Vous aimerez peut-être aussi
- Projetos Em Clp Ladder Baseado No Twidosuite Parte IvD'EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IvPas encore d'évaluation
- Exemplo 1 - TorneamentoDocument5 pagesExemplo 1 - TorneamentoJeovane SantosPas encore d'évaluation
- Atividade Lista CalculosDocument2 pagesAtividade Lista CalculosUnknownPas encore d'évaluation
- Atividade para p1 - operaÇÕes Mecânicas - I - Prof. ClaudemirDocument9 pagesAtividade para p1 - operaÇÕes Mecânicas - I - Prof. ClaudemirTatiana OlegovnaPas encore d'évaluation
- Lista de Exercícios - UsinagemDocument2 pagesLista de Exercícios - UsinagemFabiana Piano100% (1)
- ListaDocument3 pagesListaSavioPas encore d'évaluation
- Questões de Revisão de UsinagemDocument1 pageQuestões de Revisão de UsinagemDKBonecoPas encore d'évaluation
- Processos Deconformação e UsinagemDocument1 pageProcessos Deconformação e Usinagem谷口橋本勇二Pas encore d'évaluation
- Trabalho de UsinagemDocument2 pagesTrabalho de UsinagemJosepe Franco GerentPas encore d'évaluation
- 1 AV - Máquinas Operatrizes - Noite - 21.1Document3 pages1 AV - Máquinas Operatrizes - Noite - 21.1GUILHERME MARQUES BOLOGNESIPas encore d'évaluation
- Exercícios de Revisão 03Document8 pagesExercícios de Revisão 03Vagner Rodrigues Dos SantosPas encore d'évaluation
- Lista de Exercicios I - UsinagemDocument7 pagesLista de Exercicios I - UsinagemGuilherme Soares Nascimento MachadoPas encore d'évaluation
- Testes PF2Document23 pagesTestes PF2Francisco MatamboPas encore d'évaluation
- Laminacao e TrefilacaoDocument1 pageLaminacao e TrefilacaoLucas ZavistanoviczPas encore d'évaluation
- 2021 Prova de UsinagemDocument2 pages2021 Prova de UsinagemJoão MoraesPas encore d'évaluation
- Caderno de ExerciciosDocument10 pagesCaderno de ExerciciosNunoA97Pas encore d'évaluation
- PTG - Desenvolvimento de Projeto de Esteira1Document17 pagesPTG - Desenvolvimento de Projeto de Esteira1Hannah CredencialPas encore d'évaluation
- LE UsinagemDocument44 pagesLE UsinagemegbertcostaPas encore d'évaluation
- Gabarito Lista 2Document9 pagesGabarito Lista 2Claimir GuinzelliPas encore d'évaluation
- Seminrio 4A1 - 2022.2Document8 pagesSeminrio 4A1 - 2022.2Tiago SilvaPas encore d'évaluation
- Lista de ExerciciosDocument2 pagesLista de ExerciciosSidsambangaPas encore d'évaluation
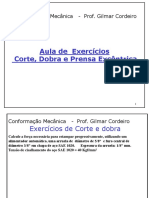
- Aula 11 - Exercicios de Corteedobra1Document17 pagesAula 11 - Exercicios de Corteedobra1Gustavo ChavesPas encore d'évaluation
- Universidade Federal Do Rio Grande - FURG Processos de Usinagem, 2020, 04274, Turma B1 - Prova 2Document2 pagesUniversidade Federal Do Rio Grande - FURG Processos de Usinagem, 2020, 04274, Turma B1 - Prova 2João MoraesPas encore d'évaluation
- 3 - Tecnologia Na RetificacaoDocument20 pages3 - Tecnologia Na RetificacaoFernando DarsonoPas encore d'évaluation
- Fresamento 02Document5 pagesFresamento 02ARLAN FERREIRA NUNESPas encore d'évaluation
- Parâmetros de Usinagem - Velocidade de Corte, RPM e AvançoDocument23 pagesParâmetros de Usinagem - Velocidade de Corte, RPM e AvançoRodrigo KüchPas encore d'évaluation
- Trab Usinagem WordDocument15 pagesTrab Usinagem Wordanderson.cerettaPas encore d'évaluation
- Avaliação Proficiência - Engenharia Mecânica - QuestõesDocument4 pagesAvaliação Proficiência - Engenharia Mecânica - QuestõeskikotiPas encore d'évaluation
- Avaliação Final AjustagemDocument4 pagesAvaliação Final AjustagemArlan FNPas encore d'évaluation
- PT 02 de Processos IndustriaisDocument15 pagesPT 02 de Processos IndustriaisYoury Gan0% (1)
- 22-07 - Atividade Simulado SAEPDocument5 pages22-07 - Atividade Simulado SAEPRobson AssisPas encore d'évaluation
- Lista de Exercícios Usinagem Tópicos de Fabricação 2020 2Document3 pagesLista de Exercícios Usinagem Tópicos de Fabricação 2020 2Harrison SoaresPas encore d'évaluation
- Exerccios de Torno PDFDocument3 pagesExerccios de Torno PDFAlessandra Azevedo0% (1)
- 11-CT-Rpm e o GPM A Partir Da VCDocument6 pages11-CT-Rpm e o GPM A Partir Da VCCarlos Henrique Fabieli PassarelliPas encore d'évaluation
- Centro de Educação Profissional e Tecnologica Distrito IndustrialDocument10 pagesCentro de Educação Profissional e Tecnologica Distrito Industrialkdaluz22Pas encore d'évaluation
- Máquinas Operatrizes - Lista 1Document2 pagesMáquinas Operatrizes - Lista 1Caio MunizPas encore d'évaluation
- Lista - 2 (6) de TEC DE FABRICACAO IVDocument2 pagesLista - 2 (6) de TEC DE FABRICACAO IVPlacido MbalaPas encore d'évaluation
- Faculdade de Engenharia Mecânica: Professora: Leisiane MaraDocument4 pagesFaculdade de Engenharia Mecânica: Professora: Leisiane MaraRogerio SilvaPas encore d'évaluation
- Prova P1Document6 pagesProva P1Hulisses MarconPas encore d'évaluation
- Parametros de Corte Torno Mec - SenaiDocument16 pagesParametros de Corte Torno Mec - SenaiRobert Scheer100% (1)
- Exercícios2 PDFDocument2 pagesExercícios2 PDFLucas AningerPas encore d'évaluation
- Dimensionamento de Um Moto-RedutorDocument27 pagesDimensionamento de Um Moto-RedutorTaynan SilvaPas encore d'évaluation
- Memorial de Cálculo - Escada Metálica.Document8 pagesMemorial de Cálculo - Escada Metálica.Ricieri100% (1)
- Isaque Silva Monteiro - 2022001483-Lista 1Document5 pagesIsaque Silva Monteiro - 2022001483-Lista 1Isaque SilvaPas encore d'évaluation
- Aula MandrilamentoDocument24 pagesAula MandrilamentoSilverio AppolariPas encore d'évaluation
- Projeto Do ForjadoDocument16 pagesProjeto Do ForjadoLucas PanizzaPas encore d'évaluation
- Gabarito Processo ProducaoDocument4 pagesGabarito Processo ProducaoJoão MartinsPas encore d'évaluation
- Aula de Exerc Cios 3Document15 pagesAula de Exerc Cios 3Diego SousaPas encore d'évaluation
- COLO DO MANCAL (Recuperação Automática) PDFDocument14 pagesCOLO DO MANCAL (Recuperação Automática) PDFSilmar BiazioliPas encore d'évaluation
- COLO DO MANCAL (Recuperação Automática) PDFDocument14 pagesCOLO DO MANCAL (Recuperação Automática) PDFSilmar BiazioliPas encore d'évaluation
- Projeto Linha de VidaDocument4 pagesProjeto Linha de VidaCeliomar Araújo100% (2)
- Pressão Especifica de CorteDocument12 pagesPressão Especifica de CorteLuiz SilvaPas encore d'évaluation
- Guias Lineares e Fusos NSKDocument150 pagesGuias Lineares e Fusos NSKPiero Azevedo CarnelociPas encore d'évaluation
- Questoes SMDocument7 pagesQuestoes SMAnaPas encore d'évaluation
- Exercício Global CAADocument2 pagesExercício Global CAAJoao SousaPas encore d'évaluation
- Lista Ensaio Mecân + PoliméricosDocument6 pagesLista Ensaio Mecân + PoliméricosJoaoPedroGrassiAlbertiPas encore d'évaluation
- Modelo Da Máquina De Indução E Geração DistribuídaD'EverandModelo Da Máquina De Indução E Geração DistribuídaPas encore d'évaluation
- Lista de Exercicios - Elemento de Maquinas HorizonteDocument10 pagesLista de Exercicios - Elemento de Maquinas HorizonteRobertodeOLiveiraPas encore d'évaluation
- Lista de Exercicios - Elemento de FixaçãoDocument4 pagesLista de Exercicios - Elemento de FixaçãoRobertodeOLiveiraPas encore d'évaluation
- Lista de Exercicios - Elemento de MaquinasDocument12 pagesLista de Exercicios - Elemento de MaquinasRobertodeOLiveiraPas encore d'évaluation
- Lista de Exercicios - Elemento de Fixação - Cachoeiro 2011-2Document4 pagesLista de Exercicios - Elemento de Fixação - Cachoeiro 2011-2RobertodeOLiveiraPas encore d'évaluation
- 2.defects Detection and Recognition in Aviation Riveted Joints B 2021 IFAC PapDocument6 pages2.defects Detection and Recognition in Aviation Riveted Joints B 2021 IFAC PapRobertodeOLiveiraPas encore d'évaluation
- Caracterização Microestrutural, Mecanica ... 1045 e 1145Document131 pagesCaracterização Microestrutural, Mecanica ... 1045 e 1145RobertodeOLiveiraPas encore d'évaluation
- Analise de Microestrutura 1045Document9 pagesAnalise de Microestrutura 1045RobertodeOLiveiraPas encore d'évaluation
- Fundamentos de Fabricacao MecanicaDocument47 pagesFundamentos de Fabricacao MecanicaRobertodeOLiveiraPas encore d'évaluation
- Estudo Das Tensões Residuais Na RetificaçãoDocument59 pagesEstudo Das Tensões Residuais Na RetificaçãoRobertodeOLiveiraPas encore d'évaluation
- Gestão Da Qualidade em Turismo - AlexandraDocument52 pagesGestão Da Qualidade em Turismo - Alexandraalexandramsapinto33% (3)
- Aula 01 Mat1Document22 pagesAula 01 Mat1Fádua AntônioPas encore d'évaluation
- PCP Aula5Document51 pagesPCP Aula5Jorge SakamotoPas encore d'évaluation
- Centro de Ensino À Distância: Licenciatura em Administração e Gestão Hospitalar Ano 3º Semestre IDocument7 pagesCentro de Ensino À Distância: Licenciatura em Administração e Gestão Hospitalar Ano 3º Semestre IYuranPas encore d'évaluation
- Administracao Financeira e Analise de InvestimentosDocument34 pagesAdministracao Financeira e Analise de InvestimentosmabapPas encore d'évaluation
- Modulo 1 - SlidesDocument95 pagesModulo 1 - SlidesvghPas encore d'évaluation
- Apostila Intr. Economia Fluxo Circular Da Renda e Contabilidade SocialDocument10 pagesApostila Intr. Economia Fluxo Circular Da Renda e Contabilidade SocialCláudia AlvesPas encore d'évaluation
- Exercícios Curva AbcDocument2 pagesExercícios Curva AbcNycolle AmorimPas encore d'évaluation
- COVEST2001Etapa1.Matemática 16-13-12Document3 pagesCOVEST2001Etapa1.Matemática 16-13-12americosantosguimaraPas encore d'évaluation
- Externalidades, Bens Públicos e Recursos ComunsDocument4 pagesExternalidades, Bens Públicos e Recursos ComunsHenrique Alves ZampieriPas encore d'évaluation
- Folheto Caixa Parking PlusDocument2 pagesFolheto Caixa Parking PlusGiu MartinsPas encore d'évaluation
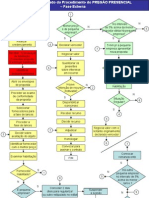
- Fluxograma PregãoDocument4 pagesFluxograma Pregãosgtcpc100% (3)
- Manual Do InvestidorDocument19 pagesManual Do InvestidorHenrique SantosPas encore d'évaluation
- Steel FrameDocument15 pagesSteel Framefabricio.m.gomesPas encore d'évaluation
- Slide 05 - GPSDocument37 pagesSlide 05 - GPSCaio TeixeiraPas encore d'évaluation
- Porcentagem Com ExercícioDocument3 pagesPorcentagem Com ExercícioJadson Araujo100% (1)
- Economia IDocument17 pagesEconomia IErica SantosPas encore d'évaluation
- Matematica Funcoes Funcao AfimDocument27 pagesMatematica Funcoes Funcao AfimMarcia Silva FilhaPas encore d'évaluation
- SICRO - Volume 11 - Tomo 12Document174 pagesSICRO - Volume 11 - Tomo 12Ad Ap G JrPas encore d'évaluation
- A Teoria de Schotgues Das Operações Contra A Tendência r2Document23 pagesA Teoria de Schotgues Das Operações Contra A Tendência r2Wellington Bernardes de AndradePas encore d'évaluation
- Microeconomia - Pindyck Resumo Cap11Document113 pagesMicroeconomia - Pindyck Resumo Cap11Rodrigo CarraraPas encore d'évaluation
- ICMS Decreto 1980Document586 pagesICMS Decreto 1980Luciane GrocholskiPas encore d'évaluation
- Aula 5 - Políticas Comerciais PDFDocument19 pagesAula 5 - Políticas Comerciais PDFJoao Estevam100% (1)
- Simulador Habitacional CAIXA R$ 200.000,00 20 AnosDocument3 pagesSimulador Habitacional CAIXA R$ 200.000,00 20 AnosFelipe Sales MattoPas encore d'évaluation
- Aula 07 - Estruturas de Mercado - ConcorrênciaDocument16 pagesAula 07 - Estruturas de Mercado - ConcorrênciaBraiton antonioPas encore d'évaluation
- Contabilidade de Gestão IDocument90 pagesContabilidade de Gestão Ihelnialv88% (8)
- 3.1 Exercicio Resolvido Clas. ContasDocument2 pages3.1 Exercicio Resolvido Clas. ContasTiago Cesar de Lacerda Florencio100% (1)
- Contabilidade de Custos I UNISINOSDocument138 pagesContabilidade de Custos I UNISINOSPatrícia VianaPas encore d'évaluation
- Exercício 1 - Contabilidade AvançadaDocument1 pageExercício 1 - Contabilidade AvançadaDiego Porto GonçalvesPas encore d'évaluation
- Leasing ExerciciosDocument11 pagesLeasing ExerciciosÁtila FernandesPas encore d'évaluation