Académique Documents
Professionnel Documents
Culture Documents
Planification Industrielle PDF
Transféré par
Moez AlouiTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Planification Industrielle PDF
Transféré par
Moez AlouiDroits d'auteur :
Formats disponibles
La Planification 1
Table des matières
INTRODUCTION .......................................................................................................... 2
1. Planification industrielle [1]..................................................................................... 2
1.1. Fonction de la planification industrielle............................................................ 2
1.2. Niveaux de la planification ............................................................................... 2
1.2.1. Planification stratégique ............................................................................. 2
1.2.2. Planification tactique .................................................................................. 3
1.2.3. Planification opérationnelle........................................................................ 3
1.3. Matérialisation d’un planning ........................................................................... 4
1.4. Elaboration d’un planning ................................................................................. 6
2. Planification par les produits.................................................................................... 6
2.1. Notion de MRP [1] ............................................................................................ 6
2.2. Présentation de l’outil........................................................................................ 7
2.3. La logique MRP [2]........................................................................................... 8
2.4. Le principe du calcul des besoins..................................................................... 9
2.5. Déroulement du calcul des besoins [4] ........................................................... 9
2.6. Techniques de détermination des lots [5]........................................................ 10
2.7. Exemple d’application..................................................................................... 12
3. Planification par les taches [1] ............................................................................... 15
3.1. Représentation PERT ...................................................................................... 15
3.2. Représentation suivant un graphe GANTT ..................................................... 20
CONCLUSION............................................................................................................. 22
BIBLIOGRAPHIE ........................................................................................................ 22
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 2
INTRODUCTION
Les lois actuelles de l’économie imposent à toute entreprise de prévoir ses
activités donc sa production afin d’optimiser sa politique d’investissement, de
fabrication, de vente etc. On parle de planification.
A cet effet, il existe au moins un planning permettant à chaque entreprise de
matérialiser ces prévisions. Plusieurs techniques de planification existent selon qu’il
s’agit de la planification par les produits ou par les tâches ou même de la planification
industrielle en général. Il s’agit des techniques MRP, PERT, GANTT pour ne citer que
ceux-là.
Dans le développement de cet exposé nous mettrons en exergue ces différentes
techniques de planification.
1. Planification industrielle [1]
1.1. Fonction de la planification industrielle
La planification industrielle est un processus qui cons iste à élaborer et à réviser
un ensemble de plans interdépendants (ventes, fabrication, achats, trésorerie…) et qui
doit permettre de garantir le meilleur équilibre possible entre l’offre et la demande en
tout point de la chaîne logistique à tout moment.
La fonction essentielle de la planification industrielle est de garantir le meilleur
équilibre entre les systèmes d’offre et de demande de l’entreprise en tout point de la
chaîne logistique et à tout moment.
La planification industrielle met généralement en œuvre un grand nombre de
décisions de natures variées (répartition des quantités à produire entre la production
interne et les sous-traitants, définitions des niveaux de capacités, approvisionnement au
niveau des fournisseurs, etc.) soumises à de nombreuses contraintes (capacité de
production, satisfaction des clients, délais de production et d’approvisionnement, etc.).
1.2. Niveaux de la planification
Il y a trois niveaux de planification selon les prévisions d’activités d’une
entreprise à savoir : la planification stratégique, la planification tactique et la
planification opérationnelle.
1.2.1. Planification stratégique
La planification stratégique, appelée planification à long terme, couvre un horizon
(espace total de temps sur lequel l’entreprise organise ses prévisions) de 2 à 5 ans. Elle
formalise la direction du développement de l’entreprise, ses grandes orientations
stratégiques telles que les marchés à pénétrer, les technologies à maîtriser ou à
développer, les augmentations de capacités de production, le chiffre d’affaire et le profit
à réaliser…
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 3
À ce niveau, la direction élabore le Plan Stratégique ou plan global à partir de
prévisions commerciales agrégées, par grande famille de produits, et en cohérence avec
la stratégie de l’entreprise.
1.2.2. Planification tactique
La planification tactique, appelée planification à moyen terme couvre un horizon
de 3 à 18 mois et :
• permet d’élaborer un ensemble de plans interdépendants pour les services
opérationnels,
• planifie, analyse les ressources clés de l’entreprise afin de mettre en œuvre les
actions nécessaires à la réalisation des objectifs
A ce niveau de planification, on élabore le Plan Industriel et Commercial (PIC)
et le Plan Directeur de Production (PDP) moyen terme à partir de prévisions
commerciales, du carnet de commandes, et en cohérence avec le plan stratégique.
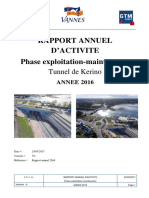
1.2.3. Planification opérationnelle
La planification opérationnelle, appelée planification à court terme, couvre un
horizon de la journée à un mois. Elle est située au plus près de l’activité quotidienne de
l’entreprise, gère l’allocation des commandes et détermine le déploiement optimum des
ressources et moyens de production pour satisfaire la demande immédiate.
À ce niveau de planification, on élabore les plans par unités de production c'est-
à-dire les plans directeurs courts termes appelé Programme Directeur de Production
(PDP) à partir du carnet de commandes, et en cohérence avec le plan directeur moyen
terme.
Figure 1: Enchainement des plannings
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 4
1.3. Matérialisation d’un planning
1.3.1. Comment représenter un planning ?
Un planning se matérialise le plus souvent par un système d’axes orthonormé
dans le plan où l’on représente :
En abscisses : quoi planifier ?
On peut planifier des hommes, des articles, des machines, etc… dont il faut
déterminer le maximum et le minimum.
Exemple d’un planning parcs machine: minimum 5 machines, maximum 20 machines.
En ordonnées : en fonction de quoi ?
Il est possible de planifier en fonction du temps, du lieu, de la quantité… dont il
faudra déterminer aussi le maximum et le minimum.
Exemple d’un planning en fonction de la quantité: minimum 7 pièces, maximum 30
pièces
Notons qu’il est possible de matérialiser aussi l’information par des listes, des
fiches en « T », des symboles ou des chiffres qui prendront une signification particulière
en fonction de leurs dimensions, leurs couleurs, leurs positions ou leurs nombres.
1.3.2. Les types de plannings
Il n’existe, en fait, que deux formes caractéristiques de planning à savoir : les
plannings « de liste » et les plannings « d’ordre ».
Planning « de liste »
C’est un planning qui présente, pour une unité de planification, une liste
exhaustive non ordonnée des travaux à réaliser pour une unité à planifier.
Figure 2 : Principe du planning de liste
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 5
Dans les entreprises industrielles, le planning « de listes » se retrouve souvent
sous la forme de planning à fiches en « T ».
Figure 3: Planning en « T » Figure 4: Fiche en « T »
Un planning de fiches en « T » comporte un nombre plus ou moins grand de
rangées de fentes horizontales qui reçoivent ces fiches. Il existe une fente par élément à
planifier et par unité de planification et chacune de ces fentes reçoit une fiche comportant
la description des charges. Chaque ligne correspond à un élément à planifier et chaque
colonne correspond à une unité de planification. Ce type de planning offre des avantages
de mobilité et de grande capacité d’information.
Dans la partie entête, sont indiquées les caractéristiques de l’élément à planifier
pour la période considérée (identification de la période, capacité utile, taux de
chargement, capacité réelle, cumul des charges, coefficient d’utilisation…). La partie
description des charges contient le détail des travaux prévus d’être fabriqués pendant
cette période sur ce moyen (numéro de gamme de fabrication, numéro de phase, temps
opératoire…).
Planning « d’ordre »
Un planning « d’ordres » est un planning qui définit, sur un intervalle de temps,
la chronologie des travaux à effectuer. Dans les entreprises, les plannings « d’ordres »
sont représentés :
en gestion de projet, par un graphe (PERT ou potentiel tâches) ;
en gestion d’atelier, par le diagramme de Gantt. Cet outil est historiquement
rattaché à l’entreprise taylorienne ; il permet de représenter graphiquement et
physiquement la charge de chaque élément à planifier.
Avec ce type de planning, l’ordre d’exécution des travaux est défini : l’opérateur
n’a pas de décision à prendre et doit suivre l’enchaînement des opérations prévu dans le
planning.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 6
1.4. Elaboration d’un planning
Parmi toutes les combinaisons possibles de représentation d’un planning, il y en
a deux qui sont très utilisées dans une industrie. C’est :
le planning d’utilisation des moyens en fonction du temps,
et le planning prévisionnel d’élaboration des productions en fonction du temps.
Suivant l’utilisation que l’on veut en faire, le planning n’aura pas la même présentation
(l’exemple ci-dessous utilise une représentation de type Gantt).
Figure 4 : Type de représentation de plannings
Un planning d’utilisation des moyens de production permettra au chef d’atelier
de connaître l’utilisation de ses moyens de production, par contre il ne facilitera pas la
vision « commandes ». Pour cela, le responsable d’affaire préférera un planning des
commandes qui permettra d’avoir une vue synthétique de l’ensemble des fabrications
mais ne facilitera pas la connaissance de l’utilisation des moyens.
Il est tout à fait possible, même souhaitable, d’avoir ces deux plannings dans
l’entreprise car ils sont complémentaires. Par contre, il est courant, et plus pratique,
d’établir en priorité le planning d’utilisation des moyens et de déduire, par réécriture
sous une autre présentation, le planning prévisionnel de réalisation des productions.
2. Planification par les produits
2.1. Notion de MRP [1]
Toute entreprise appelée à fournir des biens et services est amenée à gérer la
double contrainte :
- De respect des délais clients.
- D’adéquation de la charge aux capacités de production.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 7
Ces contraintes dites de « Planification et d’ordonnancement de la production »
ont donné lieu à de nombreux travaux et à l’élaboration de méthodes très diverses. Parmi
celles-ci, la méthode MRP tient une place de choix. Elle est implantée de fait dans la
très grande majorité des entreprises industrielles.
La méthode MRP est apparue dans les années 1960. La version initiale Material
Requirement Planning (dite aussi MRP I) correspond à la planification des besoins en
composants.
Elle repose sur la distinction entre besoins indépendants (ceux qui dépendent de
la demande externe, ce sont généralement les produits finis) et besoins dépendants (ceux
qui dépendent d’une demande interne ; ce sont les composants.
Figure 1 : Illustration des besoins
Dans les années 1970, on est passé au Manufacturing Resources Planning (MRP
II, Management des Ressources de Production).On ajoute alors au calcul des besoins, la
recherche de l’adéquation entre charge et capacités. L’objectif est alors :
• De fabriquer ce que l’on a prévu, dans les délais prévus ;
• De respecter les délais(Cette contrainte nécessite d’ajuster les lancements des
ordres d’approvisionnement et des ordres de fabrication en tenant compte des
délais d’approvisionnement et des délais de fabrication, ainsi que les
disponibilité des équipements et de la main d’œuvre.) ;
• De réduire les coûts de production(Cette contrainte s’appuie sur l’utilisation
optimale c’est-à-dire proche de 100% de la ressource disponible en main d’œuvre
et en équipement, et la minimisation des en-cours de production (produits et
composants partiellement transformés) et des stocks tant de composants que de
produits finis).
En somme MRP est en fait un simulateur de fonctionnement de l’entreprise ayant
pour objectif de définir les quantités suffisantes de produits à approvisionner et à acheter
dans un contexte de juste-à-temps. Dans son développement, MRP est passé d’une
simple méthode de réapprovisionnement à un véritable système complet, du plan
industriel à la gestion de l’atelier.
2.2. Présentation de l’outil
2.2.1. Point de départ du calcul des besoins [3]
Pour effectuer un calcul des besoins il faut connaître les quantités à fabriquer,
positionnées dans le temps pour chaque produit fini, il faut disposer dans une base de
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 8
données d’informations concernant les produits fabriqués et achetés. Pour chaque article
il faut disposer des informations suivantes:
Plan directeur de production (PDP) : définit les besoins bruts pour les produits
finis. Qui seront choisies en tenant compte des critères suivants :
Leur nombre ne doit pas être trop élevé, afin de faciliter la planification;
Leur demande doit être prévisible avec une bonne précision.
Fichier des articles: nom, numéro, description, code de niveau, délai
d’obtention, stratégie de groupement des commandes (lot pour lot,
périodique,…), et c.
Nomenclature des produits (fichier des arborescences) : article et quantité de
chaque composant intervenant dans un article donné; souvent établi à un seul
niveau de profondeur (par itération, on peut reconstituer toute l’arborescence
d’un produit fini).
Systèmes d'information sur l'état des stocks et sur les ordres lancés: à noter
que, contrairement aux données précédentes, qui sont de nature relativement
statique, les données ici évoluent de façon permanente et leur gestion doit pouvoir
s'effectuer de façon dynamique.
Carnet des commandes : enregistrés ou prévisionnels qui rentre des fois dans
la détermination du plan directeur de production.
2.3. La logique MRP [2]
Le but ultime de la méthode MRP est de planifier les dates
d'approvisionnement de chaque art i cl e. Dans ce but, on procédera à un raisonnement
en cascade, en planifier d'abord tous les articles de code de niveau zéro, puis toutes
celles de code de niveau 1, 2, 3, …, et c. Pour chaque article, la méthode MRP
détermine successivement les quantités suivantes :
2.3.1. Besoins bruts
Les besoins brut s pour chaque article sont dérivés des "lancements planifiés" de
chacune des articles dans la composition desquelles entre l’article courant.
2.3.2. Besoins nets
Les besoins nets sont déterminés sur base des besoins bruts, des stocks nets et
des approvisionnements attendus.
2.3.3. Approvisionnement planifié
Les approvisionnements planifiés sont déterminés par regroupement (éventuel)
des besoins nets de plusieurs périodes successives.
2.3.4. Absorptions des délais
Les dates de lancement sont obtenues en retranchant les délais d'obtention des
dates d'approvisionnements planifiées.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 9
2.4. Le principe du calcul des besoins
Un chantier (tableau dont les colonnes représentent des périodes de temps) est
associé à chaque article gérer dans le calcul des besoins. Un exemple de ce type de
tableau est présenté sur la figure ci-dessous.
Figure : Echéancier utilisé pour le calcul des besoins
Figure 5 : Echéancier utilisé pour le calcul des besoins.
Les lignes du tableau de la Fi g.5 représentent :
Besoins bruts: rassemble période après période les prévisions de
consommation de l’article ;
Ordres lancés : indique les lots qui sont en cours de production ou les
commandes qui sont en cours de livraison (approvisionnements attendus) ;
Stock prévisionnel : permet de calculer le niveau du stock période après
période (le stock prévisionnel donne la valeur du stock en fin de période) ;
Ordres proposés : montrent les ordres de fabrication ou les ordres
d’approvisionnement (les ordres proposés doivent arriver en début de période et donc
commencer en début de période avec un décalage temporel de la valeur du délai de
production ou d’ approvisionnement ).
2.5. Déroulement du calcul des besoins [4]
Dans la nomenclature arborescente, on trouve un code niveau affecté à chaque
article, le calcul des besoins s’effectuer niveau par niveau en partant du niveau 0 (qui
représente le produit fini). Ce fonctionnement, niveau par niveau est essentiel, car on
doit connaître le programme prévisionnel du composé avant de calculer les besoins
pour le composant.
Si un article apparaît à plusieurs ni veaux, son code sera celui du plus bas niveau
(traitement de tous ses parents pour obtenir ses besoins bruts). Cette règle s’appelle la
règle de plus bas niveau.
Les besoins brut s d’un article (c'est -à-dire les prévisions de consommation)
proviennent des ordres de fabrication planifiés (ordres proposés) pour les articles
parents de cet article. Lorsqu’ un article a plusieurs parents, c'est -à-dire qu’il entre
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 10
dans la composition de plusieurs produits différents, les besoins bruts représentent la
somme des besoins engendrés par les ordres proposés de chacun des parents.
Le besoin net d’une période est déduit du besoin brut en lui soustrayant les
en-cours de production qui doivent être terminés dans la période (ordres lancés) et les
produits en stock à la fin de la période précédente (stock prévisionnel ).
La date de début des ordres proposés est déduite de la date de fin par un décalage
temporel égale au délai d’obtention.
Après avoir placé un ordre proposé dans une période, le nouveau stock
prévisionnel de cette période est recalculé par la relation suivante :
2.6. Techniques de détermination des lots [5]
Le groupement des commandes ou des ordres de fabrication entraîne des
avantages (réduction des temps et des coûts de lancement, rabais éventuels, etc.) et
des inconvénients (maint i en de stocks sur des périodes prolongées, mobilisation de la
capacité productive pour une seule référence). La politique de groupement idéale est
donc celle qui parvient à équilibrer ces avantages et inconvénients, Pour cela, on va
présenter un modèle d'optimisation simple, celui de la détermination des lots
économiques.
Données: Pour un horizon de planification subdivisé en T périodes {1, 2, …, T}, on
connaît :
dt : demande (besoin net) à la période t ;
Cl : coût de lancement (coût fixé encouru pour chaque lancement);
Cp : coût de possession d'une unité pendant une période.
Problème: déterminer un plan de lancement satisfaisant la demande de chaque période
et de coût total minimum.
2.6.1. Politique lot -pour -lot
Dans une politique d'approvisionnement lot-pour-lot, les besoins de chaque
période sont satisfaits grâce à des approvisionnements distincts.
2.6.2. Quantité fixée
Dans cette section, chaque commande porte sur un nombre d'unités constant que
nous noterons Q (ou sur un multiple de Q, si cela s'avère nécessaire pour couvrir les
besoins d'une période). La quantité Q est sélectionnée au préalable sur base de plusieurs
critères potentiels. Elle peut, par exemple correspondre à une quantité de commande
standardisée imposée par le fournisseur, à la capacité d'un récipient ou d'un emballage
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 11
ou celle d'un moyen de transport ou de manutention (parallèle, camion) dans un objectif
de minimisation des coûts, il est également courant de choisir Q égale à la quantité
économique de commande QEC, définit comme suit:
Où D représente la demande prévisionnelle moyenne par période.
2.6.3. Nombre de période fixé
Dans cette approche, lorsqu'une commande est lancée, il doit suffire à couvrir
la demande de P périodes, où P est un paramètre fixé d'avance. Cette politique a comme
avantage: la régularité des commandes présente en effet des avantages évidents tant
pour l’entreprise que pour ses fournisseurs.
Le choix de la période P peut être basé sur différents critères, quantifiables ou
non.
Dans le but de minimiser les coûts encourus, on recommande souvent de choisir
P égal à la période économique entre commandes PEC, calculée sur base de la quantité
de commande économique QEC. Plus précisément, si la demande prévisionnelle
moyenne par période est de D unités, alors PEC est obtenu en arrondissant la valeur
calculée.
2.6.4. Equilibrage des coûts de lancement et de possession
Cette heuristique peut être motivée par les observations suivantes. Si
l’entreprise produit à la période s pour satisfaire la demande des périodes s, s+1, s+2,
. . ., t, les coûts totaux encourus ont la forme :
C(s, t ) = Cl + Cp(s, t )
Puisque le but est de réaliser un compromis optimal entre coûts de lancement
et coûts de possession, il semble raisonnable de choisir t (pour une valeur donnée de s)
de telle sorte que Cl soit approximativement égal à Cp(s, t ). Intuitivement, tant que
Cl > Cp(s, t), la firme préférera augmenter ses coûts de possession de stocks plutôt que
de subir un coût de lancement supplémentaire.
La méthode d'équilibrage des coûts applique donc itérativement la règle
heuristique suivante : une commande lancée à la période s doit couvrir la demande des
périodes s à t, où t est choisi de telle sorte que les coûts de possession Cp(s, t) associés
à ce lot soient aussi proches que possible du coût de lancement Cl.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 12
2.7. Exemple d’application
Nous allons développer un exemple simple qui nous permettra d’introduire la
terminologie standard de l’outil MRP et d’illustrer les principales caractéristiques de
cet outil.
Figure 6 : Exemple de nomenclature.
2.7.1. Collecter les données
Plan directeur de production
Supposons que le PDP pour l’article A se présente comme suit sur un horizon de
six semaines :
Figure 7: PDP de l’article A
Stock prévisionnel
Pour chaque article de la nomenclature, les disponibilités sont les suivants :
Figure 8: Disponibilité des articles
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 13
Délais d’obtention des articles
L’unité utilisée est la semaine.
Fiche des articles à approvisionner :
Ordres lancés: on n’a qu’un seul ordre lancé, concernant l’article B à la
deuxième semaine de 700 unités.
Coûts et demandes associés : pour chaque article de la nomenclature on connaît
: le coût de lancement (Cl) et le coût de possession (Cp) et la demande prévisionnelle
moyenne (D).
Figure 9: coûts des articles
2.7.2. Déroulement du calcul des besoins
La Fi g. 6 montre que l’article B a deux parents. Donc l’ordre de traitement des
articles pour le calcul des besoins fait appel ici à la règle du plus bas niveau, comme
l’article B est au deuxième niveau, il sera donc traité en troisième et l’article C est au
premier niveau et sera donc traité en deuxième. Cette règle du plus bas niveau permet
d’ assurer que lorsque l’on effectue le calcul des besoins d’un article tous ses parents
ont déjà été traités.
Supposons que la politique d’approvisionnement pour tous les articles se calcule
par la politique de quantité fixé.
o Articles de niveau 0
A ce niveau on a que l’article final A, selon les données du coût des articles, la
quantité économique de commande QEC se calcule comme suit :
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 14
Figure 10: Calcul des besoins de l’article A
o Articles de niveau 1
Il s’agit de l’article C seul, l’article B se déroule au deuxième niveau, il faut
rappeler qu’un exemplaire de l’article A nécessite deux exemplaires de l’article C
comme le montre la Fi g.6
Figure 11: Calcul des besoins de l’article C
On remarque que sur la 5ième semaine, les besoins nets sont doublés, cela est
nécessaire pour couvrir les besoins de la semaine.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 15
o Articles de niveau 2
L’article B rentre dans la composition des deux articles A et C toujours par un seul
exemplaire pour chacune d’eux, donc les besoins bruts de l’article C ne sont rien
d’autres que la somme des besoins nets de ses parents (A et C).
On a :
Figure 12: Calcul des besoins de l’article B
3. Planification par les taches [1]
Un produit industriel est le résultat de la succession de plusieurs taches exécutées
dans le temps. En d’autres termes c’est le produit le fruit d’un programme de fabrication
considéré comme un enchainement complexe d’opérations développées dans le temps
et coordonnées entre elles. Il existe à cet effet plusieurs méthodes de représentation d’un
programme de fabrication : représentation PERT, représentation GANTT, PERT
probalisé, PERT coût pour ne citer que ceux-là.
3.1. Représentation PERT
La méthode PERT (Program Evaluation and Review Technic), élaborée et mise
aux pointaux États-Unis en 1958 pour la fabrication des fusées Polaris permet d’avoir
une représentation immuable de l’enchaînement des opérations en la rendant
indépendante du temps. Elle nous permet d’étudier un programme de fabrication en
termes de délais sans tenir compte des charges.
Un PERT se représente par un graphe sagittal où :
chaque opération, ou tâche, est représentée par un arc dont la longueur est
indépendante de la durée ;
chaque sommet représente une étape correspondant à un état fini de l’avancement
de la fabrication.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 16
3.1.1. Principe
La démarche méthodologique du PERT s’établit comme suit :
recherche de toutes les opérations d’un programme de fabrication ;
construction du graphe normalisé représentant le programme ;
détermination du rang de chaque opération ;
calcul des dates au plus tôt et au plus tard de chaque opération ;
calcul des marges de chaque opération ;
détermination du chemin critique ;
représentation sous forme GANTT.
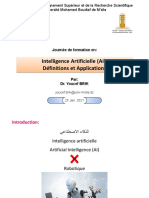
3.1.2. Application
Recherche des opérations
Exemple de présentation de la méthode
Lors de la prise en charge d’une affaire, l’ingénieur chargé fait ressortir les
opérations suivantes :
L’opération B, de durée 3, ne peut être effectuée que si les opérations A, C, E et
F sont terminées ;
L’opération C, de durée 2, ne peut être effectuée que si l’opération A est
terminée ;
L’opération D, de durée 8, ne peut être effectuée que si l’opération A est
terminée ;
L’opération F, de durée 1, ne peut être effectuée que si l’opération A est
terminée ;
L’opération G, de durée 3, ne peut être effectuée que si les opérations A, C et E
sont terminées ;
Les opérations A et E, de durées respectives 15 et 7, peuvent être effectuées sans
attente et les opérations B, D et G terminent la fabrication.
Construction du graphe
Le PERT est matérialisée par un graphe sagittal qui spécifie les dépendances de
la fabrication.
La première phase de construction du graphe PERT consiste à déterminer le rang
de chaque opération. Pour cela, nous écrivons les dépendances fonctionnelles, mises en
évidence lors de la définition de la fabrication, dans une matrice où :
les lignes représentent les opérations qui enchaînent d’autres opérations ;
les colonnes représentent les opérations qui sont enchaînées.
La dépendance est illustrée par une croix
Ensuite, pour déterminer le rang des opérations, nous appliquons la démarche suivante :
rechercher les opérations dont les colonnes n’ont pas de signe : ces opérations
sont de rang 1 ;
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 17
éliminer les signes dans les lignes des opérations qui viennent d’être trouvés ;
répéter ces deux phases, de manière itérative jusqu’à ce qu’il n’y ait plus
d’opérations à traiter, pour déterminer les rangs suivants (2, 3…).
La deuxième phase de construction du PERT consiste à tracer le graphe sagittal
correspondant.
Afin d’obtenir un graphe normalisé, nous serons peut-être amenés à définir des
opérations fictives de durées nulles.
Ce qui nous donne comme graphe de représentation de notre fabrication :
Figure 13: Construction du graphe PERT
Recherche du rang des opérations
Cette étape consiste à déterminer le rang de chaque opération du graphe qui vient
d’être construit (y compris les tâches fictives qui ont pu être rajoutées).
La détermination s’effectue comme vu précédemment pour trouver les rangs des
opérations en partant du début. Il faut noter que si nous n’avons pas de tâches fictives,
la matrice des dépendances est strictement identique. Pour déterminer les rangs des
opérations en partant de la fin, la démarche est la même en remplaçant ligne par colonne
et réciproquement.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 18
Ce qui nous donne les rangs suivants :
Détermination des dates au plus tôt et au plus tard de chaque opération
Dates au plus tôt
Le début au plus tôt de l’étape de rang 1 (E1) commence bien évidemment au
temps t = 0. Ensuite, on calcule, rang par rang, la date de réalisation au plus tôt de chaque
étape concernée. On considérera qu’une étape est achevée lorsque toutes les opérations
qui y mènent sont achevées.
Dates au plus tard
Nous partons de la dernière étape en lui affectant comme date de réalisation au
plus tard, la durée totale de fabrication (C’est la durée du chemin critique représenté par
les arcs plus épais soit 23 unités de temps).
Ensuite on effectue un calcul analogue au précédent en remontant le graphe de
l’étape fin vers l’étape début. Lorsque plusieurs tâches partent de la même étape, nous
prendrons comme date de réalisation au plus tard de cette étape la plus petite des dates
de début des qui y ont leur origine.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 19
Dans le cas de notre exemple les différents calculs permettent d’avoir le graphe
ci-dessous :
Figure 14: Calcul des dates au plus tôt et des dates au plus tard
On en déduit une durée de fabrication de 23 unités de temps.
Calcul des marges
La marge totale d’une opération représente le retard admissible du début d’une
opération qui n’entraîne aucun recul de la date de fin de l’affaire mais qui consomme
les marges de liberté des opérations suivantes. Elle est égale à la différence entre sa date
de début au plus tard et sa date de début au plus tôt.
La marge libre d’une opération représente le retard admissible d’une opération
qui n’entraîne pas de modification de calendrier des opérations suivantes. Elle est égale
à la différence entre la date de début au plus tôt d’une opération suivante et la date de
fin au plus tôt de l’opération concernée. Soit, en raisonnant avec les étapes on a :
Le chemin critique est le chemin qui ne laisse aucune marge aux opérations qui
le composent. Il est donc composé de toutes les opérations dont la marge totale est nulle.
C’est la séquence d’opérations ayant la durée de fabrication la plus longue. Il est possible
d’avoir plusieurs chemins critiques dans une même affaire. Il est peut-être banal, mais
nécessaire de rappeler qu’un chemin critique rejoint obligatoirement le début et la fin de
fabrication.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 20
Dans notre exemple, le chemin critique est ici composé des opérations A et D.
3.2. Représentation suivant un graphe GANTT
3.2.1. Présentation
Dans un système d’axes où les abscisses représentent le temps et les ordonnées
les opérations on représente chaque opération par un segment de droite proportionnel à
sa durée. Le début du segment est calé sur la date de début de l’opération et la fin du
segment représente la fin de l’opération.
Ce type de graphe a l’avantage d’être facile à lire mais il a l’inconvénient de ne
pas représenter les enchaînements des opérations. Il est courant de remarquer que de
nombreux utilisateurs de cette technique les notent en surimpression du graphe.
3.2.2. Construction du graphe de l’exemple
Il existe plusieurs démarches pour construire un graphe GANTT correspondant
à un PERT.
Le problème réside dans le positionnement de chaque tâche dans l’espace-
temps. Le début de chacune d’entre elles résulte d’un choix entre les deux solutions
extrêmes (positionnement au plus tôt ou au plus tard) qui est fait dans la fonction «
ordonnancement ».
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 21
Représentation graphique
Figure 15 : Représentation GANTT au plus tôt et au plus tard.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
La Planification 22
CONCLUSION
En somme les techniques de planification telles que les techniques MRP, PERT
ainsi que le diagramme de GANTT sont des outils remarquables pour une meilleure
planification de la production industrielle.
Néanmoins chacune de ces techniques en elle seule ne permet pas de définir
totalement le processus de sortie d’un produit industriel d’où parfois leur
complémentarité.
BIBLIOGRAPHIE
[1] : Support de cours sur la gestion de la production industrielle
[2] : J. ORLICKY.
«Material Requirement Planing »
McGraw-Hill, 1994.
[3] : Jean-Loui s Brossard, Marc Polizzi.
« Gerer la production industrielle : Outils et méthodes »
Edition Mare Nostrum, 1996.
[4] : Armand Dayan.
« Manuel de Gestion »
Ellipses Edition Marketing S. A., 1999, Paris.
[5] : Yves CRAMA.
«Eléments de gestion de la production »
Edition d’Organisation, 1998.
Réalisé par AKOGAN I. et DEGAN M. UAC/EPAC/GME-5 2014-1015
Vous aimerez peut-être aussi
- Cours Sur La Gestion de La ProductionDocument8 pagesCours Sur La Gestion de La ProductionmerrysemPas encore d'évaluation
- 5 Manuel de Formation OperationsDocument15 pages5 Manuel de Formation OperationsMoez AlouiPas encore d'évaluation
- Capterra Diagramme de GanttDocument35 pagesCapterra Diagramme de GanttJosiane SawadogoPas encore d'évaluation
- 2013 019 CSTP Fiche 6 Documents VaoDocument10 pages2013 019 CSTP Fiche 6 Documents VaoAzeddine DjePas encore d'évaluation
- 3 Annexe Annexe 9 - Rapport SPIK - Exploitation PDFDocument61 pages3 Annexe Annexe 9 - Rapport SPIK - Exploitation PDFMoez AlouiPas encore d'évaluation
- Scdpha T 2005 Segeon TiphaineDocument111 pagesScdpha T 2005 Segeon TiphaineMoez AlouiPas encore d'évaluation
- UPVM T 2011 TAMAYO GIRALDO SimonDocument248 pagesUPVM T 2011 TAMAYO GIRALDO SimonMoez AlouiPas encore d'évaluation
- Chantier 5S Charge & FinitionDocument18 pagesChantier 5S Charge & FinitionMoez AlouiPas encore d'évaluation
- Norme BPFDocument156 pagesNorme BPFBróøwńÿ BåbÿPas encore d'évaluation
- Manuel Formation Méthode-Des-5s PDFDocument21 pagesManuel Formation Méthode-Des-5s PDFJean Paul Bés100% (2)
- Directives de Couleur de Marquage Au SolDocument1 pageDirectives de Couleur de Marquage Au SolMoez Aloui50% (2)
- 24-302 FRA Formular Returned-Goods PDFDocument2 pages24-302 FRA Formular Returned-Goods PDFMoez AlouiPas encore d'évaluation
- RAP - EX17 PlaquesDocument11 pagesRAP - EX17 PlaquesMoez AlouiPas encore d'évaluation
- Tableau Évaluation FourniseurDocument21 pagesTableau Évaluation FourniseurMoez AlouiPas encore d'évaluation
- 24-302 FRA Formular Returned-Goods PDFDocument2 pages24-302 FRA Formular Returned-Goods PDFMoez AlouiPas encore d'évaluation
- Lithium BCX 85 Cells and Batteries FrenchDocument12 pagesLithium BCX 85 Cells and Batteries FrenchMoez AlouiPas encore d'évaluation
- Suivi Commande Et Demande 2019Document20 pagesSuivi Commande Et Demande 2019Moez AlouiPas encore d'évaluation
- Autit Interne LogistiqueDocument17 pagesAutit Interne LogistiqueMoez AlouiPas encore d'évaluation
- FdsvartaDocument7 pagesFdsvartaMoez AlouiPas encore d'évaluation
- Tableau ExploitationDocument8 pagesTableau ExploitationMoez AlouiPas encore d'évaluation
- Grille Exigences - FR - FSGPFPPMO201100011 - 4 - 4Document1 pageGrille Exigences - FR - FSGPFPPMO201100011 - 4 - 4Moez AlouiPas encore d'évaluation
- Exemple de Phrase PourDocument1 pageExemple de Phrase PourMoez Aloui100% (1)
- Grille Exigences - FR - FSGPFPPMO201100011 - 4 - 4Document1 pageGrille Exigences - FR - FSGPFPPMO201100011 - 4 - 4Moez AlouiPas encore d'évaluation
- fsb-14 Valve Regulated Rechargeable Battery Salicru FRDocument11 pagesfsb-14 Valve Regulated Rechargeable Battery Salicru FRMoez AlouiPas encore d'évaluation
- RAP - EX17 PlaquesDocument11 pagesRAP - EX17 PlaquesMoez AlouiPas encore d'évaluation
- SDS Valve Regulated Lead Acid French PDFDocument11 pagesSDS Valve Regulated Lead Acid French PDFMoez AlouiPas encore d'évaluation
- Tableau ExploitationDocument8 pagesTableau ExploitationMoez AlouiPas encore d'évaluation
- FdsvartaDocument7 pagesFdsvartaMoez AlouiPas encore d'évaluation
- SDS Valve Regulated Lead Acid French PDFDocument11 pagesSDS Valve Regulated Lead Acid French PDFMoez AlouiPas encore d'évaluation
- FDS15935583Document10 pagesFDS15935583Moez AlouiPas encore d'évaluation
- Introduction Ingénierie Systèmes Intelligents 2022 2023Document17 pagesIntroduction Ingénierie Systèmes Intelligents 2022 2023Amaury VinelPas encore d'évaluation
- 1-Rem Commande - PrédictiveDocument28 pages1-Rem Commande - PrédictiveLots of lovePas encore d'évaluation
- Chapitre-1 UMLDocument43 pagesChapitre-1 UMLTekrour ZakPas encore d'évaluation
- Fiche de Révision Genie LogicielDocument7 pagesFiche de Révision Genie LogicielBrairain DupontPas encore d'évaluation
- Programme CHSVR 2021Document4 pagesProgramme CHSVR 2021Btn SayadPas encore d'évaluation
- MET4200 - H22 - Séance 13 - GOP à Lã Re de LinformationDocument50 pagesMET4200 - H22 - Séance 13 - GOP à Lã Re de LinformationSoukeurtahaPas encore d'évaluation
- Méthode Harmonisée D'analyse Des Risques MÉHARIDocument12 pagesMéthode Harmonisée D'analyse Des Risques MÉHARIهل تعلمPas encore d'évaluation
- Formation AI Incubateur Msila 25-01-2021Document47 pagesFormation AI Incubateur Msila 25-01-2021Moun tariPas encore d'évaluation
- Ch5-UML 1Document29 pagesCh5-UML 1Twalal HarounaPas encore d'évaluation
- Compte Rendu Du TP Régulation IndustrielleDocument9 pagesCompte Rendu Du TP Régulation IndustrielleJamilJaoua100% (3)
- Manuel Qualite Ramset Version C 2011Document18 pagesManuel Qualite Ramset Version C 2011Faty M'hammediPas encore d'évaluation
- OptimisationDocument124 pagesOptimisationAlvaro MuabiPas encore d'évaluation
- SysExp Cours1Document15 pagesSysExp Cours1Mira AllaliPas encore d'évaluation
- Uml 1Document101 pagesUml 1Loubna EnnajiPas encore d'évaluation
- Ab 4Document46 pagesAb 4boouananiPas encore d'évaluation
- Liste Vocabulaire TechnologieDocument3 pagesListe Vocabulaire Technologiebianca3iftodePas encore d'évaluation
- EXERCICES ISO 9001 V 2015Document11 pagesEXERCICES ISO 9001 V 2015Association Dioxma Loxo100% (5)
- QualitéDocument28 pagesQualitépapa100% (1)
- Chapitre 01Document13 pagesChapitre 01Omar Ait gabPas encore d'évaluation
- ALD - ISTQB Fondation - Chapitre 1 - V1.2Document84 pagesALD - ISTQB Fondation - Chapitre 1 - V1.2Samy HassinePas encore d'évaluation
- Les Bases Du BPM Pour Les Nuls Tcm46-38185Document76 pagesLes Bases Du BPM Pour Les Nuls Tcm46-38185wengoti50% (2)
- Module 3 New ISO 9001 Version 2015Document43 pagesModule 3 New ISO 9001 Version 2015oussema waliPas encore d'évaluation
- Compte Rendu TP2Document11 pagesCompte Rendu TP2SifgPas encore d'évaluation
- 0.2.140322 - Ouvrages Qualité Biblithéque ENCGv1 - ADocument3 pages0.2.140322 - Ouvrages Qualité Biblithéque ENCGv1 - AHajar Laarichi100% (1)
- GL CH1&2Document70 pagesGL CH1&2Ahmed BelaïdPas encore d'évaluation
- Chap1 Scheduling 2022Document56 pagesChap1 Scheduling 2022nathan tatchouPas encore d'évaluation
- QCM Sur La Methode ScrumDocument10 pagesQCM Sur La Methode Scrummanueltapa47100% (1)
- Tableau de Conversion MassesDocument16 pagesTableau de Conversion Massesdemo hackPas encore d'évaluation
- TD PCC - CorrectionDocument4 pagesTD PCC - CorrectionTunENSTABPas encore d'évaluation
- Note 4 Approche Systemique PDFDocument5 pagesNote 4 Approche Systemique PDFsoukainaPas encore d'évaluation