Académique Documents
Professionnel Documents
Culture Documents
Process Audit Check List
Transféré par
Anas NazriDescription originale:
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Process Audit Check List
Transféré par
Anas NazriDroits d'auteur :
Formats disponibles
Manufacturing Audit Guideline Manual
MAGM
First Issue Revision Prepared Approved
April 1996 Revision # C Gary Rechtin Lutz Schulte
Date: March 1999
This Manual is an official GKN Driveline publication and duplicates should not be made.
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A
Extra copies can be obtained via a GKN Driveline Line Company
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A
Contents:
Purpose
Field of Validity
Procedure
Related Standards
Table of Contents
Purpose: To verify that key manufacturing processes and components meet GKN Driveline and/or
customer requirements.
Field of Validity: This manual provides guidelines for auditing current and/or new processes and products
at GKN Driveline manufacturing plants, Joint Venture companies, and suppliers.
Procedure: The MAGM contains three audits – Process, Work Place and Product. They are
appropriate for use on new suppliers, product launch preparation, new or existing
processes, and new or existing products.
At the discretion of the auditing body, only individual sections, i.e. Section C – In-Process
Control or portions thereof, may be utilised for evaluation purposes, or to aid in problem
resolution.
Process audits are conducted utilising Sections A – H; Workplace audits – a subset of
sections B – E, G, and H as indicated on the bottom of each page of questions; Product
audits – Section I; Special audits – selected sections/questions from Sections A – H.
Related GKN Driveline Standards:
300001 Data Interpretation for Normal Distribution
300002 Process Control Charts for Variable Data
300004 Individual Moving Range: Control Charts
300005 Stability Control
300006 Capability Studies
300007 Measurement System Variation
300500 Traceability
320011 Symbols for Critical and Significant Characteristics
300100 FMEA in Driveline
300200 Process Flow and Control Plan
400000 Product Test Standards
600466 Record Retention
003000 Manage Suppliers
003052 Reasons for Rejection
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A
TABLE OF CONTENTS
1. AUDIT QUESTINS AND GUIDELINES
A Process Quality Planning 1
B Incoming Material 3
C In-process Control 5
D Inspection and Test 13
E Identification and Traceability 17
F Preventive and Corrective Action 19
G In-Process Handling 23
H Storage, Packaging, Preservation and Shipment 25
I Product Audit 27
2. APPENDICES:
I Process/Workplace Audit Report Summary Sheet 29
II Process/Workplace Audit Scoring Summary Sheet 30
III Process/Workplace Audit Scoring and Deficiency Report Sheet 31
IV Product Audit Measurement Report 43
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A
Guidelines and suggested areas to be addressed
A. PROCESS QUALITY PLANNING
1,2,3. Documentation which defines the process and product being audited should be available in a central
location, and should contain the following:
- Customer drawing or Contract - Control Plan*
- Process F.M.E.A* - Process flowchart*
- Initial sample documentation - Engineering change records
Where these documents specify or refer to any additional information, this should also be made
available. On this documentation, the part number and engineering level must be specified. The
auditor will review this documentation and decide about its adequacy. NOTE: The entire planning
documentation must be related to the same engineering level.
4. The critical and significant characteristics* should be identified on these documents according to the
GKN Driveline Standard or customer requirement. All critical and significant characteristics should be
monitored by SPC and also identified on these documents. When SPC is not used, the auditor will
evaluate the adequacy of the quality assurance practices.
5,6 The documentation should reflect any process changes. There should also be evidence of customer
approval for these changes.
7. Documentation supporting the initial sample approval should be available. It should contain the initial
sample certification, test and measurement results, gauge R & R studies for new gauges, and
Ppk\Cpk studies. This data should demonstrate the conformity of the product. A corrective action plan
(CAP) should be available for all non-conformities. The Initial Sample Inspection Report (ISIR) should
also reflect any engineering level change.
Related GKN Driveline Standards:*
320011 Symbols for Critical and Significant characteristics.
300200 Process Flow and Control Plan
300100 FMEA in Driveline
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 1 of 42
Question Notes Result
A. PROCESS QUALITY PLANNING
1. Are FMEA’s, Control Plans, and
Instruction sheets available, linked, and
complete (via cross-functional teams)
with proper approval.
2. Are all other documents available for
Quality Planning purposes?
3. Are all QP documents to the latest
engineering level?
4. Are Critical and Significant
characteristics identified on the control
plans and instruction sheets and
appropriately monitored?
5. Are process changes incorporated in
this documentation?
6. Is there evidence of customer approval
for process changes?
7. Is the Initial Sample file available,
complete, and approved by the
customer?
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 2 of 42
Guidelines and suggested areas to be addressed
B. INCOMING MATERIAL
1. The supplier should have a documented system for assuring the quality of incoming products,
consumables and services. The responsibilities for auditing or inspection of incoming goods must be
clearly defined by the work instructions.
2. There should be a list of approved suppliers available from which products, consumables and
services can be procured. This should be available for reference.
3. Incoming materials should be approved for production by initial sample pass-off. Records of the
inspections and subsequent approval should be available for inspection. This should include multiple
raw material sources (i.e. two different steel suppliers for one forging.)
4. Materials should be audited on a regular basis prior to use. A schedule should exist. (Ultimately, the
goal is to eliminate incoming inspection – material audits are an interim measure.)
5. Sampling plans should be employed to minimise the receiving inspection. The sampling plan
employed must be based on zero defect.
6. Supplier performance should be monitored using the information gathered from receiving inspection,
with feedback to the purchasing function. Sampling levels should be adjusted according to the
suppliers performance.
7. Conformance of the incoming materials should be monitored using statistical techniques such as SPC
and/or other records. Wherever possible suppliers shall supply initial process capability data in the
form of a Ppk study.
8. Records should be available so that all aspects of the part’s history can be easily examined.
9. A documented procedure for reaction to non-conforming products should exist whereby the rejected
materials can be bonded pending sort or returned to the supplier.
10. These procedures should also ensure that the supplier is promptly informed of any non-conformance
by issue of a concern notice*. A concern report* showing the corrective action plan must then be
submitted by the supplier and updated as appropriate until closure.
Related GKN Driveline Standards:*
003000 Manage Suppliers
003052 Reasons for Rejection
Concern Report
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 3 of 42
Question Notes Result
B. INCOMING MATERIAL
1. Have the responsibilities for the control
of incoming material been defined in
procedures and instructions?
2. Does the supplier have an approved
supplier list?
3. Are incoming materials approved for
production?
4. Are materials inspected prior to release
to production per documented
procedures?
5. Is a sampling plan used? If so, is it
based on a zero defect acceptance
criteria?
6. Is supplier performance monitored and
sampling levels adjusted as required?
7. Is the product conformance monitored
through submission of SPC data and/or
other records?
8. Do records detail the material history?
9. Is the reaction to non-conforming
products well defined?
10. Are suppliers informed in the event of a
non-conformance and is corrective
action feedback timely, appropriate,
implemented and effective?
(Work place audit: Items 3 – 10)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 4 of 42
Guidelines and suggested areas to be addressed
C. IN-PROCESS CONTROL
1. During the manufacturing process, capability should be established for all GKN Driveline and
customer designated critical and significant characteristics. Capability studies where applicable
should be conducted in line with the relevant GKN Driveline Standard.
2. Critical and significant characteristics* should be identified on all documents as specified by the
customer or as defined in the relevant GKN Driveline standard in all other cases.
3. It is essential that all customer Cpk criteria (where applicable) are met. In the absence of any
documented standard approved by the customer, the level of control should be based on the
capability of the process.
4. Documented Corrective Action Plans (CAPs) must be initiated for any process which fails to meet the
minimum acceptance criteria.
5,6. Control charts or other suitable means shall be used to monitor the process. All SPC charts should be
reviewed on a regular basis for proper charting techniques and then filed for reference purposes. A
procedure for the reaction to special cause variation should exist.
7. The use of mistake-proofing is encouraged.
8. Where mistake-proofs are in use they should be checked at periodic intervals to ensure correct
operation. These checks should be documented and be available for review at the point of use.
9,10. Instructions for process set-up inspection and routine maintenance should exist at each workstation.
Each sheet should contain at least identification of the part including part number and engineering
level, and characteristics to be controlled along with checking frequencies, sample size and gauging
requirements (or mistake-proofing when used). Instructions in case of non-conformity and the use of
SPC (interpretation of charts) should also be available. Process flow routes must be documented.
Any deviation from the defined route may require internal approval in addition to customer approval.
TPM (Total Productive Maintenance) schedules should be developed and evidence of adherence to
these schedules available. The auditor should satisfy him/herself that all inspections and
measurements are completed as required. The records available must show that the checks are
consistently carried out.
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 5 of 42
Question Notes Result
C. IN-PROCESS CONTROL
1. Has process capability been established
for all critical and significant features
and process parameters?
2. Do symbols appear on process
documents and equipment when critical
or significant features are present?
3. Do all these features meet GKN
Driveline and/or customer
requirements?
4. Do CAPs exist for all features which do
not meet GKN Driveline and/or
customer requirements?
5. Is process capability monitored, and are
all process records and charts current
and correctly completed?
6. Are SPC charts analysed for trends and
acted upon for continuous improvement
opportunities?
7. Where mistake-proofing devices are
used, do they function correctly?
8. Are verifications of mistake-proof device
operation carried out per established
schedules?
9. Are clear, concise work, inspection and
set-up instructions (including SPC and
TPM guidelines) available at the
workstation?
10. Are inspections and measurements
being performed according to the
instructions?
(Work place audit: Items 5, 7 – 10)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 6 of 42
Guidelines and suggested areas to be addressed
C. IN-PROCESS CONTROL (cont.)
11. Process parameters that can have a significant impact on part quality should be identified. They
include, but are not limited to machine feeds and speeds; induction hardening parameters such as
power, time, quench delay; and furnace settings such as time and temperature.
12. It should be evident, from documented procedures, who identifies these parameters, and who
approves them. Evidence should indicate that the process is followed.
13,14. If operators are expected to know, verify, or change any identified process parameters, then those
parameters should be available in the work area, and acceptable operating ranges should be clearly
stated.
15. Operators must understand which parameters they are required to set or verify, and what the
acceptable operating ranges are for those parameters.
16,17. If the specified operating range, as documented in work instructions, will not yield acceptable product,
the operator’s reaction should be clearly defined and understood. A review of the process should
indicate operator understanding and adherence to those reaction instructions.
18. If it becomes necessary to change any of the process parameter specifications, that process should
be defined, understood and followed. It should be possible to review objective evidence to
substantiate compliance with process change control requirements.
19. Auto feedback devices such as furnace temperature controllers must be identified and calibrated on a
routine basis.
20. When defined process parameters are out of control, operator reaction instructions must be clearly
defined, including how affected material will be reviewed and dispositioned.
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 7 of 42
Question Notes Result
11. Is there a process to identify critical
process parameters, i.e., feed rates,
speeds, power settings, temperature,
etc.
12. Is identification and approval of critical
process parameters documented? Is the
process proceduralised and followed?
13. If documented, are the parameters
readily available in the work area?
14. Are acceptable operating ranges (min,
max) for each parameter defined and
documented in the work area?
15. Are operators required to set or verify
these parameters; i.e. are operators
fully knowledgeable of the procedure,
requirements and acceptable operating
ranges?
16. Is it clearly defined what the operator’s
reaction must be if operating within the
acceptable parameter ranges will not
yield acceptable product?
17. Is there evidence that this ‘reaction’ is
actually practiced?
18. Within the work area, is process change
control defined, proceduralised,
understood, followed and effective?
19. Where process controls consist of auto-
feedback devices or controllers, are
they audited/
calibrated/under change control as
required?
20. Are reactions to out-of-control process
situations clearly defined, understood,
documented and practiced in the work
area?
(Work place audit: Items 11, 13 –20)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 8 of 42
Guidelines and suggested areas to be addressed
C. IN-PROCESS CONTROL (cont.)
21. When process parameters are important for achieving product quality and meeting drawing
specifications, they should be addressed in the PFMEA.
22, 23. Often, special training and/or certification is required of operators who will be operating identified
special processes. Objective evidence should be available where training on these special processes
is required; evidence of the training program itself, as well as certificates of completion or other
documented evidence of completion. Responsibility for execution and verification of these plans
should be defined.
24. Where appropriate, additional visual aids should be available to assist the operator in the decision
making process. These documents or physical samples should be periodically reviewed to ensure
continued validity and to check for degradation. These reviews should take place in a timely manner.
25. The authorisation for the start of production should be available. This may be by the signature of the
person responsible for the first part manufactured.
NOTE: Retention of the first-off part is not mandatory.
26. Clearly identified containers should be made available for both scrap and rework. All non-conformities
must be clearly identified and a decision between scrap or rework made. Quarantine area should be
available to store non-conforming parts and parts awaiting inspection. These areas must be lockable.
27. Analysis to determine causes and identify trends should be carried out.
28. Where non-conforming material requires rework, instructions outlining the approved rework
procedures should be available.
29. All reworked products should be audited for conformance following any rework operation. Critical and
significant characteristics should be assured prior to release.
30. The general manufacturing environment should be clean and well organised with specially designated
areas for tooling and part storage.
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 9 of 42
Question Notes Result
21. Does the current PFMEA identify and
address key process parameters?
22. Are operators of these “special process”
required to be formally trained and/or
certified? If so, are they?
23. Is there a documented, up-to-date
training/certification plan for these
operators? Is the responsibility for
executing/verifying these plans defined?
24. Are visual aids utilised to communicate
acceptable/unacceptable standards in
the case of visual inspections?
25. Is first piece inspection carried out and
documented?
26. Are all non-conforming parts clearly
identified, documented and controlled?
27. Are causes of scrap/rework analysed
and CAPs formulated and
implemented?
28. Are rework methods documented and
approved?
29. Is rework on critical/significant
characteristics assured?
30. Are the work areas clean, well lighted,
organised, and ergonomic?
(Work place audit: Items 24 – 26, 28 – 30)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 10 of 42
Guidelines and suggested areas to be addressed
C. IN-PROCESS CONTROL (cont.)
31. Communications across shifts is important and is encouraged. While numerous techniques are
available to accomplish this, some type of effective communication system is needed.
32. Well defined and operated manufacturing processes are necessary in order to meet customer
requirements. This section is intended to explore that customer requirements regarding quantities
quoted can be met.
Related GKN Driveline Standards:*
300001 Data Interpretation for Normal distribution
300002 Process Control Charts for Variable data
300004 Individual Moving Range: Control charts
300005 Stability Control
300006 Capability Studies
320011 Symbols for Critical and Significant characteristics
003000 Manage Suppliers
003052 Reasons for Rejection
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 11 of 42
Question Notes Result
31. Is there evidence of effective
communication across shifts; i.e. log
books, departmental meetings?
32. Does the process output meet customer
schedule requirements (e.g. takt time)?
(Work place audit: Items 31 – 32)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 12 of 42
Guidelines and suggested areas to be addressed
D. INSPECTION AND TEST
1. Documentation must exist which describes all test procedures and frequencies.
2. The test equipment available should fulfil the test requirements defined by the relevant GKN Driveline
standard* (or customer standard). Evidence of compliance to requirements in terms of size, accuracy,
repeatability etc. should also be available, eg: Calibration certificate.
3. All inspection, measurement and test equipment must reside within the company calibration system
and be traceable to national standards. A list of all equipment available of this type within the
company should exist.
4. All test rigs must be uniquely identified and this must be referred to in the test specification. All
gauges and inspection equipment should be correctly identified within the calibration system and
show the next calibration due date. Correlation with physical identification has to be determined.
5. It should be clear that the test rig is free for use and that calibration has been carried out. The method
of calibration should also be described and its frequency defined. Generally, most test equipment will
contain gauges of some description (dial indicators for instance). These items should be treated in the
same manner as any gauge on the shop floor. Equipment should not be used when out of calibration
(either for overdue date or as a result of the calibration itself.
6. Repeatability and reproducibility (R & R) studies* should be carried out on inspection, test and
measuring equipment per procedures or Driveline requirements.
7. All tests should be carried out under reproducible conditions in order to support stable test. Therefore
conditions such as temperature, air humidity and cleanliness should be controlled where required.
8. Specially trained personnel should be available to operate complex test equipment. Test rigs should
be treated as any other item of equipment and should therefore be subject to a routine maintenance
(TPM) schedule.
NOTE: Where test schedules have been mutually agreed with the customer they should be rigorously
maintained, with test results submitted to the customer where required. In situations where a rig is
utilised to test a specific customer’s product then an instruction which identifies any critical and
significant characteristics should be present.
Action should also be taken to ensure that the test samples taken are representative of the batch from
which they were selected. Once tested, all samples should be stored in such a manner that they are
protected from subsequent deterioration.
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 13 of 42
Question Notes Result
D. INSPECTION AND TEST
1. Do in-process operating instructions
and test schedules exist?
2. Is all required inspection and test
equipment available and utilised for the
relevant GKN Driveline/Customer
standard?
3. Are all required inspection, test
equipment, and fixtures within the
calibration system?
4. Is each item of inspection, test
equipment and fixtures correctly and
uniquely identified (including next
calibration date) within the calibration
system?
5. Is there evidence that the in-process
routine calibration of test rigs (and
ancillary equipment) has been carried
out to schedule?
6. Is there evidence of Gauge R & R
having been completed, including
corrective action plans where minimum
acceptance standards have not been
met?
7. Is the environment in which tests are
performed appropriate?
8. Is there evidence of proper handling of
test equipment?
(Work place audit: Items 1 – 5, 7 – 8)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 14 of 42
Guidelines and suggested areas to be addressed
9. All gauges and equipment defined on the process inspection sheet must be available at the
workstation (except in the case of specialised equipment).
10. Every effort must be made to protect inspection, measuring and test equipment from damage and
maintain it in god working order. Specialised storage facilities for gauges and set-up pieces should be
provided at the workstation. TPM schedules should exist where applicable.
Related GKN Driveline Standards:*
300007 Measurement system variation study for gauges
400000 Product test standards
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 15 of 42
Question Notes Result
9. Are the correct gauges and inspection
devices as detailed on the instructions
available?
10. Is all measuring and test equipment in
good working order?
(Work place audit: Items 9 – 10)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 16 of 42
Guidelines and suggested areas to be addressed
E. IDENTIFICATION & TRACEABILITY
1. The product should be identified throughout the entire process with its corresponding label. The label
should be clearly visible throughout all operations. It is recommended that barcoded labels
(eg Odette, Galia) are used for incoming and outgoing materials. Each label should be properly
completed and show the part number and current engineering level for the part.
All work arriving at and departing the workstation must be clearly identified. However this requirement
is waived where automated or continuous flow handling systems are employed.
2. Some form of periodic review of the manufacturing and administrative areas should take place to
identify and disposition unidentified material and containers. Application of techniques such as 5S are
encouraged.
3,4. A route card should be available specifying all the operations to be carried out. This sheet must be in
accordance with the process flowchart and quality planning documentation.
5,6. The operator should indicate on the route card the current inspection or processing status of the
batch. All non-conformities must be clearly identified and a decision between scrap or rework made.
Quarantine areas should be available to store non-conforming parts and parts awaiting inspection.
These areas must be lockable.
7. All parts should be identified with a traceability* number to enable the past history of parts to be
investigated if necessary.
8. Records of all tests and inspections carried out should be retained for future reference in line with the
relevant GKN Driveline Standard*. Procedures should exist which describe how these records are
kept and managed. A system for using these records to highlight improvement opportunities should
also exist.
The auditor should satisfy him/herself that all inspections and measurements are completed as
required. The records available must show that the checks are consistently carried out.
9. Incoming parts and raw materials must be identified throughout all manufacturing processes in
addition to the product itself. The use of bar code labels for incoming material is encouraged.
10. Rework processes may require special handling and identification of reworked material. That process,
including identification requirements, must be documented and followed.
Related GKN Driveline Standards:*
300500 Traceability
600466 Record retention
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 17 of 42
Question Notes Result
E. IDENTIFICATION AND
TRACEABILITY
1. Are parts correctly identified throughout
the entire processing route, including
storage?
2. Is there a technique defined (e.g. 5S, or
housekeeping audits) to check for
unidentified material, containers, loose
parts, etc., in the facility?
3. Does the route card show all the
operations which need to be performed
and is it to the proper revision level?
4. Does this card reflect the sequence of
manufacture?
5. Where required, is the route card filled
out completely?
6. Is the current inspection and processing
status of products shown via material
identification tags, shop papers, or
location; i.e., quarantine areas?
7. Is traceability of critical and significant
characteristics assured?
8. Are record retention periods in
accordance with the relevant GKN
Driveline standard implemented and
followed?
9. Are raw materials and parts identified to
allow traceability to the subcontractors
process?
10. Is the process for identification and
handling of reworked material
documented and followed?
(Work place audit: Items 1, 3 – 7, 9)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 18 of 42
Guidelines and suggested areas to be addressed
F. PREVENTIVE AND CORRECTIVE ACTION
1,2. Except when specific actions are requested by the customer, GKN Driveline requirements must be
followed and concern reports* should be issued to the customer in all cases of non-conformance,
following receipt and analysis of non-conforming material.
3. Maximum delays which should be experienced by the customer are by agreement between customer
and supplier as follows:
- 24 hours for containment action.
- 5 days for root cause and corrective action definition, or a detailed timing plan
- 100 days – review of progress and effectiveness of the corrective action plan
NOTE: This delay may be longer depending on root cause analysis. In such cases all plans must be
communicated to and agreed by the customer. This plan must include the target implementation date
for the definitive countermeasure (and outline any investment required).
4. Where containment actions are implemented it is important to check if they are followed by
permanent corrective actions. The containment actions taken should ensure that the customer is
protected from receiving non-conforming product until suitable corrective action is implemented.
5. If the corrective actions are effective then there should be no repeat concerns for the audited process.
Where concerns have occurred more than once, then the owner of the concern should understand
why the complaint has recurred.
6. A check should also be made to confirm that the countermeasures are in place. Evidence should be
available that the CAPs are satisfying the customer requirements. A method of monitoring customer
satisfaction should be used.
7. It is also necessary to ensure that the CAP has been successful by having a monitor/survey period
following implementation.
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 19 of 42
Question Notes Result
F. PREVENTIVE AND CORRECTIVE
ACTION.
1. Is there an effective method used to
process parts which have been rejected
and returned by the customer such that
root cause analysis and corrective
actions are determined?
2. Do all instances of non-conforming
material reported in the last 12 months
have concern reports issued and CAPs
raised against them?
3. Have the responses been made tot he
customer as per GKN Driveline (or
customer) requirements?
4. Are containment actions implemented
and effective where necessary?
5. Have any repeat concerns been
reported within the last 24 months?
6. Do all concerns issued within the last 12
months have a permanent
countermeasure planned or
implemented?
7. Are CAPs monitored for effectiveness?
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 20 of 42
Guidelines and suggested areas to be addressed
F. PREVENTIVE AND CORRECTIVE ACTION
8,9,10,11.. Once it has been determined that CAPs are effective, application of the CAP methodology should
be applied to similar processes. Although this is one form of preventive action, other techniques
can be even more effective; such as the use of deviations, audit results, quality records, etc., to
identify opportunities for application of preventive actions. This process should be defined and
documented. The effectiveness of preventive actions should be determined. Management should
periodically review this information.
12. Following GKN Driveline Quality Policy, the objective is to eliminate rework in all operations.
However, in certain cases rework can be exceptionally authorised through management
agreement with the customer. A written deviation describing the process is then issued.
Related GKN Driveline Standards:*
300030 form 2 Concern Report
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 21 of 42
Question Notes Result
8. Are corrective actions applied to similar
processes?
9. Does a written procedure exist defining
the preventive action process, including
sources of information?
10. Is preventive action effectiveness
determined?
11. Does management periodically review
preventive actions taken?
12. Where rework has been authorised,
have customer approvals been obtained
as required per documented internal or
customer requirements?
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 22 of 42
Guidelines and suggested areas to be addressed
G. IN-PROCESS HANDLING
1. In-process handling methods should be adequate to maintain product quality (no damage or
contamination) during all stages of manufacture from incoming material to outgoing product.
2. Documented procedures shall be established which indicate the planned process route(s) including
any special handling requirements. This documentation should clearly define the responsibilities for
handling at any given point of the processing route. These procedures should be verified periodically.
3. The handling procedures must be readily available to the workforce at the point of use.
4. There should be clear evidence of in-process handling having been considered during the quality
planning stage. Handling should be considered in the process FMEA or other documentation. This
must consider customer denoted critical/significant (and FMEA highlighted) features.
5. Employee involvement towards the development and improvement of the In-process handling should
be evidenced by suggestion schemes and the use of cross-functional teams.
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 23 of 42
Question Notes Result
G. IN-PROCESS HANDLING
1. Are the handling methods employed
adequate to maintain quality?
2. Do documented procedures reflect a
commitment to good handling?
3. Are the handling procedures readily
accessible?
4. Does the PFMEA consider handling
where critical and significant features
could be impacted?
5. Is there evidence of a proactive
approach towards handling issues?
(Work place audit: Items 1, 3, 5)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 24 of 42
Guidelines and suggested areas to be addressed
H. STORAGE, PACKAGING, PRESERVATION AND SHIPMENT
1. The supplier shall provide packaging methods which will maintain product quality (and materials
used) during subsequent storage and shipping and delivery. All packaging methods should be
formally agreed between supplier and customer during the initial stages of the contract. Any changes
to this agreement should be communicated to all affected parties.
2. Documented specifications/guidelines will be established which indicate not only the correct manner
of packaging but also customer labelling and identification requirements.
3. This documentation should clearly identify the responsibility for the packaging of the product.
4. The use of visual means of communication is encouraged.
5. All packaging specifications must be regularly reviewed to ensure continued compliance to customer
requirements and to identify improvement opportunities.
6. The storage conditions for packaging materials must also be controlled as these may have an
adverse affect on the quality of products contained within.
7. Storage conditions should be considered particularly with regard to temperature and humidity.
8. First in first out (FIFO) methods should be used to ensure that materials/products do not spend
excessive periods of time in storage, with risk of deterioration that this entails.
9. Training specific to packaging/storage methods should be given to the workforce.
10. The operatives should be encouraged to develop and continuously improve packaging methods.
11. The method of transit between supplier and customer should be agreed beforehand and documented.
12. The auditor should verify that the agreed method of transit is utilised and effective.
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 25 of 42
Question Notes Result
H. STORAGE, PACKAGING,
PRESERVATION AND SHIPMENT
1. Has the method of packaging
implemented been agreed to by the
customer?
2. Are packaging specification/guidelines
available to the workforce?
3. Do these specifications clearly identify
the responsibility for packaging?
4. Do these specifications make use of
graphics or photographs to indicate
correct and incorrect packaging
methods?
5. Are the specifications reviewed on a
regular basis?
6. Are the packaging materials adequately
protected against deterioration before
use?
7. Are environmental conditions controlled
to assure the quality of the stored parts?
8. Is the First in First out (FIFO) method
used to ensure stock rotation?
9. Are employees trained in the methods
of packaging product?
10. Is there evidence that workers have an
active role in determining packaging?
11. Is the method of transit documented
and agreed to by the shipping
contractor?
12. Is the agreed method utilised and
effective?
(Work place audit: Items 2 – 4, 6 – 8)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 26 of 42
Guidelines and suggested areas to be addressed
I. PRODUCT AUDIT
1. Product audits should be performed on
- new products
- changed processes
- products ready for shipment
- as a means to verify process output at GKN Driveline and/or supplier facilities
- when specified by a customer
2. Audits are performed by reviewing product and/or process drawings and identifying key in-process
characteristics, or drawing specifications. Key characteristics and/or specifications are recorded on
the form in Section IV. Six components are then selected at random, measured on appropriate
equipment, and the results recorded in the spaces provided. The scoring calculation is defined on the
form. Scores of less than 100% should cause initiation of an investigation and corrective action
process.
3. Typical areas of investigation may include the process, the design, gauging, test equipment, operator
instructions, and operator knowledge and adherence to requirements.
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 27 of 42
APPENDICES
I Process/Workplace Audit Report Summary Sheet 29
II Process/Workplace Audit Scoring Summary Sheet 30
III Process/Workplace Audit Scoring and Deficiency Report Sheet 31
IV Product Audit Measurement Report 43
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 28 of 42
GKN
PROCESS/WORKPLACE Driveline
AUDIT REPORT Company:
Page 1 of
Summary Sheet
Company/Supplier/Department Audit No:
Company Certifications: Date:
Contact: Customer
Address: Product:
Process:
Scope:
Telephone:
Fax No:
Supplier
REASON FOR
Initial Audit of New Supplier New Product or Process
Modified Product Audit of Existing Product/Process
Modified Process Re-Audit Other
Deficiencies YES NO
Assistance
RESPONSE TO AUDIT REPORT REQUIRED BY:
Follow-up Audit YES NO Date
Names Signatures
GKN Auditor(s)
Name Signature
Company/Supplier
Representative
Position
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 29 of 42
GKN
PROCESS/WORKPLACE Driveline
AUDIT REPORT Company:
Page 1 of
Summary Sheet
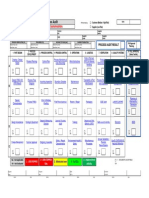
Questions Used Score # of
QUESTIONNAIRE SECTION Concerns
# Process Audit Max # Work Place Audit Max %
A Process Quality Planning 7 0
B Incoming Material 10 8
C In-process Control 32 22
D Inspection and Test 10 9
E Identification and Traceability 10 7
F Preventive and Corrective Action 12 0
G In-process Handling 5 3
H Storage, Packaging, Preservation, Shipment 12 6
TOTAL # of Concerns
SCORING: -0- Points for no evidence of compliance
AUDIT SCORE = -1- Point for partial system or partial implementation
-2- Points for complete compliance
Total Points Achieved
__________ NOTE: Any question scoring 0 will result in no new business until a
corrective action plan has been submitted and approved by
2 (Number questions used) GKN.
Process Audit Score Work Place Audit Score
Names Signature Date
GKN Driveline
Auditors
© GKN Plc 1994/Revision Index: 15 February 1996
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 30 of 42
GKN
Driveline
PROCESS/WORKPLACE AUDIT Company:
Scoring and Deficiency Report Audit #
Date
CAP
Questionnaire Section and Question Number
Yes/no or SCORE
Description of Deficiency
N/A
A Process Quality Planning
Section Total
Maximum possible score (Number of Questions Used x 2)
SECTION A SCORE – Level of Compliance (%)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 31 of 42
GKN
Driveline
PROCESS/WORKPLACE AUDIT Company:
Scoring and Deficiency Report Audit #
Date
CAP
Questionnaire Section and Question Number
Yes/no or SCORE
Description of Deficiency
N/A
B Incoming Material
10
Section Total
Maximum possible score (Number of Questions Used x 2)
SECTION B SCORE – Level of Compliance (%)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 32 of 42
GKN
Driveline
PROCESS/WORKPLACE AUDIT Company:
Scoring and Deficiency Report Audit #
Date
CAP
Questionnaire Section and Question Number
Yes/no or SCORE
Description of Deficiency
N/A
C Process Quality Planning
10
11
12
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 33 of 42
Questionnaire Section and Question Number
CAP
Description of Deficiency
Yes/no or SCORE
N/A
13
14
15
16
17
18
19
20
21
22
23
24
25
26
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 34 of 42
Questionnaire Section and Question Number
CAP
Description of Deficiency
Yes/no or SCORE
N/A
27
28
29
30
31
32
Section Total
Maximum possible score (Number of Questions Used x 2)
SECTION C SCORE – Level of Compliance (%)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 35 of 42
GKN
Driveline
PROCESS/WORKPLACE AUDIT Company:
Scoring and Deficiency Report Audit #
Date
CAP
Questionnaire Section and Question Number
Yes/no or SCORE
Description of Deficiency
N/A
D Inspection and Test
10
Section Total
Maximum possible score (Number of Questions Used x 2)
SECTION D SCORE – Level of Compliance (%)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 36 of 42
GKN
Driveline
PROCESS/WORKPLACE AUDIT Company:
Scoring and Deficiency Report Audit #
Date
CAP
Questionnaire Section and Question Number
Yes/no or SCORE
Description of Deficiency
N/A
E Identification and Traceability
10
Section Total
Maximum possible score (Number of Questions Used x 2)
SECTION E SCORE – Level of Compliance (%)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 37 of 42
GKN
Driveline
PROCESS/WORKPLACE AUDIT Company:
Scoring and Deficiency Report Audit #
Date
CAP
Questionnaire Section and Question Number
Yes/no or SCORE
Description of Deficiency
N/A
F Preventive and Corrective Action
10
Section Total
Maximum possible score (Number of Questions Used x 2)
SECTION F SCORE – Level of Compliance (%)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 38 of 42
GKN
Driveline
PROCESS/WORKPLACE AUDIT Company:
Scoring and Deficiency Report Audit #
Date
CAP
Questionnaire Section and Question Number
Yes/no or SCORE
Description of Deficiency
N/A
G In-Process Handling
Section Total
Maximum possible score (Number of Questions Used x 2)
SECTION G SCORE – Level of Compliance (%)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 39 of 42
GKN
Driveline
PROCESS/WORKPLACE AUDIT Company:
Scoring and Deficiency Report Audit #
Date
CAP
Questionnaire Section and Question Number
Yes/no or SCORE
Description of Deficiency
N/A
H Storage, Packaging, Preservation and Shipment
10
11
12
Section Total
Maximum possible score (Number of Questions Used x 2)
SECTION H SCORE – Level of Compliance (%)
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 40 of 42
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 41 of 42
GKN DRIVELINE PRODUCT
AUDIT Page 1 of
MEASUREMENT REPORT
Drawing/Part Ref: Report Number: Date:
Mfg Location: Part Name:
Customer: GKN Engr Level:
Manufactured by Hand (yes/no) Prototype Tool (yes/no) Series Tool (yes/no)
Item Inspection Feature Measurement (6 parts)
No. Specification/Characteristic
1 2 3 4 5 6
Number of inspection results within tolerance x 100%
SCORE: = %
Number of inspection features x number of measured parts
Comments:
Study Conducted by: Signature:
Department: Tel. No.:
GKN Driveline Period 3 2003
GKN Driveline Standard 008542_A Page 42 of 42
As a fundamental element of our philosophy of prevention and never-ending
improvement, your comments and suggestions regarding this document would be
valuable.
You are invited to submit any proposal for future improvements to:
GKN Driveline
P O Box 4128, Ipsley House,
Ipsley Church Lane, Redditch, Worcestershire
B98 0WR United Kingdom
Fax: +44 (0)1527 533677
In case of any problem, please contact your local line company’s Quality Director,
Purchasing Department or SQA engineer.
GKN Driveline Driveline Division Issue: 3 Date: March1999
Vous aimerez peut-être aussi
- SPC Aiag Manual 2nd EditionDocument231 pagesSPC Aiag Manual 2nd EditionRenê Pinheiro93% (15)
- Layered AuditDocument2 pagesLayered AuditJohn Hall100% (2)
- Process & Product Audit Check SheetDocument6 pagesProcess & Product Audit Check SheetPrakashRai100% (7)
- Manufacturing Process Audit ChecklistDocument4 pagesManufacturing Process Audit Checklistgksp100% (4)
- Audit Check List All Elements ISO TS 16949Document80 pagesAudit Check List All Elements ISO TS 16949irad_cota88% (16)
- IATF 16949 Project Manager's GuideDocument12 pagesIATF 16949 Project Manager's GuideJOECOOL67Pas encore d'évaluation
- Turtle Diagram Type and Extent Control For QA DepartmentDocument1 pageTurtle Diagram Type and Extent Control For QA Departmentsuresh kumar50% (2)
- Process Audit Preparation GuideDocument5 pagesProcess Audit Preparation GuideNumpetch Somsw100% (6)
- MRM Minutes FormatDocument2 pagesMRM Minutes Formatvyerramalla100% (1)
- Internal Audit Checksheet ReviewDocument32 pagesInternal Audit Checksheet ReviewRambir KaushikPas encore d'évaluation
- Turtle For Process MapDocument0 pageTurtle For Process MapGhulam Mustafa100% (1)
- Current Area Item Assembly Process Production Qa CheckingDocument32 pagesCurrent Area Item Assembly Process Production Qa Checkingteresa100% (1)
- Blank Turtle DiagramDocument1 pageBlank Turtle Diagrammrtelephone1100% (2)
- C4 Turtle Diagram Process Design ProcessDocument1 pageC4 Turtle Diagram Process Design Processcao thanh quocPas encore d'évaluation
- TurtlesDocument15 pagesTurtlesshobhit2310100% (4)
- 14-QSP - 59 Procedure For Temporary Change of Process Controls PDFDocument1 page14-QSP - 59 Procedure For Temporary Change of Process Controls PDFsahyadri engineersPas encore d'évaluation
- Forum W5 C1 - Binsar SihombingDocument3 pagesForum W5 C1 - Binsar SihombingFrida YoungPas encore d'évaluation
- 94% Process Audit ChecklistDocument2 pages94% Process Audit ChecklistAshutosh Singh100% (2)
- Process AuditDocument15 pagesProcess Auditdesurkarb100% (2)
- Manufacturing Process Audit Checklist: Reference DocumentsDocument4 pagesManufacturing Process Audit Checklist: Reference DocumentsAri Rosyadi100% (1)
- 5S Audit SheetDocument4 pages5S Audit SheetJohn Robert StonePas encore d'évaluation
- Internal Audit Maintenance ChecklistDocument3 pagesInternal Audit Maintenance ChecklistRamdas Paithankar100% (1)
- Competence For Internal AuditorsDocument2 pagesCompetence For Internal AuditorsSachin Ramdurg100% (1)
- Manufacturing Audit ChecklistDocument8 pagesManufacturing Audit Checklistgksp100% (1)
- 4th Edition PPAPDocument83 pages4th Edition PPAPTerri Paleno Lebow100% (1)
- Product Audit Checklist SEODocument1 pageProduct Audit Checklist SEORoy PhanPas encore d'évaluation
- Sr. No. Requirements: Ppap Check ListDocument3 pagesSr. No. Requirements: Ppap Check Listkamlesh kuchekarPas encore d'évaluation
- TAFE Process Audit Check List - Revision 2Document16 pagesTAFE Process Audit Check List - Revision 2Vijay OfficialPas encore d'évaluation
- Internal audit checklist for hot shop operationsDocument36 pagesInternal audit checklist for hot shop operationsDhinakaran100% (1)
- Rework Process FlowDocument6 pagesRework Process FlowIsaac Samuel100% (1)
- SOP Quality ProceduresDocument28 pagesSOP Quality ProceduresUttam KumarPas encore d'évaluation
- Procedure For NPD HandoverDocument1 pageProcedure For NPD HandoverTushar Wagh100% (1)
- QAF12 Process Audit Rev 09Document4 pagesQAF12 Process Audit Rev 09ukavathekarPas encore d'évaluation
- Manufacturing Process Audit ScorecardDocument1 pageManufacturing Process Audit ScorecardSachin Kumbhar100% (1)
- QMS Audit Check SheetDocument7 pagesQMS Audit Check Sheetaboo2uPas encore d'évaluation
- Layered Audit ChecklistDocument4 pagesLayered Audit ChecklistNavnath TamhanePas encore d'évaluation
- Turtle Diagram Rev'01Document2 pagesTurtle Diagram Rev'01Ankur Parshav100% (6)
- The Process Approach QuestionsDocument6 pagesThe Process Approach QuestionsDwinanda SeptiadhiPas encore d'évaluation
- Evidences To Be Maintained As Per APQP For PMDocument3 pagesEvidences To Be Maintained As Per APQP For PMSachin RamdurgPas encore d'évaluation
- Process Management for Quality AssuranceDocument22 pagesProcess Management for Quality AssuranceVikas0% (1)
- First Article Inspection Report: Purchase Order Number Supplier NameDocument8 pagesFirst Article Inspection Report: Purchase Order Number Supplier NameTuff qualityPas encore d'évaluation
- Process Audit ChecklistDocument15 pagesProcess Audit Checklistmulachu100% (1)
- PRODUCT AUDIT CHECKLIST (WO Schedule)Document7 pagesPRODUCT AUDIT CHECKLIST (WO Schedule)Ranjeet Dongre100% (1)
- WI-824-003 First Article InspectionDocument2 pagesWI-824-003 First Article InspectionAndreas Schlager100% (1)
- APQP FormsDocument23 pagesAPQP FormsJOECOOL670% (1)
- Iatf ActivitiesDocument6 pagesIatf ActivitiesWizard tube and Engineered componentPas encore d'évaluation
- TMT Procedure - Management ReviewP1Document1 pageTMT Procedure - Management ReviewP1sumanPas encore d'évaluation
- ISO IATF 16949 Gap Tool b70944Document216 pagesISO IATF 16949 Gap Tool b70944SudhagarPas encore d'évaluation
- CS-P14-Control of NC Product (KIV)Document4 pagesCS-P14-Control of NC Product (KIV)Idrus IsmailPas encore d'évaluation
- QS - F-136 List of (Iatf) Internal AuditorsDocument1 pageQS - F-136 List of (Iatf) Internal AuditorsShaili SharmaPas encore d'évaluation
- Turtle Diagrams ExplainedDocument3 pagesTurtle Diagrams ExplainedTatiana Rilo0% (1)
- Process Audit Check Sheet Cum ReportDocument4 pagesProcess Audit Check Sheet Cum ReportLakshmanan Venkatesan100% (3)
- PFMEA ExampleDocument14 pagesPFMEA Examplekalebasveggie100% (1)
- Internal Audit Check Sheet Ok 2016Document11 pagesInternal Audit Check Sheet Ok 2016manttupandeyPas encore d'évaluation
- Layer Process AuditDocument8 pagesLayer Process AuditR JPas encore d'évaluation
- Auditor Training Content Files CombinedDocument211 pagesAuditor Training Content Files CombinedSaemundrSigfussonPas encore d'évaluation
- 4M Change Control Management Work InstructionDocument2 pages4M Change Control Management Work InstructionSameer Saxena100% (2)
- Internal Audit Check List MRDocument3 pagesInternal Audit Check List MRGanesh Iyer100% (1)
- Manufacturing Facilities A Complete Guide - 2019 EditionD'EverandManufacturing Facilities A Complete Guide - 2019 EditionPas encore d'évaluation
- Cost Of Poor Quality A Complete Guide - 2021 EditionD'EverandCost Of Poor Quality A Complete Guide - 2021 EditionPas encore d'évaluation
- UIP501C: Design of Machine Elements 04 Credits L-T-P:3-2-0Document16 pagesUIP501C: Design of Machine Elements 04 Credits L-T-P:3-2-0satishPas encore d'évaluation
- Quality Control: Chapter OutlineDocument40 pagesQuality Control: Chapter OutlineLoreine Jane ClaritoPas encore d'évaluation
- Son-Control Charts 3BADocument14 pagesSon-Control Charts 3BATHẢO NGUYỄN NGỌCPas encore d'évaluation
- Ms 76 1972preDocument15 pagesMs 76 1972preSharfari MatPas encore d'évaluation
- Application of Multivariate Control Chart For Improvement in Quality of Hotmetal - A Case StudyDocument18 pagesApplication of Multivariate Control Chart For Improvement in Quality of Hotmetal - A Case StudyMohamed HamdyPas encore d'évaluation
- Operation AS2Document2 pagesOperation AS2Kpop LoversPas encore d'évaluation
- Monitor Multivariate Processes with Principal ComponentsDocument6 pagesMonitor Multivariate Processes with Principal ComponentsLata DeshmukhPas encore d'évaluation
- Tutorial 3 With SolutionDocument34 pagesTutorial 3 With SolutionPrakrit Chandani100% (3)
- Uncertainty Control Chart 1578038452Document3 pagesUncertainty Control Chart 1578038452Ahmad Atsari Sujud100% (1)
- Process Capability: Chapter OutlineDocument5 pagesProcess Capability: Chapter OutlineFernandoPas encore d'évaluation
- CPK Vs PPKDocument26 pagesCPK Vs PPKanon_86320488Pas encore d'évaluation
- Advanced Statistical Approaches To Quality: INSE 6220 - Week 6Document44 pagesAdvanced Statistical Approaches To Quality: INSE 6220 - Week 6picalaPas encore d'évaluation
- Midterm QMSDocument8 pagesMidterm QMSJastine CostalesPas encore d'évaluation
- 6sigma - Control PhaseDocument130 pages6sigma - Control Phasesathya_145Pas encore d'évaluation
- SixSigma GlossaryBDocument59 pagesSixSigma GlossaryBJames HetPas encore d'évaluation
- 16.MINITAB Software Application Training Couse Outline 2days - SPCDocument4 pages16.MINITAB Software Application Training Couse Outline 2days - SPCeddiekuangPas encore d'évaluation
- Assignment 8: 50 I 1 I 50 I 1 IDocument3 pagesAssignment 8: 50 I 1 I 50 I 1 I正鵠Pas encore d'évaluation
- UNIT-4 Industrial Management B Tech VI Sem (Detailed Notes)Document25 pagesUNIT-4 Industrial Management B Tech VI Sem (Detailed Notes)simalaraviPas encore d'évaluation
- Module Number 9 - Production Management - TQMDocument9 pagesModule Number 9 - Production Management - TQMEden Dela CruzPas encore d'évaluation
- Rocess Capability - The Basics: Part 1: Carl BerardinelliDocument52 pagesRocess Capability - The Basics: Part 1: Carl Berardinellisaravanan tPas encore d'évaluation
- Intrusion Detection System Using Multivariate Control Chart Hotelling's T Based On PCADocument7 pagesIntrusion Detection System Using Multivariate Control Chart Hotelling's T Based On PCARumaisa KrubaPas encore d'évaluation
- CBMEC 1 Ppt2 Intro2Q.mgt - Philosophers.P1Document68 pagesCBMEC 1 Ppt2 Intro2Q.mgt - Philosophers.P1Elaiza Jayne PongasePas encore d'évaluation
- Manual PPAPDocument75 pagesManual PPAPmario131275Pas encore d'évaluation
- E Handbook of Statistical Methods (NIST SEMATECH)Document2 606 pagesE Handbook of Statistical Methods (NIST SEMATECH)QuantDev-M100% (2)
- Rome Laboratory Reliability Engineers ToolkitDocument274 pagesRome Laboratory Reliability Engineers Toolkitbrockwell496Pas encore d'évaluation
- MGT 6421 - Control Chart Performance ARLDocument8 pagesMGT 6421 - Control Chart Performance ARLMustakiMipa RegresiPas encore d'évaluation
- MS 494 TQM Spring 2023 LecturesDocument195 pagesMS 494 TQM Spring 2023 LecturesMuhammad OsamaPas encore d'évaluation
- Xbar-mR-R (Between/Within) Control Chart: January 2011Document14 pagesXbar-mR-R (Between/Within) Control Chart: January 2011pkj009Pas encore d'évaluation