Vous aimerez peut-être aussi
- Elring OM 651 TransporterDocument3 pagesElring OM 651 TransporterDaniel marquesPas encore d'évaluation
- Introduction of The Mercedes OM654 Engine ÖffnenDocument74 pagesIntroduction of The Mercedes OM654 Engine Öffnenhezbullah zakhilPas encore d'évaluation
- Mercedes-Benz M271 EngineDocument2 pagesMercedes-Benz M271 EngineJayasanka BandaraPas encore d'évaluation
- SSP 100 16 L Tdi and 20 L Tdi Engines With The Common Rail Injection System Ea288 Design SeriesDocument60 pagesSSP 100 16 L Tdi and 20 L Tdi Engines With The Common Rail Injection System Ea288 Design SeriesSamad100% (1)
- EuroVI Engine PDFDocument20 pagesEuroVI Engine PDFmihai_1957100% (1)
- 03.TÀI LIỆU ĐÀO TẠO VÀ SỬA CHỮA MERCEDES BENZ M-CLASSDocument128 pages03.TÀI LIỆU ĐÀO TẠO VÀ SỬA CHỮA MERCEDES BENZ M-CLASSĐiền Huỳnh Đức Trọng100% (2)
- Mercedes-Benz Powertrain: Bus ClassicDocument58 pagesMercedes-Benz Powertrain: Bus Classic4scribduser100% (2)
- D20Dtf Engine: 1. SpecificationDocument26 pagesD20Dtf Engine: 1. SpecificationKada Ben youcefPas encore d'évaluation
- 2013-11-Uj Negyhengeres Mercedes MotorDocument8 pages2013-11-Uj Negyhengeres Mercedes MotorBenedek ZoltánPas encore d'évaluation
- The Audi 1.8L and 2.0L Third Generation Ea888 Engines: Eself-Study Program 920243Document72 pagesThe Audi 1.8L and 2.0L Third Generation Ea888 Engines: Eself-Study Program 920243sergio ulises santi huashuaPas encore d'évaluation
- The Crafter 2017: Service TrainingDocument64 pagesThe Crafter 2017: Service TrainingAntónio FernandesPas encore d'évaluation
- Workshop Repair Manual: Diesel ENGINE High Pressure Common Rail Cast Iron 4 CylindersDocument134 pagesWorkshop Repair Manual: Diesel ENGINE High Pressure Common Rail Cast Iron 4 Cylindersbogdanxp2000Pas encore d'évaluation
- Om - 471 Compactado Compactado Compressed Compressed Pages 1 115Document115 pagesOm - 471 Compactado Compactado Compressed Compressed Pages 1 115Mg diesel Mecatrônica diesel100% (1)
- Mercedes VarioDocument28 pagesMercedes VarioAndres BM0% (1)
- Daily: Repair Manual Mechanical El Ectrical ElectronicDocument18 pagesDaily: Repair Manual Mechanical El Ectrical ElectronicJohn FrescoPas encore d'évaluation
- Bosch Paper On Fuel Injection 2005 PDFDocument9 pagesBosch Paper On Fuel Injection 2005 PDFiocsachinPas encore d'évaluation
- User Manual: Digital Tester K154433N50Document12 pagesUser Manual: Digital Tester K154433N50Truck Bus ElectronicaPas encore d'évaluation
- SSP 455 2.0l TDI Engines in The T5 2010Document48 pagesSSP 455 2.0l TDI Engines in The T5 2010pedpabagu100% (1)
- Delphi DCM Medium Duty Diesel Engine Controller Series: BenefitsDocument2 pagesDelphi DCM Medium Duty Diesel Engine Controller Series: BenefitsAsif Shah100% (1)
- SSP 099 18 Tfsi 132kw 20 Tfsi 162kw Ea888Document60 pagesSSP 099 18 Tfsi 132kw 20 Tfsi 162kw Ea888Jose Ramón Orenes ClementePas encore d'évaluation
- Style and Performance: Scania - Extensive Accessory CatalogueDocument24 pagesStyle and Performance: Scania - Extensive Accessory CatalogueAlex LiftcoPas encore d'évaluation
- Dp-2.0dci Moteur GB CompletDocument9 pagesDp-2.0dci Moteur GB Completpauz22100% (1)
- How Manual Transmissions Work: Daimlerchrysler Pictures of TransmissionsDocument10 pagesHow Manual Transmissions Work: Daimlerchrysler Pictures of TransmissionsKatu2010Pas encore d'évaluation
- The New Mercedes-Benz Four-Cylinder Diesel Engine For Passenger CarsDocument8 pagesThe New Mercedes-Benz Four-Cylinder Diesel Engine For Passenger CarsqingcaohePas encore d'évaluation
- BMW E87 Vehicle Chassis Suspension and Dynamic Driving Systems PDFDocument40 pagesBMW E87 Vehicle Chassis Suspension and Dynamic Driving Systems PDFjetdedePas encore d'évaluation
- 11 SM PDFDocument102 pages11 SM PDFPANHA MENPas encore d'évaluation
- 3L Tdi PDFDocument108 pages3L Tdi PDFDUARTE FLORENCIO100% (1)
- Electrical+System C PDFDocument643 pagesElectrical+System C PDFTudorelStoicaPas encore d'évaluation
- R2SDocument31 pagesR2SdhruvaklPas encore d'évaluation
- Crs Triton Common Rail System OkDocument78 pagesCrs Triton Common Rail System OkPps BubakanPas encore d'évaluation
- System Wiring Diagrams Power Windows CircuitDocument1 pageSystem Wiring Diagrams Power Windows CircuitSonthi MooljindaPas encore d'évaluation
- Motor B5244S PDFDocument231 pagesMotor B5244S PDFJose PichintePas encore d'évaluation
- The BOSCH D JETRONIC Fuel InjectionDocument14 pagesThe BOSCH D JETRONIC Fuel Injectionekitani6817100% (2)
- Blueefficiency Power Engines.: Mercedes-Benz Buses and CoachesDocument23 pagesBlueefficiency Power Engines.: Mercedes-Benz Buses and CoachesElma Emy LjubijankicPas encore d'évaluation
- Manual Audi q7 3Document146 pagesManual Audi q7 3Misael EspañaPas encore d'évaluation
- Engine BWA, BPY - 2.0 LTR, 4-Valve, Turbo - A005TT00520Document201 pagesEngine BWA, BPY - 2.0 LTR, 4-Valve, Turbo - A005TT00520Jonathan AmirmadhiPas encore d'évaluation
- BMW X6 2010 N63 4.4l - Torques de ApertoDocument16 pagesBMW X6 2010 N63 4.4l - Torques de ApertoBruno SantosPas encore d'évaluation
- V70 D5244T 2002Document23 pagesV70 D5244T 2002Sleepy HollowPas encore d'évaluation
- Aisin Af406Document18 pagesAisin Af406emiliqn velikov100% (1)
- ISBe PDFDocument6 pagesISBe PDFVăn Tuấn Nguyễn100% (1)
- Motorized Flip Downtft Monitors Dc12/24V: Monitores Abatible Motorizadotft12/24 VDocument55 pagesMotorized Flip Downtft Monitors Dc12/24V: Monitores Abatible Motorizadotft12/24 VGabriel Garcia MassanetPas encore d'évaluation
- Apresentação ISBeDocument34 pagesApresentação ISBeEduardomg Garage Mecanic100% (1)
- OM642 Service InfoDocument122 pagesOM642 Service InfoRector Michel100% (1)
- 700 01 PDFDocument33 pages700 01 PDFTuan TranPas encore d'évaluation
- CDS57006 Bosch LSU 4.9 Sensor PDFDocument4 pagesCDS57006 Bosch LSU 4.9 Sensor PDFAnonymous K3FaYFlPas encore d'évaluation
- SSP VW 3 2 and 3 6 Liter FSI Engine 823603Document75 pagesSSP VW 3 2 and 3 6 Liter FSI Engine 823603Вадим ПушкарскийPas encore d'évaluation
- Electrohydraulic Dual-Circuit Power Steering, FunctionDocument3 pagesElectrohydraulic Dual-Circuit Power Steering, FunctionAbi Jith100% (1)
- S40MY2005 EnginesDocument24 pagesS40MY2005 Enginesmatiasgtx100% (1)
- Circular Scania Eu5 PDFDocument5 pagesCircular Scania Eu5 PDFClayton PiresPas encore d'évaluation
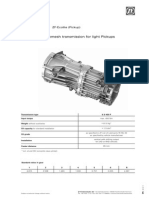
- 6-Speed Synchromesh Transmission For Light Pickups: ZF-Ecolite (Pickup)Document2 pages6-Speed Synchromesh Transmission For Light Pickups: ZF-Ecolite (Pickup)TxeszPas encore d'évaluation
- 6-Cyl. Direct Injection Engine (2.9l., 3.0l. 4-Valve TFSI EA 839) DLZA DKMBDocument263 pages6-Cyl. Direct Injection Engine (2.9l., 3.0l. 4-Valve TFSI EA 839) DLZA DKMBhyeonPas encore d'évaluation
- 2010-08 CR ContinentalDocument3 pages2010-08 CR Continentalrevisione turbine turbo turbocompressoriPas encore d'évaluation
- Despiececommon RadiDocument47 pagesDespiececommon RadijorgePas encore d'évaluation
- Engine Management System: VW SIMOS 18.1 EA888Document10 pagesEngine Management System: VW SIMOS 18.1 EA888rumellemur59Pas encore d'évaluation
- The EA888 2.0L TSI Engine Gen III B: Self Study Program 820173Document21 pagesThe EA888 2.0L TSI Engine Gen III B: Self Study Program 820173MARIO100% (1)
- Amarok Body Builder Guidelines 2013 PDFDocument130 pagesAmarok Body Builder Guidelines 2013 PDFme45678Pas encore d'évaluation
- Fiat Stilo 1.9 JTD 115 Active Manual 3 Door SpecsDocument3 pagesFiat Stilo 1.9 JTD 115 Active Manual 3 Door SpecsSándor SzarkaPas encore d'évaluation
- 5f10da7c11cd3476cccd9a19 - C7H 6X4 Modern Ejector TruckDocument3 pages5f10da7c11cd3476cccd9a19 - C7H 6X4 Modern Ejector TruckKattie ValerioPas encore d'évaluation
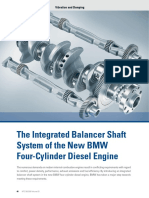
- The Integrated Balancer Shaft System of The New BMW Four-Cylinder Diesel EngineDocument6 pagesThe Integrated Balancer Shaft System of The New BMW Four-Cylinder Diesel EngineZhihai DengPas encore d'évaluation
- The New BMW Motorrad Boxer Engine With Shiftcam Technology: Valve Ge ArDocument8 pagesThe New BMW Motorrad Boxer Engine With Shiftcam Technology: Valve Ge Armasanta11Pas encore d'évaluation
- The Cessna 182 SAFRAN SR305-230E Compression Ignition (Diesel) Engine ConversionDocument35 pagesThe Cessna 182 SAFRAN SR305-230E Compression Ignition (Diesel) Engine Conversionkammy4love9888Pas encore d'évaluation
- CD200 SpecSheet PDFDocument2 pagesCD200 SpecSheet PDFkammy4love9888Pas encore d'évaluation
- Aircraft Diesel Engine Tests and Production Records: Pierre-Yves CousinDocument18 pagesAircraft Diesel Engine Tests and Production Records: Pierre-Yves Cousinkammy4love9888Pas encore d'évaluation
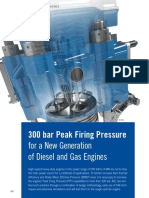
- 300 BarDocument6 pages300 Barkammy4love9888Pas encore d'évaluation
- Bosch CRDocument80 pagesBosch CRkammy4love988867% (3)
- Assessing The Feasibility of Using The Heat Demand-Outdoor Temperature Function For A Long-Term District Heat Demand ForecastDocument5 pagesAssessing The Feasibility of Using The Heat Demand-Outdoor Temperature Function For A Long-Term District Heat Demand ForecastmohammedelamenPas encore d'évaluation
- AB-505 Risk Based Inspection Programs For Pressure EquipmentDocument23 pagesAB-505 Risk Based Inspection Programs For Pressure Equipmentjeswin100% (1)
- Tunnels and Suport SystemsDocument33 pagesTunnels and Suport SystemsShella Marie Nartatez-NiroPas encore d'évaluation
- Larsen and Toubro RVNL Bid Document Rock Bolts PDFDocument240 pagesLarsen and Toubro RVNL Bid Document Rock Bolts PDFSubhash Kedia100% (1)
- Transfer FunctionDocument19 pagesTransfer FunctionVinay Kumar SmartyPas encore d'évaluation
- Top Gun I-ARC 130Document9 pagesTop Gun I-ARC 130Tom PleysierPas encore d'évaluation
- Tetrathiafulvalene - The Advent of Organic MetalsDocument3 pagesTetrathiafulvalene - The Advent of Organic MetalsEduardo SilvaPas encore d'évaluation
- The Multiple Directions of Antiferromagnetic Spintronics Nature Physics PDFDocument4 pagesThe Multiple Directions of Antiferromagnetic Spintronics Nature Physics PDFLog LouPas encore d'évaluation
- Fire Risk of Cold Room PanelDocument6 pagesFire Risk of Cold Room Paneldarby1028Pas encore d'évaluation
- Wireless Local Loop: A Seminar Report OnDocument12 pagesWireless Local Loop: A Seminar Report OnYesh DamaniaPas encore d'évaluation
- Iec 04Document10 pagesIec 04Habeeb RahmanPas encore d'évaluation
- ADPlaylistEditor3 (Network Version)Document42 pagesADPlaylistEditor3 (Network Version)Dramane BonkoungouPas encore d'évaluation
- Mathalino: E N W S G S V V V V V W W W D Γ Γ Γ Γ Γ Γ Γ Γ Ll Pl Li Pi GiDocument8 pagesMathalino: E N W S G S V V V V V W W W D Γ Γ Γ Γ Γ Γ Γ Γ Ll Pl Li Pi GiLovely Joy ArdanielPas encore d'évaluation
- ArChine-Food-Grade-Lubricants - eDocument53 pagesArChine-Food-Grade-Lubricants - enghiaPas encore d'évaluation
- Wärtsilä 20 Product GuideDocument178 pagesWärtsilä 20 Product Guidedaniel adam0% (1)
- Cable Ties CatalogDocument60 pagesCable Ties CatalogRvPas encore d'évaluation
- C A 2018 ET HP DesigninfoDocument9 pagesC A 2018 ET HP DesigninfoJonathan DouglasPas encore d'évaluation
- Tak Company Profile - 1Document28 pagesTak Company Profile - 1zacky100% (1)
- D85A-21 Parts PDFDocument599 pagesD85A-21 Parts PDFBudi setyantoPas encore d'évaluation
- Radio Link Analysis and Data Collection-20120110-ADocument23 pagesRadio Link Analysis and Data Collection-20120110-AHICHAMPas encore d'évaluation
- BUTLER 1924 PAPER Studies in Heterogeneous EquilibriaDocument6 pagesBUTLER 1924 PAPER Studies in Heterogeneous Equilibriaglen19Pas encore d'évaluation
- Organic Chemistry 4th Edition Gorzynski Test BankDocument17 pagesOrganic Chemistry 4th Edition Gorzynski Test Bankdigonousconcrewh2zxi100% (31)
- 2018 2019 - Seafirst CatalogDocument40 pages2018 2019 - Seafirst CatalogЯрослав БогдановPas encore d'évaluation
- The Radio ClubDocument7 pagesThe Radio ClubDom CasualPas encore d'évaluation
- NSX Battle Card - FinalDocument2 pagesNSX Battle Card - FinalElias Bezulle100% (1)
- BMW COMMON RAIL Injection Systems PDFDocument22 pagesBMW COMMON RAIL Injection Systems PDFEnd1y1Pas encore d'évaluation
- Tugs - Developments For PDFDocument28 pagesTugs - Developments For PDFP Venkata SureshPas encore d'évaluation
- CFRD 05 - BayardoDocument23 pagesCFRD 05 - BayardodiegofernandodiazsepPas encore d'évaluation
- Casting Slides 103-130Document28 pagesCasting Slides 103-130Swaraj PrakashPas encore d'évaluation
- Tech Note 1034 - XY Plotter ActiveX Control Demo ApplicationDocument9 pagesTech Note 1034 - XY Plotter ActiveX Control Demo ApplicationAbakash DasPas encore d'évaluation