measurement system is signal-conditioning elements.
The signal conditioning elements modify the output of transducers, so that it can be
displayed, according to the requirement. These elements include.
* Amplifiers, for amplifying the output of the transducer
* Compensating elements for improving the frequency response.
* Differentiating or integrating elements for the output to be proportional to the
desired input.
* Filters, for filtering out unwanted signals.
* Analog to digital converters for converting the analog output of the transducer
to digital forms.
4.3 DISPLAY AND RECORDING ELEMENTS
These form the final stage of measurement system and may be of analog or digital
types, depending on whether the display /recording is of continuous or discrete type
respectively.
Cathode Ray Oscilloscope (CRO) shown in figure 4.10 is widely used in practice,
for display of voltage signals as a function of time and also for phase and other
measurements. The electrons released from the cathode are controlled in vertical and
horizontal directions by voltage applied to the corresponding plates. CRO's may be
single or double beam types, with signals displayed against time by adjusting the time
base frequency.
PAGE 61
PDF created with pdfFactory Pro trial version www.pdffactory.com
4.5 ABSOLUTE MOTION MEASUREMENT
For several types of rotating machinery, it is sometimes necessary to measure the
rotor absolute dynamic motion for the evaluation of their overall mechanical integrity.
Here by absolute motion, we mean the motion relative to free space or to a fixed point in
space. Two types of transducers are used for measuring shaft absolute motion - the shaft
rider and the dual probe.
4.5.1 SHAFT RIDER
The shaft rider consists of a rod assembly which extends through the bearing
housing (not necessarily always) and literally rides on the shaft via a spring-loaded
mechanism (figure 4.1 1). The top of the rod is directly attached to a seismic transducer,
usually a velocity pickup but sometimes an accelerometer. Through its spring-loaded
mechanism , the rod attempts to follow the motion of the shaft. The attached seismic
transducer produces a signal representing shaft absolute motion.
PAGE 62
The shaft rider was originally introduced as an enhancement to seismic bearing
housing measurement transducer for making shaft vibration measurements on large fluid
film bearing equipped with stern turbine generator sets. Due to its inherent design, the
shaft rider assembly is subject to wear. The shaft end of the rod must have constant
lubrication of the proper amount, too little lubrication will cause a dry rub and resulting
chatter, too much lubrication will cause insufficient direct contact with the shaft. Under
extreme cases, improper shaft rider contact may even dwnage the shaft surface.
FIG : 4.11 ABSOLUTE SHFT MOTION MEASUREMENT
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 63
The lower and frequency response of the system is limited by the characteristic of
the seismic transducer and the upper frequency limit is primarily a function of the spring
loaded mechanism to allow the rod to faithfully follow the shaft motion. The practical
lower limit and upper limit are 10 Hz and 100 Hz respectively. With these frequency
limits, the shaft rider cannot measure the shaft bow (thermal and/or mechanical) at
machine slow roll speeds and vibration amplitudes corresponding to more than two times
shaft rotative speed for common machines (3000 or 3600 rpm)
4.5.2 DUAL PROBE
The dual probe is a combination of two transducers - an eddy current proximity
probe and a velocity probe. The proximity probe is used alone for making measurements
on machine types with small bearing housing motion and is a good indication of the shaft
dynamic motion. However, for machines with significant amplitudes of both.shaft and
housing vibration, the proximity probe is installed- in conjunction with a seismic
transducer on the bearing housin Both transducers measure in the same axis and have the
same reference,' the bearing housing.
The basic functions of the dual probe assembly and interconnected components
are shown in figure 4.1 1. Here the relative motion of the shaft is considered to be in
phase with the case motion. The proximity probe measures shaft motion displacement
relative to its mounted location, e.g. the machine case or bearing housing. The velocity
seismic probe produces a case bearing housing velocity signal. The velocity signal is
integrated to displacement and the amplitude and phase are corrected for lower
frequencies. Then, the relative probe and seismic displacement signals are summed
vectorially to produce a measurement of the, shaft absolute motion.
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 64
Fig: 4.11 DUAL PROBE FUNCTIONAL DIAGROM
The dual probe assembly provides the following information
1. Shaft absolute dynamic motion
2. Shaft dynamic motion relative to the bearing housing, including slow roll
data
3 Bearing housing absolute motion
4. Shaft average radial position within the bearing clearance ( relative to the
bearing center)
Shaft riders directly contact the shaft causing wear between shaft rider tip and the
shaft. It must be located in a lubricated area which usually means going through ;i
bearing. The shaft rider is susceptible to oil whip' and has poor frequency response (good
from 10 to 120 Hz). Due to moving parts and direct contact, sticking, slip bounce, and
chatter can occur which may give erroneous readings. These factors make it difficult to
calibrate a shaft rider system.
PAGE 65
Proximity sensors do not contact the shaft surface at all, but obtain a reading about
0.050 inch from the surface by transmitting and receiving a magnetic filed and getting its
measurements from the field intensity which is 'proportional to gap distance. ' There are
no moving parts (except the seismic sensor for absolute measurement) providing
excellent reliability and no wear. Accuracy and sensitivity are good upto 5 KHz.
PAGE 66
PDF created with pdfFactory Pro trial version www.pdffactory.com
5. VIBRATION ANALYSIS
5.0 INTRODUCTION
Vibrations are motions of components or machinery parts, which is very small and
perform oscillations quite fast. Such phenomenon is called dynamic motion. The
measurement of dynamic phenomena is not so easy. This measurement is made possible
by converting the mechanical parameter into electrical voltage with the help of
transducers with good linearity. The electrical voltages generated by the transducers are
called signals.' These signals can be measured easily and calibration is made possible to
determine the value of mechanical parameter from the electrical voltages. With help of
these signals two important basic purpose are served viz.
* Precise measurement of the level or measurement of the parameter with high
resolufion.
* Measurement of rapidity i.e. frequency of oscillation.
The purpose of signal analysis is to measure frequency contained in it. This has
become possible because of advancement in electronic instrumentation.
5.1 SIGNAL ANALYSIS
There are several sources of forced excitations acting on the rotor, bearing etc.,
during operation of the rotating machinery. The dynwnic forces are defined by means of
their frequency, amplitude and phase. The machine produces response of these forces
depending on its dynamic characteristics. This response (i.e. time domain measurement);
is generally measured by transducers such as accelerometers, velocity pickups etc. The
most convenient
PAGE 67
location of measuring the response signals is the bearing caps. The signals (i.e.
acceleration or velocity signals) may have several frequency components. In general,
signal analysis performed by a spectrum analyser indicates the manner in which, signal
energy is distributed as a function of frequency. This technique is extremely important
because frequency characteristics of vibration signals are generally more revealing than
the domain characteristics. Typical time domain signal and its frequency domain
spectrum are shown,in Fig.5. I. The spectrum analysis of the response signals forms the
basis of signature analysis.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Fig: 5.1 THE TIME DIDMINE AND FREQUENCY DOMINE SPECTRUM
Signature analysis is a technique based on analyzed frequency spectrum of
vibration signals collected !tom the operating machine to determine the i) condition of the
machine and ii) to diagnose the.cause of the fault.
PAGE 68
5.1.1. CONDITION OF THE MACHINE
This is primarily to monitor the health of the machine. To assess the condition of
the machine a better approach is to know the vibration signature of the machine when it is
healthy. This healthy machine vibration signature is taken as a base line. During
operation t',ie condition of the machine deteriorates. This results in vibration signature
deviation from the base line signatures. It is required to compare the vibration signatures
over a period of time of machine operation with the established base line signature. A
skilled engineer can then easily realize when maintenance is required in order to avoid
catastrophic failure. This is a successful technique and if applied properly can save lakhs
of rupees.
5.1.2 FAULT DIAGNOSIS
The nature of fault can be directly related to the distribution of energy of the
vibration signal among various harmonics of frequency. The vibration of rotating
machinery contain synchronous (i.e. lx) frequency (i.e. frequency of rotation) and its
PDF created with pdfFactory Pro trial version www.pdffactory.com
higher harmonics (such as 2x, 3x etc.) and sub~harmonics (suph as 0.5 x). Table5.1
gives the cause of vibration and their @equency relations.
5.2 VIBRATION ANALYSIS SYSTEM
The various functional elements of vibration analysis s@tem are shown in figure
5.2. A portable vibration meter with a transducer is widely used to get the RMS value of
the signal. The charge amplifier has high impedance at its input and low impedance at its
output. The integrators are used in case the output reading is required to be proportional
to velocity or displacement. The voltage signal is then applied to a detector for giving
RMS value, which squares. averages and find out the square root of the voltage signal
which is
PAGE 69
indicated as the RMS value of the signal. The RMS value of the signal, especially of the
velocity signal, gives a useful indication about the health or condition of a machine.
ACCELERO CHAARGE INTEGRATORSVOLTAGE
METER AAMPLIFIER
SIGNAL
SQUARING AVERAGING SQUARE VIBRATION
ROOT METER
Fig: 5.2 RMS VALUE OF SIGNAL AS SEEN ON VIBROMETER
5.2.1 FREQUENCY ANALYSIS
In vibration analysis, it is more convenient to work in the frequency domain rather
than in the time domain. Often , the time domain signal gives too much information in an
unintelligible form. Conversion of the signal to the frequency dom- ain makes the
interpretation of data contained by it much simpler. This has led to the idea of frequency
analysis, where the amplitude against time signals is converted to one of amplitude
against frequency. It has become one of the most important toojs in vibration
measurement, The object of frequency analysis is to break down a complex signal into its
components at
The role of frequency analysis is to provide useful information or data about a
machine from its vibration signals. These signals representing the machine's vibratory
PDF created with pdfFactory Pro trial version www.pdffactory.com
motion are complex in nature and are composed of many frequencies at different
amplitudes related to the forces being generated by
PAGE 70
various components of the machine. Since the design characteristics of the machine
permit us to calculate forcing frequencies associated with the machine at various speeds,
processmg in the frequency domain gives us convenient relationships to use in the
interpretation of the data.
Filters are used in measurements of frequency spectrum components. They have
the ability to exclude all frequencies 1 other than those in a limited range around their
"centre frequency".
There are two basic types of filters used for the frequency analysis: the constant
bandwidth type filter, where the filter is a constant absolute bandwidth and the constant
percentage bandwidth filter where the filter bandwidth is a constant percentage of the
tuned centre frequency.
Constant bandwidth analysis gives better frequency resolution at high frequencies
and when plotted on a linear frequency scale is particularly valuable for sorting out
harmonic, patterns etc.
Constant percentage bandwidth analysis tends to match the natural response of
mechanical systems to forced vibrations, and allows a wide frequency range to be plotted
on a compact chart.
Two special classes of constant percentage bandwidth filters octave and third octave
are widely used. The octave filters have a bandwidth such that the upper limiting
frequency of the pass band is always twice the lower limiting frequency, resulting in a
band@idth of 70.7%. Third octave filters are obtained by dividing each octave band into
three geometrically equal sub-sections. The percentage of bandwidth of third octave
filter is 23. 1 %. Commercially available frequency analysis has percentage band width as
low as 3% or still lower in the case of more sophisticated instruments.
PAGE 71
5.2.2 HOW FREQUENCY ANALYSIS IS DONE:
Frequency analysis of vibration signals will involve the basic functions of
filtering, detecting, and displaying of the data (figure 3.4).
PDF created with pdfFactory Pro trial version www.pdffactory.com
SIGNAL IN FILTER DETECTOR RECORDER
Fig: 3.4 METHOD FOR FREQUENCY ANALYSIS
These functions may be accomplished using analog techniques, digital techniques,
or a combination of the two. Digital techniques offer many advantages including
decreased processing time required, ease of performing various operations, high
resolution and good repeatability. The type of filtering used classifies the processing
systems.
Many signal processing techniques and methods are conducive to machinery vibration
analysis. Although most signals will be stationary and periodic in nature, many of the
techniques are applicable to non-stationary signals as well. Primarily, most processing
for machinery vibration analysis work is based on the Fourier Analysis concept or the
representation of a complex waveform in tenns of its various frequency components.
Such processing will permit one to analyze the vibration amplitudes (displacement,
velocity, and acceleration) at specific frequencies. This concept and its many variations
have given us frequency analysis methods, which are utilized extensively in today's
machinery vibration analysis work.
5.3 PROCEDURE FOR SOLVING VIBRATION PROBLEMS
Experience leads to the conclusion that the major task in solving, machine
vibration problems is to identify the specific problem or cause of vibration.
PAGE 72
Once this has been done, the solution of the problem is often straightforward. Of
course, there are some cases of inherently poor machine design, where there is no
practical way to correct the problem, short of replacing the equipment. The only
approach to this situation is to obtain a clear definition of the problem (or machine
deficiency) and how this causes the vibration. Operating conditions must then be
adjusted to accommodate the limitations of the machine, one can often safely "live with
the proble@', having done this.
5.3.1 DATA TO DEFINE THE PROBLEMS.
PDF created with pdfFactory Pro trial version www.pdffactory.com
The first step towards defining the problem is to marshal the evidence. that
indicates the presence of a problem. Presumably the problem came into being only
recently, what were the attendant circumstances, and what coincident changes occurred in
monitored operating variables. Some of these data which should be gathered and studied
are listed below:
a) Charts from recording vibration monitors, or plots of daily or periodic log-
sheet readings of such monitor and any evidence, which indicates whether
the vibration increased gradually or suddenly.
b) A "profile" sketch of vibration readings, indicating the amplitudes at all
monitored locations, or at all points where readings were taken with
portable instruments.
c) Recent history of bearing and oil temperatures, and condition of the oil
supply and scavenging system.
d) Statements,from operating personnel about changes in audible noise level
or character.
e) History of deliberate changes in the process (i.e., load, rotational speed,
process fluid flow rate, pressure and temperatures) for the period
immediately before and after the problem first arose.
PAGE 73
f) History of dependent performance parameters over the swne period,
indicating deterioration of process performance.
5.3.2 LONG TERM HISTORY OF THE MACHINE:
Next, one should review the earlier history of the individual machine, from both
operating and maintenance aspects. It include the following.
a. Were there difficulties during installation or initial start-up? What was the
nature of these difficulties? Could they be reappearing to cause the present
problem and were they ever really solved at the beginning of operation?
b. Is there a history of previous failures? Were these of consistent nature, or
randomly different?
c. How long has the machine run since the last outage or failure?
d. Has the performance of the machine varied over a long-term cycle?
PDF created with pdfFactory Pro trial version www.pdffactory.com
e. What components have been repaired, replaced, and which components are
known to be in worn or damaged condition.
f. Has there been heavy construction activity or vehicle traffic in the immediate
area, which,might have affected foundation or alignment?
g. Is a vibration signature analysis available, which was taken when the machine
was known to be in good condition and running well?
h. Are the results of a critical speed and unbalance response analysis avai
lable'for the rotor-bearing system.
Close scrutiny of the data arrayed above can some times identify a problble cause
for vibration, or at least offer guidance for further investigation.
As an example, consider the actual case of a steam turbine driving a compressor
supply' ing process air. The unit had been operating satisfactorily for over 1 5 years. For
some unknown reason the vibration amplitude increase to the
PAGE 74
point where an oil pressure gage connection failed, causing a fire and requiring shut
down. The turbine was overhauled, the rotor rebalanced, the bearings replaced, the unit
was put back on line, and still vibrated excessively. Vibration signature data taken at
constant running speed revealed no apparent cause, only the fact that the rotor appeared
to be out of balance. This was disputed by the fact that it had just returned from overhaul
and rebalancing.
The problem was finally identified when process operations allowed the unit to be
taken off line again, vibrations data were then recor ded over the complete speed range,
from start up to just under trip speed. A tracking filter plot mode from the data clearly
defined a critical speed within the operating stage.
It also cwne to light that the throughput of the process had been reduced at the
time the vibration started, due to reduced capacity of downstrewn equipment. This had
required the compressor and turbine to operate at a lower . During the previous 15 years
period, the turbine had been running above this critical, basically a low vibration
condition. The new, lower operating speed coincided with the critical, where vibration
wnplitude was much more sensitive to small amounts of rotor unbalance.
Once this problem had been identified, compensating measure was put into effect.
There were economic arguments against modifying the turbine to shift the critical speed.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Therefore, more stringent balancing procedures and tolerances were instituted to
eliminate dynamic unbalance and reduce bending moments due to residual unbalance in
the turbine disk. Also, the operating speed was shifted as much as the process would
allow.
PAGE 75
The point of this example is that a review of recent operating changes, together
with some knowledge of the critical speed, would have allowed almost immediate
identification of this problem.
5.3.3 FIELD MEASUREMENT ANALYSIS PROCEDURES:
If the problem has manifested itself through vibration while the machine is still
operating, rather than by structural failure, the lower frequency components of vibration
will probably tell the story. If the problem centers more on performance deterioration or
change in audible noise, the higher frequency components may prove more informative.
Portable vibration meters with tunable band pass filters are frequently adequate, to
narrow down the range of possible cause. If the predominant amplitude occurs at sub-
rotational frequency, for instance, bearing instability should immediately be suspected. If
rotational frequency dominates, then some form of unbalance response problem is
probably involved. Amplitude and frequency measurements should be made on the
bearing caps'. If proximityprobe monitors are installed, the raw data signal should either
be observed on an oscilloscope or put through a band pass filter to identify the major
frequency.
If rotational frequency is the dominant component, further measurements with the
portable meter may help to identify the problem. Determine the end-toend phase
relationship at the two bearings. This can be done if the meter has a strobe light
(normally used for balancing) or with proximity probes by using an oscilloscope.
The tracking filter plot is one of the most informative types of test data This can be
obtained by tape-recording signals from shaft proximity probes or bearing cap vibration
sensors while the machine is run through its entire specs
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 76
range. Transient tests of this nature will often reveal loose rotor parts, shifting balance
conditions, instabilities and other faults. It is strongly recommended that provision be
made for this type of test.
If the problem includes larger vibration amplitudes on the bearing caps, inadequate
stiffness of the pedestals or foundation may be contributing. It may help define the
problem if the deflection mode shape or profile of the pedestal structure is developed.
This can be done by measuring vibration amplitudes with a portable meter at several
locations on the structure at constant speed.
In some instances, it may be helpful to experimentally determine natural
frequencies of the rotor and pedestal supports by impact ringing or "bang" tests.
Finally, a broad band signature analysis may reveal defective conditions,, which
cause or contribute to the problem.
Table 5.1 presents a list of typical operating faults, possible causes, and corrective
actions, which might be taken.
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 77
Table 5.1
MAACHINERY VIBRATION DIAGNOSTIC GUIDE
Disturbing Phase Angle
Probable source Frequency Dominant Plane Relationship Amplitude
1 2 3 4 5
UNBALANCE :
1. Mass imbalance 1x rotor speed Radial (Axial is Force in phase Steady
higher on over- (90o)
hung rotors)
o
2. Bent Shft 1xrpm(2x rpm if Axial 180 out of Steady
bent at the phase axially
coupling)
3. Eccentric motor 1x rpm, 1x and 2x Radial N/A Steady
rotor line frequency
MISALIGNMENT
o
1. Parallel 1x,2x rpm Radial Radial - 180
out of phase
2. Angular 1x,2x rpm Axial Axials - 180o
out of phase
Steady
3. Both parallel and 1x,2x rpm Radial and axial Both radial
angular and axial will
o
be 180 out of
phase
ELECTRICALLY
INDUCED
1. All electrically 2x slip frequency Radial N/A Steady
caused problems can sidebands around
be isolated, i.e. 1x rpm, 1x and 2x
eliminated by cutting line frequency
the current to motor
2. Loose stator 2x line frequency Radial N/A High, steady
laminaations and high frequency
(60KCPM)
sidebands of 2x line
frequency
3. Broken rotor bar running speed with Radial N/A Steady
2x slip frequency
sidebands
4. Unbalanced coil or 2x line frequency Radial N/A Low, steady
phase resistance
5. Stator problems 2x line frequency Radial (can also N/A Steady
(heating, shorts) cause axial)
6. Loose iron 2x line frequency Radial N/A High, steady
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 78
DEFECTIVE
BEARINGS
1. Anti friction Early stages - 30 - Radial, except N/A Increase as
60KCPM depending higher axiaal on bearing de-
on size and speed thrust bearing grades, may
disappear
Late stages - high just
1x & multiple before
harmonics failure
2. Sleeve Early stages -sub - Radial Shaft Increases as
harmonics (may only proximity bearing
be noticeable on probe degrades.
shaft) orbits will
indicate
shaft position
& dynamic
charges
MECHANICAL
LOOSENESS
1. Bearings, 1x,2x and 3x Radial Varies with Steady
pedestals, etc. predominant type of
(non-rotating) may be upto 10x at looseness
lower
amplitude
2. Impellers, etc. 1x predominant, but Radial Will vary from Steady while
(rotating) may have harmonics start-up running, but
upto 10x at low levels to start-up will vary
from
start up to
start-up.
OPERATION
(process related)
1. Blade/vane pass No. of blades/vane Radial pre- N/A Fluctuating
x rpm dominant in the
direction of dis-
charge piping
2. Cavitation or Random broadband Radial N/A Fluctuating
starvation
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 79
DRIVE BELTS
1. Mis-matched, Many multiples of belt Radial, N/A May be
worn or stretched- frequency but 2x belt especially unsteady
also applies to frequency usually high in the with and
adjustable sheave dominant belts beating if a
applications. belt
frequency is
close to
driver or
driven
speed
2. Eccentric and/or 1x shaft speed Radial In-phase Steady
unbalanced
sheaves
3. Drive belt or 1x driver shaft Axial In-phase Steady
sheave
misalignment
4. Drive belt resonance belt resonance with Radial N/A May be
no relationship to unsteady
rotational speeds
RESONANCE Requires forcing Axial or radial A center hung Steady, but
funciton tom excite rotor baseline
its natural frequencies resonance will energy
display 180o functuations
out of phase depend on
bearing force and
relationships. damping
A component
within a
structure will
disphay phase
relationships
dependent
upon the
bending mode
excited.
INSTABILITY
1) Oil whirl 40 to 46 percent of Radial N/A Steady
running speed
2) Oil whip Sun-rotational and Radial N/A Steady
equal to shaft
resonance.
3) Rotor rub 50 percent of Radial N/A Steady
running speed and
half harmonics
PDF created with pdfFactory Pro trial version www.pdffactory.com
PAGE 80
GEARS
1) Transmission Gear mesh Radial for spur N/A Depends on
error (poorly frequency (gear rpm gears, axial for loadign,
finished tooth x no. of teeth) and helical or speed and
face) harmonics herringbone total
gears transmission
error.
2) Pitch line run out, 1x rpm and gear mesh Radial for spur N/A 1x rpm and
mass unbalanec, frequency with +,- gear gears, axial for mech.
misalignment or rpm side bands helical or Frequency
faulty tooth herringbone side bands
gears depend on
fault severity.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Vous aimerez peut-être aussi
- Advance VibrationDocument263 pagesAdvance VibrationSurya Pratap SinghPas encore d'évaluation
- Training Program On: WBPDCL SimulatorDocument30 pagesTraining Program On: WBPDCL SimulatorKuntal Satpathi100% (1)
- Basic Vibration Training For Engro EnergyDocument70 pagesBasic Vibration Training For Engro EnergyHesham IbrahemPas encore d'évaluation
- VIB Booklet ENDocument36 pagesVIB Booklet ENPetra HeutsPas encore d'évaluation
- CMVA Vibration Math FormulasDocument4 pagesCMVA Vibration Math Formulasyianisr5990Pas encore d'évaluation
- Vibration Monitoring System-3500 PDFDocument27 pagesVibration Monitoring System-3500 PDFer_sanjaypatel100% (1)
- Monitoring and Analysis of Machine VibrationDocument6 pagesMonitoring and Analysis of Machine VibrationAvinashPas encore d'évaluation
- SKF Low-Speed-Bearing-Monitoring - Oscar-Van-Dijk - BRCE2016 PDFDocument51 pagesSKF Low-Speed-Bearing-Monitoring - Oscar-Van-Dijk - BRCE2016 PDFErick OlavarriaPas encore d'évaluation
- GER4724 Torsional Dynamics PaperDocument16 pagesGER4724 Torsional Dynamics PaperBilal AllouhPas encore d'évaluation
- Sleeve Bearing Diagnostics R1Document75 pagesSleeve Bearing Diagnostics R1Daniel_Ali_bPas encore d'évaluation
- MH pgs0700Document15 pagesMH pgs0700Hamza Nouman100% (1)
- Fundamentals of VibrationDocument16 pagesFundamentals of VibrationhuliplayPas encore d'évaluation
- Vibration Analysis GuideDocument128 pagesVibration Analysis GuideJuan Jose Jimenez Gamez100% (1)
- Introduction To Vibration: R.Narasimha Swamy Senior ConsultantDocument43 pagesIntroduction To Vibration: R.Narasimha Swamy Senior Consultanthemanth45Pas encore d'évaluation
- 12 Types of Bearing DefectsDocument5 pages12 Types of Bearing Defectsjameel babooramPas encore d'évaluation
- Velocity Severity Velocity Range Limits and Machine Classes ISO Standard 10816-1Document1 pageVelocity Severity Velocity Range Limits and Machine Classes ISO Standard 10816-1Karthik VkPas encore d'évaluation
- CM3146 en FRF Testing-How Select Correct HammerDocument8 pagesCM3146 en FRF Testing-How Select Correct HammerLuisSilvaPas encore d'évaluation
- Valtek Noise Control PDFDocument32 pagesValtek Noise Control PDFSandeep Kumar Krishnaraj100% (1)
- Low Speed Fans Application Guide MiningDocument20 pagesLow Speed Fans Application Guide MiningsanthoshdonPas encore d'évaluation
- Acceleration Amplitude Demodulation IN Predictive MaintenanceDocument8 pagesAcceleration Amplitude Demodulation IN Predictive MaintenanceronfrendPas encore d'évaluation
- Ultrasound For Slow Speed Bearing Monitoring - RonTangen PDFDocument67 pagesUltrasound For Slow Speed Bearing Monitoring - RonTangen PDFaabejaroPas encore d'évaluation
- Isolator Selection GuideDocument30 pagesIsolator Selection GuideRaasik Jain100% (1)
- Principle of Acceleration SensorsDocument7 pagesPrinciple of Acceleration SensorsEr Vijay MamoriaPas encore d'évaluation
- Lubrication Guide - Ultrasonic Condition-Based LubricationDocument7 pagesLubrication Guide - Ultrasonic Condition-Based LubricationLLPas encore d'évaluation
- Resonance - : A Condition Where The Natural Freq. of A Part Matches With Exciting Freq. and Creates Large VibrationsDocument8 pagesResonance - : A Condition Where The Natural Freq. of A Part Matches With Exciting Freq. and Creates Large Vibrationsrashm006ranjanPas encore d'évaluation
- Basic Vibration Analysis - IDocument43 pagesBasic Vibration Analysis - Idhaval_trivedi_3Pas encore d'évaluation
- Basics of Vibration and Vibration MeasurementDocument38 pagesBasics of Vibration and Vibration MeasurementAnand Kumar100% (4)
- Nico International: Hazards Identification & Risk AssessmentDocument4 pagesNico International: Hazards Identification & Risk AssessmentkazishahPas encore d'évaluation
- 0076J1 (330500)Document47 pages0076J1 (330500)susealiPas encore d'évaluation
- Vibration MonitoringDocument67 pagesVibration MonitoringApurv Khandelwal100% (4)
- Advanced Vibration AnalysisDocument24 pagesAdvanced Vibration AnalysisM Hamza NadeemPas encore d'évaluation
- Coupling Failures in VFD Motor Fan: Torsional VibrationDocument15 pagesCoupling Failures in VFD Motor Fan: Torsional VibrationCairo Oil Refining Co.100% (1)
- BalancingDocument138 pagesBalancingJeinnerCastroPas encore d'évaluation
- Vibration Shaft Vs MotorDocument1 pageVibration Shaft Vs Motoralexmontell100% (1)
- Vibration Analysis For Machinery Health DiagnosisDocument12 pagesVibration Analysis For Machinery Health Diagnosiskoniks519Pas encore d'évaluation
- VIBRATION ANALYSIS FUNDAMENTALSDocument76 pagesVIBRATION ANALYSIS FUNDAMENTALSAbderrahim Abaray100% (4)
- Adre BrochureDocument12 pagesAdre BrochurenuestePas encore d'évaluation
- Vibration Sources Identification GuideDocument1 pageVibration Sources Identification GuideDTNgoPas encore d'évaluation
- Vibrasi AnalisisDocument72 pagesVibrasi AnalisisyogacruisePas encore d'évaluation
- Structural Health MonitoringD'EverandStructural Health MonitoringDaniel BalageasPas encore d'évaluation
- What Is VibrationDocument29 pagesWhat Is Vibrationravi_fdPas encore d'évaluation
- VibrationDocument24 pagesVibrationDaniel Codina100% (1)
- Vibration Basics All Machines, All Applications Have One Thing in CommonDocument24 pagesVibration Basics All Machines, All Applications Have One Thing in Commonvictor perdomoPas encore d'évaluation
- Vibration Analysis1Document63 pagesVibration Analysis1bibaswan gahanPas encore d'évaluation
- Vibration AnalysisDocument14 pagesVibration AnalysisHarish KumarPas encore d'évaluation
- Introduction To Machinery Vibration and Noise: Significance of Vibration CharacteristicDocument1 pageIntroduction To Machinery Vibration and Noise: Significance of Vibration CharacteristicVincent MartinezPas encore d'évaluation
- Introduction To Machinery Vibration and Noise: Significance of Vibration CharacteristicDocument1 pageIntroduction To Machinery Vibration and Noise: Significance of Vibration CharacteristicVincent MartinezPas encore d'évaluation
- A Review of Design of Shock Absorber Test RigDocument5 pagesA Review of Design of Shock Absorber Test Rigrahul.yerrawarPas encore d'évaluation
- Vibration AnalysisDocument28 pagesVibration AnalysisAshfaq Ahmed Khawer bhattiPas encore d'évaluation
- Vibration Lab Report Orville Thomas 2019Document15 pagesVibration Lab Report Orville Thomas 2019Orville ThomasPas encore d'évaluation
- Gas Engine - Vibration and NoiseDocument30 pagesGas Engine - Vibration and NoiseCamilo Andres Cardozo FajardoPas encore d'évaluation
- Meng331 Lab 2 12434Document18 pagesMeng331 Lab 2 12434Ahmad Mohammad Abu GabahPas encore d'évaluation
- MEASURING VIBRATION & DISPLACEMENTDocument6 pagesMEASURING VIBRATION & DISPLACEMENTSatPas encore d'évaluation
- Vibration and Shock IsolationDocument3 pagesVibration and Shock IsolationSaravanan.KPas encore d'évaluation
- MEE 411 Lecture Notes - Basic Concepts of VibrationsDocument5 pagesMEE 411 Lecture Notes - Basic Concepts of VibrationsProspect Teaches MathematicsPas encore d'évaluation
- Vibration Activity 1Document10 pagesVibration Activity 1Jim Lee LorenzoPas encore d'évaluation
- Machinery VibrationsDocument33 pagesMachinery VibrationsDanish AfrozPas encore d'évaluation
- Mechanical Vibration 2 Marks Questions With Answer: 1. What Is Meant by Vibrations?Document5 pagesMechanical Vibration 2 Marks Questions With Answer: 1. What Is Meant by Vibrations?Mahendra PathakPas encore d'évaluation
- What Is Vibration ?Document10 pagesWhat Is Vibration ?SatPas encore d'évaluation
- Mechanical VibrationDocument22 pagesMechanical VibrationrajeshkunuPas encore d'évaluation
- Static Excitation SystemDocument61 pagesStatic Excitation SystemSiva Kumar Tutika100% (8)
- Pump MaintenanceDocument83 pagesPump MaintenanceSiva Kumar Tutika100% (3)
- Fantastic Power Plant AuditDocument168 pagesFantastic Power Plant Audithussainjk100% (1)
- Power Plant Familiar Is at Ion V - IIIDocument164 pagesPower Plant Familiar Is at Ion V - IIISiva Kumar Tutika100% (2)
- Control & Inst - V-IDocument180 pagesControl & Inst - V-ISiva Kumar TutikaPas encore d'évaluation
- Ele Pro SysDocument167 pagesEle Pro SysSiva Kumar TutikaPas encore d'évaluation
- Power Plant Familiar Is at Ion V - IDocument125 pagesPower Plant Familiar Is at Ion V - ISiva Kumar TutikaPas encore d'évaluation
- How Steam is Generated and Circulated in BoilersDocument58 pagesHow Steam is Generated and Circulated in BoilersRahul Jawda80% (5)
- Control & Inst - v-IIDocument119 pagesControl & Inst - v-IISiva Kumar TutikaPas encore d'évaluation
- Emergency Operations Training GuideDocument62 pagesEmergency Operations Training Guideparveen164100% (1)
- UG NX6 Tutorial by R. Indira PriyadarshiniDocument19 pagesUG NX6 Tutorial by R. Indira Priyadarshiniindiraprasad12Pas encore d'évaluation
- Design Guideline For Hydraulic Fluid Cleanliness Applications - Rev-F - 03-2003Document24 pagesDesign Guideline For Hydraulic Fluid Cleanliness Applications - Rev-F - 03-2003Siva Kumar Tutika100% (1)
- Hydraulic Fluids and Lubricants TI Rev-G 11-2003Document48 pagesHydraulic Fluids and Lubricants TI Rev-G 11-2003Siva Kumar TutikaPas encore d'évaluation
- Sheetmetal TutorialDocument5 pagesSheetmetal TutorialramtcePas encore d'évaluation
- Steam TurbineDocument7 pagesSteam Turbinesaadharisnedian100% (3)
- The Cold Drawing of Amorphous Polyethylene Terephthalate: Department of Physics, University of Leeds, Leeds, UKDocument6 pagesThe Cold Drawing of Amorphous Polyethylene Terephthalate: Department of Physics, University of Leeds, Leeds, UKapi-3733260Pas encore d'évaluation
- Chem101 Courseoutline Spring 2012-13Document3 pagesChem101 Courseoutline Spring 2012-13emuphychemPas encore d'évaluation
- General Physics Week 2Document10 pagesGeneral Physics Week 2Velasco, Josiah M.Pas encore d'évaluation
- Chapter 6 Molecular SymmetryDocument57 pagesChapter 6 Molecular Symmetryrajesh971Pas encore d'évaluation
- Simpson TB 9-6625-2352-35 To Series 5 CalibrationDocument35 pagesSimpson TB 9-6625-2352-35 To Series 5 CalibrationbryanvdzPas encore d'évaluation
- Practical MYP 4 Speed of SoundDocument6 pagesPractical MYP 4 Speed of SoundPrasanna PatilPas encore d'évaluation
- Ph.D. Entrance Exam Results for Biomedical and Chemical EngineeringDocument25 pagesPh.D. Entrance Exam Results for Biomedical and Chemical Engineeringpatelsandip1989Pas encore d'évaluation
- Chapter 2 - Motion in One Dimension - Sec 1 - HW 1.2Document2 pagesChapter 2 - Motion in One Dimension - Sec 1 - HW 1.2Christian David Will100% (1)
- (Mario Paz (Auth.), Mario Paz Ph.D. (Eds.) )Document557 pages(Mario Paz (Auth.), Mario Paz Ph.D. (Eds.) )Joseph772100% (1)
- Rock Stress and Its Measurement Book PDFDocument124 pagesRock Stress and Its Measurement Book PDFG Shyam100% (2)
- 1TXH000115C0201 Technical+Sales+Guide+Overvoltage+Protection BRDocument43 pages1TXH000115C0201 Technical+Sales+Guide+Overvoltage+Protection BRSergio Aldo Enriquez LoriaPas encore d'évaluation
- Cálculos Previos: %E Valor Teórico Valor Experimental Valor Teórico X 100Document3 pagesCálculos Previos: %E Valor Teórico Valor Experimental Valor Teórico X 100Antonio GarciaPas encore d'évaluation
- Excitation Systems of Synchronous MachinesDocument15 pagesExcitation Systems of Synchronous Machinesspark_star100% (1)
- Code of Practice For Structural Use of Concrete - HK - 1987Document68 pagesCode of Practice For Structural Use of Concrete - HK - 1987nebojsadj6411100% (1)
- Intrinsic BreakdownDocument1 pageIntrinsic BreakdownHypnotic KnightPas encore d'évaluation
- Atoms Lesson PlanDocument5 pagesAtoms Lesson PlanCindirella Galos100% (1)
- 2030-Technology That Will Change The World PDFDocument304 pages2030-Technology That Will Change The World PDFLarbi L IsaacPas encore d'évaluation
- Data Sheet: Capacitor For Power ElectronicsDocument6 pagesData Sheet: Capacitor For Power Electronicsraza239Pas encore d'évaluation
- Components of Nuclear ReactorDocument17 pagesComponents of Nuclear ReactormrinalPas encore d'évaluation
- Stability Analysis of Twin Tunnels by Finite Element MethodDocument4 pagesStability Analysis of Twin Tunnels by Finite Element MethodsheeeepPas encore d'évaluation
- Physics Lab 2Document3 pagesPhysics Lab 2Rana BusPas encore d'évaluation
- Tutorial Work Power Efficiency AnswerDocument4 pagesTutorial Work Power Efficiency AnswerNicole Nicole100% (1)
- Motion and Force GlossaryDocument3 pagesMotion and Force GlossaryLi OliviaPas encore d'évaluation
- Dry Friction Lab SheetDocument5 pagesDry Friction Lab SheetzaimPas encore d'évaluation
- Bubble Cap Plate For Distillation ColumnDocument26 pagesBubble Cap Plate For Distillation Columnsanjukec100% (2)
- Eccentric loading stress calculationDocument5 pagesEccentric loading stress calculationconfederateyankeePas encore d'évaluation
- Current Gain Enhancement at High-Temperature Operation of Triple-Quantum-Well Heterojunction Bipolar Light-Emitting Transistor For Smart Thermal Sensor ApplicationDocument8 pagesCurrent Gain Enhancement at High-Temperature Operation of Triple-Quantum-Well Heterojunction Bipolar Light-Emitting Transistor For Smart Thermal Sensor Applicationsam rokPas encore d'évaluation
- Eee1004 Engineering-Electromagnetics Eth 1.1 39 Eee1004Document4 pagesEee1004 Engineering-Electromagnetics Eth 1.1 39 Eee1004Abhishek RajPas encore d'évaluation
- Liquefaction of GasesDocument21 pagesLiquefaction of GasesGreeat ChayranPas encore d'évaluation
- Work Power and Energy PDFDocument9 pagesWork Power and Energy PDFaratan jrPas encore d'évaluation