Vous aimerez peut-être aussi
- Fence Fittings: Standard Specification ForDocument5 pagesFence Fittings: Standard Specification ForEnriqueVe100% (1)
- Fundamentals of Geometric Dimensioning and Tolerancing AnswersDocument15 pagesFundamentals of Geometric Dimensioning and Tolerancing Answersram_10850% (2)
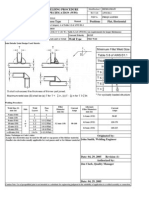
- Smaw Fillet Aws d1.1Document1 pageSmaw Fillet Aws d1.1fallalovaldes100% (1)
- Astm A787Document7 pagesAstm A787rgi178Pas encore d'évaluation
- Astm A513 PDFDocument20 pagesAstm A513 PDFpradelles89% (9)
- Astm A646 A646mDocument5 pagesAstm A646 A646mJosé de Paula MoreiraPas encore d'évaluation
- Astm A358Document10 pagesAstm A358Swapnil ModakPas encore d'évaluation
- DIN EN10278 1999 Dimensions and Tolerances of Bright Steel ProductsDocument15 pagesDIN EN10278 1999 Dimensions and Tolerances of Bright Steel ProductsKovács Zsolt100% (1)
- Iso 8501Document4 pagesIso 8501cisar0007100% (2)
- Astm A572Document4 pagesAstm A572charles4667% (3)
- DIN EN10278 1999 Dimensions and Tolerances of Bright Steel ProductsDocument15 pagesDIN EN10278 1999 Dimensions and Tolerances of Bright Steel ProductsKovács Zsolt100% (1)
- Secrets of A Super HackerDocument243 pagesSecrets of A Super HackerLeLiberte86% (7)
- 90203-1036DEB - Arc Welding Operation Manual (E Series) PDFDocument270 pages90203-1036DEB - Arc Welding Operation Manual (E Series) PDFumeshPas encore d'évaluation
- Part 01 - Review of EN ISO 9606-1Document26 pagesPart 01 - Review of EN ISO 9606-1Turbo Snail RPas encore d'évaluation
- 90203-1036DEB - Arc Welding Operation Manual (E Series) PDFDocument270 pages90203-1036DEB - Arc Welding Operation Manual (E Series) PDFumeshPas encore d'évaluation
- Astm 787Document6 pagesAstm 787Anderson TeixeiraPas encore d'évaluation
- Electric-Resistance-Welded Metallic-Coated Carbon Steel Mechanical TubingDocument7 pagesElectric-Resistance-Welded Metallic-Coated Carbon Steel Mechanical TubingChava DiazPas encore d'évaluation
- Astm A928a 928M - 08Document6 pagesAstm A928a 928M - 08Yahya Kharis Abidul AzizPas encore d'évaluation
- Astm A 928 Dss Pipe EfwDocument6 pagesAstm A 928 Dss Pipe Efwarifin rizalPas encore d'évaluation
- Add02 1060.1Document14 pagesAdd02 1060.1Diego Calderón AlvaradoPas encore d'évaluation
- Astm A1007 PDFDocument9 pagesAstm A1007 PDFSeahorsePas encore d'évaluation
- Black and Hot-Dipped Zinc-Coated (Galvanized) Welded and Seamless Steel Pipe For Fire Protection UseDocument6 pagesBlack and Hot-Dipped Zinc-Coated (Galvanized) Welded and Seamless Steel Pipe For Fire Protection UseAlejandro GonzálezPas encore d'évaluation
- 26 Astm A928Document7 pages26 Astm A928FYPas encore d'évaluation
- A586Document6 pagesA586Marcos Verissimo Juca de Paula100% (1)
- Norma Astm A1007Document9 pagesNorma Astm A1007Alfredo RangelPas encore d'évaluation
- Electric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe For High-Temperature ServiceDocument6 pagesElectric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe For High-Temperature ServicehPas encore d'évaluation
- Coppered Carbon Steel Wire: Standard Specification ForDocument3 pagesCoppered Carbon Steel Wire: Standard Specification Forkittyaly182Pas encore d'évaluation
- ASTM B 232 (ACSR Conductor)Document16 pagesASTM B 232 (ACSR Conductor)Nirmal WiresPas encore d'évaluation
- A 111 - 99 - Qtexmq - PDFDocument3 pagesA 111 - 99 - Qtexmq - PDFhugo mamaniPas encore d'évaluation
- Electric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe For High-Temperature ServiceDocument6 pagesElectric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe For High-Temperature Serviceluis100% (1)
- Astm A513Document17 pagesAstm A513juniorferrari06Pas encore d'évaluation
- Rolf Rolf: Engg. Solutions IncDocument18 pagesRolf Rolf: Engg. Solutions IncJudith PoncePas encore d'évaluation
- Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesDocument3 pagesElectric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubesali ahmedPas encore d'évaluation
- Electric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingDocument17 pagesElectric-Resistance-Welded Carbon and Alloy Steel Mechanical Tubingilyas mursalPas encore d'évaluation
- ASTM B193-WatermarkDocument5 pagesASTM B193-WatermarkMauricio arteaga salinasPas encore d'évaluation
- Astm b232 AcsrcarreteDocument17 pagesAstm b232 AcsrcarreteJorge Silva VelezPas encore d'évaluation
- ASTM A580 2006 Standard Specification For Stainless Steel WireDocument5 pagesASTM A580 2006 Standard Specification For Stainless Steel WireEidrish Shaikh100% (2)
- A193a193m PDFDocument13 pagesA193a193m PDFIng. Adolfo GarciaPas encore d'évaluation
- Astm A111Document3 pagesAstm A111오늘도꿈을 꾼다Pas encore d'évaluation
- Astm 178Document4 pagesAstm 178JOSEPH REFUERZOPas encore d'évaluation
- Steel Wire, High-Carbon Spring, For Heat-Treated ComponentsDocument3 pagesSteel Wire, High-Carbon Spring, For Heat-Treated ComponentsOMEGA CONSULTANTPas encore d'évaluation
- A 254 - A 254M - 12 PDFDocument4 pagesA 254 - A 254M - 12 PDFأسامة وحيد الدين رمضانPas encore d'évaluation
- A 358 - A 358M - 04 - Qtm1oc9bmzu4tqDocument7 pagesA 358 - A 358M - 04 - Qtm1oc9bmzu4tqYorman TorresPas encore d'évaluation
- ASTM A778-01 Standard Specification For Welded, Unannealed Austenitic Stainless Steel Tubular ProductsDocument5 pagesASTM A778-01 Standard Specification For Welded, Unannealed Austenitic Stainless Steel Tubular ProductsKok WaiPas encore d'évaluation
- General Requirements For Wire Rods and Coarse Round Wire, Alloy SteelDocument6 pagesGeneral Requirements For Wire Rods and Coarse Round Wire, Alloy SteelhosamPas encore d'évaluation
- B 902 - 04 QJKWMGDocument5 pagesB 902 - 04 QJKWMGJuan Sebastián Londoño MartínezPas encore d'évaluation
- Astm A 123 - 2013Document8 pagesAstm A 123 - 2013JOSEPas encore d'évaluation
- Astm A421a-421m-05Document4 pagesAstm A421a-421m-05NadhiraPas encore d'évaluation
- A 178 Â " A 178M Â " 02 - QTE3OC9BMTC4TQDocument4 pagesA 178 Â " A 178M Â " 02 - QTE3OC9BMTC4TQhans ccPas encore d'évaluation
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion Resistancewatt_hrPas encore d'évaluation
- Astm A586 04Document6 pagesAstm A586 04beTxxYPas encore d'évaluation
- Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip ProcessDocument13 pagesSteel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip ProcessKannanPas encore d'évaluation
- Castings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceDocument6 pagesCastings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceOdyzeus PingolPas encore d'évaluation
- A586 Zinc Coated Parallel and Helical Steel Wire StructuralDocument6 pagesA586 Zinc Coated Parallel and Helical Steel Wire StructuralAyman ShamaPas encore d'évaluation
- Astm A795-08 - For Sch10&Sch40Document7 pagesAstm A795-08 - For Sch10&Sch40Ronald Junes GarciaPas encore d'évaluation
- Welded, Unannealed Austenitic Stainless Steel Tubular ProductsDocument4 pagesWelded, Unannealed Austenitic Stainless Steel Tubular ProductsGhulam DastaggirPas encore d'évaluation
- Astm A910Document4 pagesAstm A910Teja Dewanti100% (1)
- A990 PDFDocument6 pagesA990 PDFilknur karaPas encore d'évaluation
- Shaped Wire Compact Concentric-Lay-Stranded Aluminum Conductors, Coated-Steel Supported (ACSS/TW)Document7 pagesShaped Wire Compact Concentric-Lay-Stranded Aluminum Conductors, Coated-Steel Supported (ACSS/TW)Anonymous uux1ScsPas encore d'évaluation
- A648Document4 pagesA648Hanibale Nuril HakimPas encore d'évaluation
- Astm A178Document4 pagesAstm A178Himanshu GaurPas encore d'évaluation
- Stainless Steel Wire: Standard Specification ForDocument4 pagesStainless Steel Wire: Standard Specification Forhailander castañeda martinezPas encore d'évaluation
- Alloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose ApplicationsDocument13 pagesAlloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose ApplicationsJohn HollandPas encore d'évaluation
- Astm B232 - B232MDocument17 pagesAstm B232 - B232MAndré Rafael CardosoPas encore d'évaluation
- Electric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingDocument17 pagesElectric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingFelipe De la cruzPas encore d'évaluation
- Metallic-Coated Carbon Steel Barbed Wire: Standard Specification ForDocument4 pagesMetallic-Coated Carbon Steel Barbed Wire: Standard Specification ForPhong ThanhPas encore d'évaluation
- A 421 - A 421M - 02 Qtqyms9bndixtqDocument4 pagesA 421 - A 421M - 02 Qtqyms9bndixtqdelta lab sangliPas encore d'évaluation
- Steel Wire, Deformed, Stress-Relieved or Low-Relaxation For Prestressed Concrete Railroad TiesDocument3 pagesSteel Wire, Deformed, Stress-Relieved or Low-Relaxation For Prestressed Concrete Railroad TiesDiegoPas encore d'évaluation
- Astm A385 PDFDocument8 pagesAstm A385 PDFRaja Rao BolePas encore d'évaluation
- En 10025 1 PDFDocument34 pagesEn 10025 1 PDFumeshPas encore d'évaluation
- En 10168 Inspection InformationDocument12 pagesEn 10168 Inspection InformationStefano Squadrani100% (2)
- BS EN 10048 Tolerances PDFDocument24 pagesBS EN 10048 Tolerances PDFShaikh Mohd QaisarPas encore d'évaluation
- BS EN 10048 Tolerances PDFDocument24 pagesBS EN 10048 Tolerances PDFShaikh Mohd QaisarPas encore d'évaluation
- BS en 10021-2006Document20 pagesBS en 10021-2006anjanamurthy20060% (1)
- A312 A312M 16 Standard Speci PDFDocument13 pagesA312 A312M 16 Standard Speci PDFSuthan Murugesan RajeswariPas encore d'évaluation
- Astm A653Document9 pagesAstm A653MEPPas encore d'évaluation
- A312 A312M 16 Standard Speci PDFDocument13 pagesA312 A312M 16 Standard Speci PDFSuthan Murugesan RajeswariPas encore d'évaluation
- Minimum Requirements For The Education, Examination and QualificationDocument34 pagesMinimum Requirements For The Education, Examination and QualificationАнтон ХруцкийPas encore d'évaluation
- Brake Dynamometer Development For Drexel University Fsae Race TeamDocument22 pagesBrake Dynamometer Development For Drexel University Fsae Race TeamgustavoPas encore d'évaluation
- Maxwell-Betti Reciprocal TheoremDocument1 pageMaxwell-Betti Reciprocal TheoremTalha MahmoodPas encore d'évaluation
- QA8000 - Fabrication Standards Instruction Manual PDFDocument102 pagesQA8000 - Fabrication Standards Instruction Manual PDFphalguna bnPas encore d'évaluation
- TDS Zinga En-2018Document6 pagesTDS Zinga En-2018IMJ J100% (1)
- Beams & Hooks CalculationDocument11 pagesBeams & Hooks CalculationLaurentiu MacloadPas encore d'évaluation
- Graduate School Application Instructions - 2019: Preparing For Your ApplicationDocument7 pagesGraduate School Application Instructions - 2019: Preparing For Your ApplicationSainath ReddyPas encore d'évaluation
- Poster Weldingpositions enDocument1 pagePoster Weldingpositions enslowmosquitoPas encore d'évaluation
- Lincoln GMAW Welding GuideDocument96 pagesLincoln GMAW Welding GuideМич БјукенонPas encore d'évaluation
- 3 CSWIP-3 1-BrouchureDocument4 pages3 CSWIP-3 1-BrouchureRAKESH RANJANPas encore d'évaluation
- Complete Finishing Solutions: Destination For SurfaceDocument12 pagesComplete Finishing Solutions: Destination For SurfaceAbdulazeem KhanPas encore d'évaluation
- Q SR 100 100-C LN X S V: Inert Gas System IG 55Document3 pagesQ SR 100 100-C LN X S V: Inert Gas System IG 55Nica MaePas encore d'évaluation
- Molykote BR-2 Plus High Performance GreaseDocument2 pagesMolykote BR-2 Plus High Performance GreaseRamonPas encore d'évaluation
- Vci Zipper BagsDocument2 pagesVci Zipper BagsBugPas encore d'évaluation
- Information Sheet 8.2.1 Striking An ArcDocument4 pagesInformation Sheet 8.2.1 Striking An ArcJerryson CabriasPas encore d'évaluation
- Touch Up and Repair of Galvanized SteelDocument4 pagesTouch Up and Repair of Galvanized SteelGabriel HerreraPas encore d'évaluation
- Caustic Soda: A Major Building Block in Many Industrial Processes To Be Handled With CareDocument2 pagesCaustic Soda: A Major Building Block in Many Industrial Processes To Be Handled With CareantonyabirawaPas encore d'évaluation
- hot rolled Φ60 AISI 304L (14.230)Document3 pageshot rolled Φ60 AISI 304L (14.230)A. ΒρατσισταPas encore d'évaluation
- HST11Document2 pagesHST11何少杰Pas encore d'évaluation
- GP 18-10-01Document30 pagesGP 18-10-01Anbarasan PerumalPas encore d'évaluation
- Section 06400 Architectural WoodworkDocument13 pagesSection 06400 Architectural WoodworkMØhãmmed ØwięsPas encore d'évaluation
- 2020-2021 Indexable Tools CatalogDocument1 059 pages2020-2021 Indexable Tools CatalogАлексей СтепинPas encore d'évaluation
- The Effect of Welding On Reliability of Mechanical Properties of AISI 1020 and AISI 6150 Steel Materials!Document11 pagesThe Effect of Welding On Reliability of Mechanical Properties of AISI 1020 and AISI 6150 Steel Materials!Dalitso MwanzaPas encore d'évaluation
- Painting DefectsDocument70 pagesPainting Defectsahmed sobhy100% (1)
- Groups 1 & 2 1 QPDocument8 pagesGroups 1 & 2 1 QPRobbyPas encore d'évaluation
- Catalogue HonsbergDocument24 pagesCatalogue HonsbergTRAN TANPas encore d'évaluation
- Corrosion Types and PreventionDocument2 pagesCorrosion Types and PreventionAbdel bakiPas encore d'évaluation
- CHM 420 Lab Report 3Document8 pagesCHM 420 Lab Report 3Adorable PeachyPas encore d'évaluation
- The Art of Steel Engineering... : AlfanarsteelDocument6 pagesThe Art of Steel Engineering... : AlfanarsteelDen BillPas encore d'évaluation
- Carbono EquivalenteDocument81 pagesCarbono EquivalenteRemmy Torres VegaPas encore d'évaluation
- 01 - Chemical Reactions and EquationsDocument43 pages01 - Chemical Reactions and EquationsSamveg ClassesPas encore d'évaluation
- Minerals Potential - Minerals Law of Lao PDRDocument44 pagesMinerals Potential - Minerals Law of Lao PDRkhamsone pengmanivongPas encore d'évaluation
- Sika Davco k10 Plus Data SheetDocument4 pagesSika Davco k10 Plus Data SheetJiang TerencePas encore d'évaluation
- BS 8666Document24 pagesBS 8666Duminda AnuradhaPas encore d'évaluation
- Nha CSR 2022 - PunjabDocument510 pagesNha CSR 2022 - PunjabMubashar EjazPas encore d'évaluation
- Din en 10327 9 - 2004 EnglishDocument25 pagesDin en 10327 9 - 2004 EnglishAdolfo100% (1)
- Stainless Steel World Magazine September 2023Document88 pagesStainless Steel World Magazine September 2023Yohanes KurniawanPas encore d'évaluation
- Bright Gold Electroplating Solutions: of of in of ofDocument6 pagesBright Gold Electroplating Solutions: of of in of ofcicerojoiasPas encore d'évaluation
- Product Data Sheet - OK Tigrod 13.09 PDFDocument2 pagesProduct Data Sheet - OK Tigrod 13.09 PDFarman pangestuPas encore d'évaluation
- Technical Specifications (STRUCTURAL)Document16 pagesTechnical Specifications (STRUCTURAL)Lenielle AmatosaPas encore d'évaluation