Vous aimerez peut-être aussi
- Mike-Banach-UOP-2016 Presentation On Oleflex Operating UnitsDocument20 pagesMike-Banach-UOP-2016 Presentation On Oleflex Operating Unitsagarwalashwin32100% (1)
- CVFGFHGDocument25 pagesCVFGFHGMary Grace VelitarioPas encore d'évaluation
- BTX AromaticsDocument6 pagesBTX AromaticsEzekielPas encore d'évaluation
- Review Proses CumeneDocument15 pagesReview Proses Cumenerachma tiaPas encore d'évaluation
- Stoichiometric Equations & ProblemsDocument6 pagesStoichiometric Equations & ProblemsBenedict MarzanPas encore d'évaluation
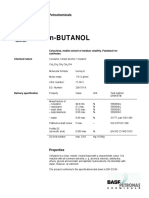
- n-BUTANOL Technical Information - BPC PDFDocument4 pagesn-BUTANOL Technical Information - BPC PDFshenn0Pas encore d'évaluation
- Pulp SynopsisDocument12 pagesPulp SynopsisnaiduPas encore d'évaluation
- PuDocument5 pagesPuasoka33Pas encore d'évaluation
- Platinum (II) Chloride-Catalyzed Stereoselective Domino Enyne Isomerization/Diels - Alder ReactionDocument3 pagesPlatinum (II) Chloride-Catalyzed Stereoselective Domino Enyne Isomerization/Diels - Alder ReactionDiogomussumPas encore d'évaluation
- Sintesis Zyegler de AlcoholesDocument5 pagesSintesis Zyegler de AlcoholesJuan Carlos VillotaPas encore d'évaluation
- Practice Test1 PDFDocument6 pagesPractice Test1 PDFMohammad Amir AliPas encore d'évaluation
- CaprolactamDocument4 pagesCaprolactamArchie HisolerPas encore d'évaluation
- Polypropylene Homopolymer Via Bulk Process - Cost Analysis PP E11ADocument54 pagesPolypropylene Homopolymer Via Bulk Process - Cost Analysis PP E11AAsad KhanPas encore d'évaluation
- A Guide To Glycols - DowDocument58 pagesA Guide To Glycols - DowvoromarPas encore d'évaluation
- Crops of TruthDocument47 pagesCrops of Truthyoann666100% (1)
- Tutorial-Chapter 2 (June - Oct 2013)Document5 pagesTutorial-Chapter 2 (June - Oct 2013)paulineanakmawatPas encore d'évaluation
- List of Commonly Encountered Petroleum and Petroleum ProductsDocument6 pagesList of Commonly Encountered Petroleum and Petroleum ProductsEddie MoePas encore d'évaluation
- Polymer SolutionsDocument4 pagesPolymer SolutionsSankhya MohantyPas encore d'évaluation
- 2 - TDVS GopalkrishnaDocument61 pages2 - TDVS GopalkrishnaManav GaneshPas encore d'évaluation
- Ethanol To Ethylene Technology FolderDocument3 pagesEthanol To Ethylene Technology FolderChris van der ZandePas encore d'évaluation
- StyreneDocument22 pagesStyreneMohd Masri A. Razak100% (1)
- Ethanolamines: Product InformationDocument48 pagesEthanolamines: Product InformationElias0% (1)
- Ullmann's Enc. of Industrial Chemistry PLANTA.Document12 pagesUllmann's Enc. of Industrial Chemistry PLANTA.yoelarismendi100% (1)
- Asia Chemicals Outlook Final Smaller VersionDocument125 pagesAsia Chemicals Outlook Final Smaller Versionsantos navad100% (1)
- Pygas HydrogenationDocument38 pagesPygas HydrogenationJohn CyrilPas encore d'évaluation
- Production of Acetic Acid From Methanol: Petrovietnam UniversityDocument27 pagesProduction of Acetic Acid From Methanol: Petrovietnam UniversityVăn Bão TôPas encore d'évaluation
- Petrochemical OutlookDocument39 pagesPetrochemical Outlooksam joseph100% (1)
- 020 Gerwin Wijsman GraceDocument20 pages020 Gerwin Wijsman GraceNduong NguyenPas encore d'évaluation
- Tatoraytechsheet PDFDocument2 pagesTatoraytechsheet PDFAnubhavAgarwalPas encore d'évaluation
- Brand Luwipal Brochure Amino ResinsDocument8 pagesBrand Luwipal Brochure Amino Resinsfrox123Pas encore d'évaluation
- Pre Feasibility Study For MIBK Plant - IndiaDocument35 pagesPre Feasibility Study For MIBK Plant - IndiaShiv KothariPas encore d'évaluation
- Kinetics of Propylene Glycol HydrochlorinationDocument4 pagesKinetics of Propylene Glycol HydrochlorinationWidya Isti AriantiPas encore d'évaluation
- MA18-WE-SPEC Oxo Alcohols TOC PDFDocument89 pagesMA18-WE-SPEC Oxo Alcohols TOC PDFCristina Landim DuartePas encore d'évaluation
- DMEDocument7 pagesDMEc_vivi92Pas encore d'évaluation
- CSNL An Environment Friendly Alternative PDFDocument15 pagesCSNL An Environment Friendly Alternative PDFDonald_12Pas encore d'évaluation
- Ethanolamines From Ethylene Oxide and AmmoniaDocument1 pageEthanolamines From Ethylene Oxide and AmmoniaBramJanssen76100% (1)
- Aromatics and Derivatives (S&D Outlooks) Jan 2019Document21 pagesAromatics and Derivatives (S&D Outlooks) Jan 2019willbeacham100% (4)
- 25 Hylube ProcessDocument2 pages25 Hylube Processramonchang100% (1)
- Acetic Acid - 010614Document1 pageAcetic Acid - 010614JESSICA PAOLA TORO VASCOPas encore d'évaluation
- Chapter 2Document5 pagesChapter 2nfarPas encore d'évaluation
- PDFDocument6 pagesPDFjamy862004Pas encore d'évaluation
- SolventExtraction OfAromaticComponents FromLube-OilCut ByN-methylpyrrolidoneDocument8 pagesSolventExtraction OfAromaticComponents FromLube-OilCut ByN-methylpyrrolidonebelizondohPas encore d'évaluation
- Assignment-2 (UCH850 - 101601010) PDFDocument7 pagesAssignment-2 (UCH850 - 101601010) PDFarpit thukralPas encore d'évaluation
- Poliol Lurgi Proces PDFDocument4 pagesPoliol Lurgi Proces PDFAgung SiswahyuPas encore d'évaluation
- Icis Chemicals Outlook 2017 EuropeDocument86 pagesIcis Chemicals Outlook 2017 EuropeMoises RomeroPas encore d'évaluation
- How To Make Nano Silica From Extracted Silica Rice Husk (Discussion)Document1 pageHow To Make Nano Silica From Extracted Silica Rice Husk (Discussion)MohdhafizFaiz MdAliPas encore d'évaluation
- Dimethyl TerephthalateDocument9 pagesDimethyl Terephthalatehung_metalPas encore d'évaluation
- The Chemistry of Dimethyl CarbonateDocument11 pagesThe Chemistry of Dimethyl Carbonatenilesh_ghm21Pas encore d'évaluation
- Lummus PolypropyleneDocument2 pagesLummus PolypropyleneÜmit Düngel100% (1)
- Acetyl AcetoneDocument11 pagesAcetyl AcetonePanneerselvam DhanushkodiPas encore d'évaluation
- Butanediol and Derivatives PDFDocument4 pagesButanediol and Derivatives PDFJaamac DhiilPas encore d'évaluation
- catalyticDehydrogenationLightAlkanesonMetals PDFDocument41 pagescatalyticDehydrogenationLightAlkanesonMetals PDFjulianamochizuki100% (2)
- Clariant Brochure Performance Additives For The Plastics Industry 2019 ENDocument12 pagesClariant Brochure Performance Additives For The Plastics Industry 2019 ENcincinatti159634100% (1)
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970D'EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Évaluation : 5 sur 5 étoiles5/5 (1)
- Processes Review of Propylene Production by Catalytic Cracking of C4-C8 OlefinsDocument12 pagesProcesses Review of Propylene Production by Catalytic Cracking of C4-C8 OlefinsAndres Carmona OsorioPas encore d'évaluation
- UOP Oleflex Process PDFDocument2 pagesUOP Oleflex Process PDFFernadez Ramos CarolayPas encore d'évaluation
- UOP Oleflex Process For Propylene Production: PetrochemicalDocument2 pagesUOP Oleflex Process For Propylene Production: PetrochemicalWong Yee SunPas encore d'évaluation
- Propylene Production Methods and FCC Process Rules in Propylene DemandsDocument22 pagesPropylene Production Methods and FCC Process Rules in Propylene DemandsYwjnn GalimPas encore d'évaluation
- 1 .1-S2.0-S2213343721006503-MainDocument14 pages1 .1-S2.0-S2213343721006503-Mainmohamed magedPas encore d'évaluation
- Lurgi's Methanol To Propylene (MTP) Report On A Successful CommercialisationDocument7 pagesLurgi's Methanol To Propylene (MTP) Report On A Successful CommercialisationDaniel GarcíaPas encore d'évaluation
- 8 TH Linear Equations DBDocument1 page8 TH Linear Equations DBParth GoyalPas encore d'évaluation
- HH220i - JAN 11Document1 pageHH220i - JAN 11Achmad GazaliPas encore d'évaluation
- Potassium Permanganate CARUSOL CarusCoDocument9 pagesPotassium Permanganate CARUSOL CarusColiebofreakPas encore d'évaluation
- Tutorial Letter 101/0/2022: Foundations in Applied English Language Studies ENG1502 Year ModuleDocument17 pagesTutorial Letter 101/0/2022: Foundations in Applied English Language Studies ENG1502 Year ModuleFan ele100% (1)
- Pipetite: Pipetite Forms A Flexible, Sanitary Seal That Allows For Pipeline MovementDocument4 pagesPipetite: Pipetite Forms A Flexible, Sanitary Seal That Allows For Pipeline MovementAngela SeyerPas encore d'évaluation
- SafetyStock OverviewDocument3 pagesSafetyStock OverviewJosue FonsecaPas encore d'évaluation
- Different Art TechniquesDocument39 pagesDifferent Art TechniquesRommel LegaspiPas encore d'évaluation
- Et Iso 12543 4 2011Document16 pagesEt Iso 12543 4 2011freddyguzman3471Pas encore d'évaluation
- Учебный предметDocument2 pagesУчебный предметorang shabdizPas encore d'évaluation
- British Airways Culture and StructureDocument29 pagesBritish Airways Culture and Structure陆奕敏Pas encore d'évaluation
- Śāntarak ItaDocument8 pagesŚāntarak ItaÁtilaPas encore d'évaluation
- Week 1 Macro (DDR)Document49 pagesWeek 1 Macro (DDR)Stevie Sean100% (1)
- (Official) AVTC5 - Unit 1 - Before ClassDocument11 pages(Official) AVTC5 - Unit 1 - Before ClassNhân NguyễnPas encore d'évaluation
- Asian RegionalismDocument15 pagesAsian RegionalismLiezel AalaPas encore d'évaluation
- Case Study 1 HRM in PandemicDocument2 pagesCase Study 1 HRM in PandemicKristine Dana LabaguisPas encore d'évaluation
- Adolescents and Career DevelopmentDocument10 pagesAdolescents and Career DevelopmentMasrijah MasirPas encore d'évaluation
- Final ExamDocument2 pagesFinal ExamblacmsPas encore d'évaluation
- Cover PageDocument10 pagesCover PageAvijit GhoshPas encore d'évaluation
- Cpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualDocument573 pagesCpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualMarcellin MarcaPas encore d'évaluation
- Self Regulated StudyDocument6 pagesSelf Regulated StudyAdelheyde HelenePas encore d'évaluation
- Practical Research 2Document16 pagesPractical Research 2Benedict Coloma BandongPas encore d'évaluation
- Cisco Nexus 7000 Introduction To NX-OS Lab GuideDocument38 pagesCisco Nexus 7000 Introduction To NX-OS Lab Guiderazzzzzzzzzzz100% (1)
- The Senior High School in The Phillipines: The Way To The WorldDocument5 pagesThe Senior High School in The Phillipines: The Way To The WorldRodel Ramos DaquioagPas encore d'évaluation
- Thermal ComfortDocument50 pagesThermal ComfortSSPas encore d'évaluation
- Application Tracking System: Mentor - Yamini Ma'AmDocument10 pagesApplication Tracking System: Mentor - Yamini Ma'AmBHuwanPas encore d'évaluation
- 04 DosimetryDocument104 pages04 DosimetryEdmond ChiangPas encore d'évaluation
- Calculating Staff Strength:: Find Latest Hospitality Resources atDocument8 pagesCalculating Staff Strength:: Find Latest Hospitality Resources atPriyanjali SainiPas encore d'évaluation
- 1939 - Hammer - Terrain Corrections For Gravimeter StationsDocument11 pages1939 - Hammer - Terrain Corrections For Gravimeter Stationslinapgeo09100% (1)
- Root End Filling MaterialsDocument9 pagesRoot End Filling MaterialsRuchi ShahPas encore d'évaluation
- Dell Inspiron 5547 15Document7 pagesDell Inspiron 5547 15Kiti HowaitoPas encore d'évaluation