Vous aimerez peut-être aussi
- Anodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesD'EverandAnodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pipes & Fittings Copper YorkshireDocument32 pagesPipes & Fittings Copper YorkshirempwasaPas encore d'évaluation
- T YorkshireDocument32 pagesT YorkshirestarykltPas encore d'évaluation
- A Short History of M&I Materials Limited and Its Heritage: 1901-2010Document32 pagesA Short History of M&I Materials Limited and Its Heritage: 1901-2010Max LiaoPas encore d'évaluation
- 3 The Lead Zinc Industry in Canada - 1961 To 2011Document14 pages3 The Lead Zinc Industry in Canada - 1961 To 2011Mehdi AğayiPas encore d'évaluation
- 1995 - B - Steiger - The History of ConcreteDocument3 pages1995 - B - Steiger - The History of ConcreteMadalena van ZellerPas encore d'évaluation
- 1.1 Introduction To Reinforced ConcreteDocument2 pages1.1 Introduction To Reinforced ConcreteEvePas encore d'évaluation
- NGK InsulatorsDocument24 pagesNGK InsulatorsDayan Yasaranga50% (2)
- Sandvik: Annual Report 1999Document80 pagesSandvik: Annual Report 1999Emmanuel AssovounangPas encore d'évaluation
- Journey To TMT BarsDocument52 pagesJourney To TMT BarsSuresh g.s.Pas encore d'évaluation
- Elements of Plumbing - Samuel Edward DibbleDocument81 pagesElements of Plumbing - Samuel Edward DibblePhil MarceloPas encore d'évaluation
- The Last Half Century Wirewound Resistors Part OneDocument11 pagesThe Last Half Century Wirewound Resistors Part OneAhmed HamoudaPas encore d'évaluation
- Araldite - AdhesiveDocument3 pagesAraldite - Adhesivespahicdanilo100% (1)
- Copper Extraction From The 60s. Into The 21st CenturyDocument25 pagesCopper Extraction From The 60s. Into The 21st CenturyPatricia FuenzalidaPas encore d'évaluation
- Overlay Products: The Proven Way To Prevent Wear and CorrosionDocument8 pagesOverlay Products: The Proven Way To Prevent Wear and CorrosionYousab CreatorPas encore d'évaluation
- Latest Edit2Document4 912 pagesLatest Edit2Rahul PandeyPas encore d'évaluation
- 2nd Industrial Revolution MetranGlyzylDocument18 pages2nd Industrial Revolution MetranGlyzylChinita Chin AcaboPas encore d'évaluation
- Low Cost Ferro Cement Single Room House A Revolutionary Change in Construction Building of PakistanDocument6 pagesLow Cost Ferro Cement Single Room House A Revolutionary Change in Construction Building of PakistanAtharva KakdePas encore d'évaluation
- Product Guide: The Whole 2019 Product Range InsideDocument56 pagesProduct Guide: The Whole 2019 Product Range InsideJosé MacedoPas encore d'évaluation
- Banagher Precast Concrete Bridge Beam ManualDocument25 pagesBanagher Precast Concrete Bridge Beam ManualSulabh GuptaPas encore d'évaluation
- Sssssssss DsDocument5 pagesSssssssss DsAsia VelascoPas encore d'évaluation
- Carbide Design HandbookDocument53 pagesCarbide Design HandbookDidier MarneffePas encore d'évaluation
- Design of Cold Rolling Mill ComponentsDocument5 pagesDesign of Cold Rolling Mill Componentsmohamed.hassan031Pas encore d'évaluation
- D CodeUpdates Sputo Aug121Document2 pagesD CodeUpdates Sputo Aug121JailsondaSilvaPas encore d'évaluation
- A Journey Through Indian Reinforcing BarsDocument5 pagesA Journey Through Indian Reinforcing BarssujupsPas encore d'évaluation
- Coring Rods and Casing CatalogDocument84 pagesCoring Rods and Casing CatalogPedro GallardoPas encore d'évaluation
- Design of Cold Rolling Mill Components: Firoj U. Pathan, Santosh N. ShelkeDocument5 pagesDesign of Cold Rolling Mill Components: Firoj U. Pathan, Santosh N. Shelkepremratan_mPas encore d'évaluation
- History of Cement IndustryDocument6 pagesHistory of Cement Industrypraveenkv_keskarPas encore d'évaluation
- The Aircraft Engineer: Die Head Bolster ContainerDocument1 pageThe Aircraft Engineer: Die Head Bolster Containerseafire47Pas encore d'évaluation
- 20 Recent Advances in RefractoriesDocument11 pages20 Recent Advances in RefractoriesAditya BhordePas encore d'évaluation
- Concrete For ConstructionDocument34 pagesConcrete For Constructionzakar AliPas encore d'évaluation
- Villiers StoryDocument18 pagesVilliers StoryMark JamesPas encore d'évaluation
- Putting Traditional Hitachi Skills To Work in Emerging EconomiesDocument4 pagesPutting Traditional Hitachi Skills To Work in Emerging EconomiesUsama NagebPas encore d'évaluation
- Taylor at AllDocument8 pagesTaylor at AllchamithaphPas encore d'évaluation
- Ijser: Ferrocement: A Modern Technology With Its Application in Water Resource Department (WRD)Document5 pagesIjser: Ferrocement: A Modern Technology With Its Application in Water Resource Department (WRD)Rutvik GadepatilPas encore d'évaluation
- FE 051 en Ingot Casting Hot Tops Application StoryDocument2 pagesFE 051 en Ingot Casting Hot Tops Application StoryemregnesPas encore d'évaluation
- Tyton Joint Pipe & Fittings: 2008 EditionDocument39 pagesTyton Joint Pipe & Fittings: 2008 EditionJOHNNY CALEROPas encore d'évaluation
- SADIPDocument64 pagesSADIPnazar750Pas encore d'évaluation
- Silcosil-Silicone-Insulators-AI-EN - 01 Technical Article Composite InsulatorDocument20 pagesSilcosil-Silicone-Insulators-AI-EN - 01 Technical Article Composite Insulatorpoci11Pas encore d'évaluation
- Atkins EssayDocument16 pagesAtkins EssaynicolapellowPas encore d'évaluation
- Welding FundamentalsDocument44 pagesWelding FundamentalsJean PierrePas encore d'évaluation
- Icsa 2019 SHD3Document9 pagesIcsa 2019 SHD3javi flowPas encore d'évaluation
- German Electronic Engineering PDFDocument23 pagesGerman Electronic Engineering PDFjuanPas encore d'évaluation
- Macalloy Corporate Brochure September 2018 LR PDFDocument12 pagesMacalloy Corporate Brochure September 2018 LR PDFsampathkumarPas encore d'évaluation
- Progress of Special Steel-Making Process in Japan: Yoshio IshiharaDocument15 pagesProgress of Special Steel-Making Process in Japan: Yoshio IshiharaChandra Shekar EmaniPas encore d'évaluation
- Manufacture of Alum PDFDocument450 pagesManufacture of Alum PDFKimberly ConleyPas encore d'évaluation
- 2B Basics of Tunnelling PDFDocument1 page2B Basics of Tunnelling PDFBIRUK FEKADUPas encore d'évaluation
- Kusaka 1986Document13 pagesKusaka 1986MindfulnessPas encore d'évaluation
- Development and Application of Nickel Alloys in Aerospace Engineering PDFDocument9 pagesDevelopment and Application of Nickel Alloys in Aerospace Engineering PDFAditya Budi FauziPas encore d'évaluation
- Bridge Beam Manual: Precast Concrete SpecialistsDocument27 pagesBridge Beam Manual: Precast Concrete SpecialistsVijayPas encore d'évaluation
- SRIA Concrete Historical ReinforcementDocument10 pagesSRIA Concrete Historical ReinforcementfatherofgeorgePas encore d'évaluation
- From Gunpowder To Pit Viper tcm1240-3515532 PDFDocument8 pagesFrom Gunpowder To Pit Viper tcm1240-3515532 PDFTati JacomePas encore d'évaluation
- Pool) That Cools To Become A Strong: Workshop Theory and Practice (Machine Shop)Document17 pagesPool) That Cools To Become A Strong: Workshop Theory and Practice (Machine Shop)Dennis DalePas encore d'évaluation
- The Recent Period: HakdogDocument18 pagesThe Recent Period: HakdogJerameel ClaveriaPas encore d'évaluation
- .DAY 1 A WELDING-HISTORY by TECHNOSMITHDocument15 pages.DAY 1 A WELDING-HISTORY by TECHNOSMITHtrustfaith49Pas encore d'évaluation
- Electrolytic Zinc Works - Nomination.V5Document24 pagesElectrolytic Zinc Works - Nomination.V5Mehdi AğayiPas encore d'évaluation
- Srecent Advances in Obturation MaterialDocument1 pageSrecent Advances in Obturation MaterialMonika LohakpurePas encore d'évaluation
- Amp 17207 P 34Document2 pagesAmp 17207 P 34cybervolt securitiesPas encore d'évaluation
- l1455 04Document4 pagesl1455 04ninatenaPas encore d'évaluation
- l1455 01Document9 pagesl1455 01ninatenaPas encore d'évaluation
- Content Jdfgjdfjgjsfjjfjijfjsfjdjfsjdifjojdjfowopjwjrqjrpjwprjpoqo Ropeqweiq2Oiepopi2Opriop3 Itopgda Fg'Jerg Ert W4O R3 (Pot Rpwoero Peot Porw Poa RD'SDocument9 pagesContent Jdfgjdfjgjsfjjfjijfjsfjdjfsjdifjojdjfowopjwjrqjrpjwprjpoqo Ropeqweiq2Oiepopi2Opriop3 Itopgda Fg'Jerg Ert W4O R3 (Pot Rpwoero Peot Porw Poa RD'SninatenaPas encore d'évaluation
- Content Jdfgjdfjgjsfjjfjijfjsfjdjfsjdifjojdjfowopjwjrqjrpjwprjpoqo Ropeqweiq2Oiepopi2Opriop3 Itopgda Fg'Jerg Ert W4O R3 (Pot Rpwoero Peot Porw Poa RD'SDocument9 pagesContent Jdfgjdfjgjsfjjfjijfjsfjdjfsjdifjojdjfowopjwjrqjrpjwprjpoqo Ropeqweiq2Oiepopi2Opriop3 Itopgda Fg'Jerg Ert W4O R3 (Pot Rpwoero Peot Porw Poa RD'SninatenaPas encore d'évaluation
- l1455 03Document6 pagesl1455 03ninatenaPas encore d'évaluation
- Gríma, You and Ása Ride Back With MeDocument20 pagesGríma, You and Ása Ride Back With MeninatenaPas encore d'évaluation
- (Automated Voice) The NumberDocument21 pages(Automated Voice) The NumberninatenaPas encore d'évaluation
- Welding Processes and ProceduresDocument6 pagesWelding Processes and ProceduresninatenaPas encore d'évaluation
- (Over Radio) Einar To Gríma. - (Over Radio) Gríma HereDocument26 pages(Over Radio) Einar To Gríma. - (Over Radio) Gríma HereninatenaPas encore d'évaluation
- Katla S01E03 The Mother 1080p NF WEB-DL SDHDocument22 pagesKatla S01E03 The Mother 1080p NF WEB-DL SDHninatenaPas encore d'évaluation
- Code SteelDocument6 pagesCode SteelninatenaPas encore d'évaluation
- Aws D1.1/D1.1M:2015Document6 pagesAws D1.1/D1.1M:2015ninatenaPas encore d'évaluation
- Om Under The Glacier 1080p NF WEB-DL SDHDocument23 pagesOm Under The Glacier 1080p NF WEB-DL SDHninatenaPas encore d'évaluation
- Stell 2011specificDocument7 pagesStell 2011specificninatenaPas encore d'évaluation
- Forever-Purge 2021Document52 pagesForever-Purge 2021ninatenaPas encore d'évaluation
- 0001CARDocument1 page0001CARninatenaPas encore d'évaluation
- Enct. - : - Ref. 01..:.. '. MS TotDocument2 pagesEnct. - : - Ref. 01..:.. '. MS TotninatenaPas encore d'évaluation
- Pan 01Document2 pagesPan 01ninatenaPas encore d'évaluation
- Wewqrqwrqiw Jfiojefojoeje Pifowfqgwo Whihfqou Wgfqoeifuh Qpwhfihfwh Jfqeqgfge RQWRDocument6 pagesWewqrqwrqiw Jfiojefojoeje Pifowfqgwo Whihfqou Wgfqoeifuh Qpwhfihfwh Jfqeqgfge RQWRninatenaPas encore d'évaluation
- Enct. - : - Ref. 01..:.. '. MS TotDocument2 pagesEnct. - : - Ref. 01..:.. '. MS TotninatenaPas encore d'évaluation
- Enct. - : - Ref. 01..:.. '. MS TotDocument2 pagesEnct. - : - Ref. 01..:.. '. MS TotninatenaPas encore d'évaluation
- Painting and RepairDocument2 pagesPainting and RepairninatenaPas encore d'évaluation
- TTDDocument1 pageTTDninatenaPas encore d'évaluation
- 0004CARDocument1 page0004CARninatenaPas encore d'évaluation
- 0003CARDocument1 page0003CARninatenaPas encore d'évaluation
- 0002car PDFDocument1 page0002car PDFninatenaPas encore d'évaluation
- Hap 6Document2 pagesHap 6ninatenaPas encore d'évaluation
- TtaDocument1 pageTtaninatenaPas encore d'évaluation
- TTBDocument1 pageTTBninatenaPas encore d'évaluation
- Hap 4Document2 pagesHap 4ninatenaPas encore d'évaluation
- D V V U: T A.II.i.4. M P BS 1178Document4 pagesD V V U: T A.II.i.4. M P BS 1178ShubhamRanjanPas encore d'évaluation
- A Review Study On Different Properties of Hollow Concrete Blocks IJERTCONV4IS03032 PDFDocument3 pagesA Review Study On Different Properties of Hollow Concrete Blocks IJERTCONV4IS03032 PDFJohn Rhey Lofranco TagalogPas encore d'évaluation
- Defects Acceptance CriteriaDocument1 pageDefects Acceptance CriteriahakamaffaqPas encore d'évaluation
- Qualitative Analysis of Inorganic Salt 11 and 12 ChemistryDocument66 pagesQualitative Analysis of Inorganic Salt 11 and 12 Chemistrybakhshishh06Pas encore d'évaluation
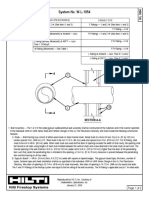
- W-L-1054 Pipe Through Gyp Board AssemblyDocument2 pagesW-L-1054 Pipe Through Gyp Board AssemblyJason StellePas encore d'évaluation
- Electric WeldingDocument19 pagesElectric WeldingAnonymous e3XZzQPas encore d'évaluation
- SeasoningDocument2 pagesSeasoningsushilPas encore d'évaluation
- Bacteria KSUDocument2 pagesBacteria KSUsentryx1Pas encore d'évaluation
- Shelgaon Bridge QuantitesDocument8 pagesShelgaon Bridge Quantitessantosh yevvariPas encore d'évaluation
- Datasheet For Metals ST 90 PCDocument2 pagesDatasheet For Metals ST 90 PCGalPas encore d'évaluation
- The Complete Photo Guide To Beading (PDFDrive) PDFDocument736 pagesThe Complete Photo Guide To Beading (PDFDrive) PDFRoxi Ma100% (5)
- Construction MethodologyDocument44 pagesConstruction MethodologyAmar WadoodPas encore d'évaluation
- Contact Lens: T.Johnson Francis Selvan Iii BSC Chemistry St. Johns CollegeDocument68 pagesContact Lens: T.Johnson Francis Selvan Iii BSC Chemistry St. Johns CollegeJim Livingston100% (1)
- FF BOQ Sample FlatDocument1 pageFF BOQ Sample Flatyash shahPas encore d'évaluation
- Crochet HeartsDocument4 pagesCrochet HeartsAleemah KhnPas encore d'évaluation
- PharmDocument8 pagesPharmAmit GautamPas encore d'évaluation
- Timesaver Cast Iron Drainage SystemsDocument22 pagesTimesaver Cast Iron Drainage SystemsNaveen DiggaiPas encore d'évaluation
- Bell B50D Parts ManualDocument2 pagesBell B50D Parts ManualAfandiquokkaPas encore d'évaluation
- Ma'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresDocument35 pagesMa'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresMuhammad Najam AbbasPas encore d'évaluation
- Multiple Choice Questions Combustion and FlameDocument3 pagesMultiple Choice Questions Combustion and FlameFaisal ShahzadPas encore d'évaluation
- The Project Report KLTDocument9 pagesThe Project Report KLTLenh LePas encore d'évaluation
- Appendixes: Appendix Particle Size - 1 - A - AluminumDocument19 pagesAppendixes: Appendix Particle Size - 1 - A - AluminumIbrahim HeaderPas encore d'évaluation
- Synthesis of Dibenzalacetone: Tobias Langenegger Tobiasla@student - Ethz.ch 05-918-362 D-Biol (Chem.)Document6 pagesSynthesis of Dibenzalacetone: Tobias Langenegger Tobiasla@student - Ethz.ch 05-918-362 D-Biol (Chem.)Júlio Gabriel Queiroz dos SantosPas encore d'évaluation
- Habonim Cryo ValveDocument8 pagesHabonim Cryo ValveashishpearlPas encore d'évaluation
- 12th Chemistry All Unit Questions and Answers Study Material EMDocument44 pages12th Chemistry All Unit Questions and Answers Study Material EMBalajiPas encore d'évaluation
- InoxDocument19 pagesInoxvalla_67Pas encore d'évaluation
- Mendoza Nowella BT122 RSW-02 Masonry-And-ConcreteDocument21 pagesMendoza Nowella BT122 RSW-02 Masonry-And-ConcreteNowella MendozaPas encore d'évaluation
- Chapter - 3.3 Precipitation TitrationDocument25 pagesChapter - 3.3 Precipitation TitrationDessu AshagriePas encore d'évaluation
- Chem 2 Prac 28 RidaDocument4 pagesChem 2 Prac 28 RidanikkilakhanPas encore d'évaluation
- Dow - PolyurethanesDocument18 pagesDow - PolyurethanesCarlota100% (1)