Vous aimerez peut-être aussi
- LS-DYNA Introductory Course April07Document171 pagesLS-DYNA Introductory Course April07unmeshPas encore d'évaluation
- Phy Mock SolDocument16 pagesPhy Mock SolA PersonPas encore d'évaluation
- Cost-Effective Pension Planning: Work in America Institute Studies in Productivity: Highlights of The LiteratureD'EverandCost-Effective Pension Planning: Work in America Institute Studies in Productivity: Highlights of The LiteraturePas encore d'évaluation
- Drilling Bits: Dr. Gaurav Pandey Assistant Professor UpesDocument78 pagesDrilling Bits: Dr. Gaurav Pandey Assistant Professor UpeshassanPas encore d'évaluation
- Science 6 Quarter 3 Module 2Document30 pagesScience 6 Quarter 3 Module 2Mitzi Faye CabbabPas encore d'évaluation
- VSL PreStressing Methodstatdment291Document68 pagesVSL PreStressing Methodstatdment291MANIK PATTANAYAKPas encore d'évaluation
- US5241749 Rod Baffle DesignDocument12 pagesUS5241749 Rod Baffle Designashish.itbhuPas encore d'évaluation
- Data Sheet Chiller Water CooledDocument1 pageData Sheet Chiller Water CooledM MiftakhPas encore d'évaluation
- English Worksheet Grade 4Document5 pagesEnglish Worksheet Grade 4Samreen SoomroPas encore d'évaluation
- United States Patent: (10) Patent No.: (45) Date of PatentDocument24 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentkartikkeyyanPas encore d'évaluation
- Patent Number 5194299Document11 pagesPatent Number 5194299Lope Nam-iPas encore d'évaluation
- United States Patent (19) : Bosse Et Al. (54) (75) (45) Date of PatentDocument14 pagesUnited States Patent (19) : Bosse Et Al. (54) (75) (45) Date of PatentdougeatfreshPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 5,878,491Document11 pagesUnited States Patent (19) 11 Patent Number: 5,878,491Edmealem Belay MekonnenPas encore d'évaluation
- Us 5959168Document9 pagesUs 5959168RafliPas encore d'évaluation
- United States PatentDocument26 pagesUnited States Patentahmad obeidPas encore d'évaluation
- United States Patent: (10) Patent No.: US 6,293,891 B1Document8 pagesUnited States Patent: (10) Patent No.: US 6,293,891 B1Dejan ZdravkovskiPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999Document17 pagesUnited States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999hosseinPas encore d'évaluation
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument10 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliPas encore d'évaluation
- United States Patent (19) : Saia, III Et Al. (45) Date of Patent: " Aug. 16, 1994Document18 pagesUnited States Patent (19) : Saia, III Et Al. (45) Date of Patent: " Aug. 16, 1994Maulana IskhaqPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 5,673,939: Bees Et Al. 45 Date of Patent: Oct. 7, 1997Document9 pagesUnited States Patent (19) 11 Patent Number: 5,673,939: Bees Et Al. 45 Date of Patent: Oct. 7, 1997Mohit PadheePas encore d'évaluation
- United States Patent (19) 11 Patent Number: 5,997,619Document13 pagesUnited States Patent (19) 11 Patent Number: 5,997,619nooraaPas encore d'évaluation
- Armalite Bolt PatentDocument10 pagesArmalite Bolt PatentryPas encore d'évaluation
- Hak Paten DR Karry MullisDocument51 pagesHak Paten DR Karry Mullispln up2ksulselPas encore d'évaluation
- US530Document50 pagesUS530wen longPas encore d'évaluation
- United States Patent 19 11 Patent Number: 5,421,997: 73 Assignee: Heinkel Industriezentrifugen GMBH: E. IsksDocument8 pagesUnited States Patent 19 11 Patent Number: 5,421,997: 73 Assignee: Heinkel Industriezentrifugen GMBH: E. IsksEduardo Fernandez DazaPas encore d'évaluation
- United States Patent 19: Spishak 45 Date of Patent: Apr. 18, 1995Document7 pagesUnited States Patent 19: Spishak 45 Date of Patent: Apr. 18, 1995Fakrul HakimiePas encore d'évaluation
- US5640718Document6 pagesUS5640718Shweta ChauhanPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999Document9 pagesUnited States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999hussainPas encore d'évaluation
- Us5591802 PDFDocument7 pagesUs5591802 PDFAl Saraaf MohammedPas encore d'évaluation
- Lapping Apparatus and Process With Two Opposed Lapping PlatensDocument33 pagesLapping Apparatus and Process With Two Opposed Lapping PlatensEduardo RazerPas encore d'évaluation
- مهم1Document15 pagesمهم1Amany ElsaeedPas encore d'évaluation
- Patente 1Document24 pagesPatente 1Manuela Rodriguez AvilaPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 5,992,793: Perry Et Al. (45) Date of Patent: Nov.30, 1999Document8 pagesUnited States Patent (19) 11 Patent Number: 5,992,793: Perry Et Al. (45) Date of Patent: Nov.30, 1999155Pas encore d'évaluation
- US6156005Document7 pagesUS6156005Pardeep SharmaPas encore d'évaluation
- US5396761Document13 pagesUS5396761Muhammed Cm SönmezPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 5,855,514: Kamille (45) Date of Patent: Jan. 5, 1999Document31 pagesUnited States Patent (19) 11 Patent Number: 5,855,514: Kamille (45) Date of Patent: Jan. 5, 1999Xan PbwPas encore d'évaluation
- Natural Game GamblerDocument12 pagesNatural Game GamblerjardelbrunoPas encore d'évaluation
- US6074602Document8 pagesUS6074602Amin ZoljanahiPas encore d'évaluation
- United States Patent (19) : Aerospatiale, FranceDocument7 pagesUnited States Patent (19) : Aerospatiale, Franceingeniomeca8800Pas encore d'évaluation
- United States Patent (19) : GlockDocument19 pagesUnited States Patent (19) : GlockJay MasonPas encore d'évaluation
- US6045195Document30 pagesUS6045195aungkyawzorePas encore d'évaluation
- United States Patent (19) : Ginsberg 45 Date of Patent: Apr. 15, 1997Document26 pagesUnited States Patent (19) : Ginsberg 45 Date of Patent: Apr. 15, 1997gorgiPas encore d'évaluation
- Iii Iihiiii: United States Patent (19) 11 Patent Number: 5,565,128Document14 pagesIii Iihiiii: United States Patent (19) 11 Patent Number: 5,565,128Walid Ebid ElgammalPas encore d'évaluation
- US5584336Document13 pagesUS5584336Ashkan AsefiPas encore d'évaluation
- Otec 1Document44 pagesOtec 1Eilyza AballaPas encore d'évaluation
- 2-2 Sas' R&DS: % Na4 SixsDocument12 pages2-2 Sas' R&DS: % Na4 SixsdfvgdfvdfvdsvsfvPas encore d'évaluation
- Us6111198 - Duplex Feedthrough and Method ThereforDocument9 pagesUs6111198 - Duplex Feedthrough and Method ThereforNosfe Matingli DiazPas encore d'évaluation
- United States PatentDocument15 pagesUnited States PatentAlexcel CorporalPas encore d'évaluation
- Molde PatenteadoDocument12 pagesMolde PatenteadoFabiano SchincariolPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 1999Document33 pagesUnited States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 199963Pas encore d'évaluation
- United States Patent (19) 11 Patent Number: 6,045,374: Candeloro (45) Date of Patent: Apr. 4, 2000Document20 pagesUnited States Patent (19) 11 Patent Number: 6,045,374: Candeloro (45) Date of Patent: Apr. 4, 2000AininPas encore d'évaluation
- United States Patent (19) : (45) Date of Patent: Apr. 11, 2000Document9 pagesUnited States Patent (19) : (45) Date of Patent: Apr. 11, 2000wawaaaaPas encore d'évaluation
- US5932132Document23 pagesUS5932132roux76Pas encore d'évaluation
- ProximityDocument23 pagesProximityJefri SinuratPas encore d'évaluation
- Uilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Document9 pagesUilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Leonardo Andres Vargas EspinozaPas encore d'évaluation
- L - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllDocument5 pagesL - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllPrasadPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 6,124,044: Swidler (45) Date of Patent: Sep. 26, 2000Document7 pagesUnited States Patent (19) 11 Patent Number: 6,124,044: Swidler (45) Date of Patent: Sep. 26, 2000Alexander Franco CastrillonPas encore d'évaluation
- US5678477 Sheller PatentDocument14 pagesUS5678477 Sheller PatentNiranjan PuduruPas encore d'évaluation
- US5831196 Sensor Assembly For Stringed Musical Instruments PDFDocument10 pagesUS5831196 Sensor Assembly For Stringed Musical Instruments PDFZalPas encore d'évaluation
- Patent DocumentDocument14 pagesPatent Documentcmhg1982Pas encore d'évaluation
- United States Patent: GuirgisDocument11 pagesUnited States Patent: Guirgisamd mhmPas encore d'évaluation
- Patent US4900048ADocument26 pagesPatent US4900048Aabdul bariPas encore d'évaluation
- US5715763Document8 pagesUS5715763Fábio Henrique Lucas da CostaPas encore d'évaluation
- Ihiiihiiihiiihihiiii: United States Patent (19) 11) Patent Number: 5,279,241Document10 pagesIhiiihiiihiiihihiiii: United States Patent (19) 11) Patent Number: 5,279,24112348Pas encore d'évaluation
- United States Patent (19) : Iguchi Et Al. 11) Patent Number: 45) Date of PatentDocument21 pagesUnited States Patent (19) : Iguchi Et Al. 11) Patent Number: 45) Date of PatentsieausPas encore d'évaluation
- United States Patent (19) 11 Patent Number: 6,112,635: Cohen (45) Date of Patent: Sep. 5, 2000Document12 pagesUnited States Patent (19) 11 Patent Number: 6,112,635: Cohen (45) Date of Patent: Sep. 5, 2000ibrahim sugarPas encore d'évaluation
- United States Patent (19) : Pippel Et Al. 11 Patent Number: 4,750,965 (45) Date of Patent: Jun. 14, 1988Document29 pagesUnited States Patent (19) : Pippel Et Al. 11 Patent Number: 4,750,965 (45) Date of Patent: Jun. 14, 1988Alexander Franco CastrillonPas encore d'évaluation
- US2920571Document4 pagesUS2920571kartikkeyyanPas encore d'évaluation
- Furnace Oven - Defect and Damage Assessment Rev0Document15 pagesFurnace Oven - Defect and Damage Assessment Rev0kartikkeyyanPas encore d'évaluation
- US3018394Document5 pagesUS3018394kartikkeyyanPas encore d'évaluation
- IR2117/IR2118 : Features Product SummaryDocument8 pagesIR2117/IR2118 : Features Product SummarykartikkeyyanPas encore d'évaluation
- Printing Machine Base Version4 FinalVersion r1.1Document4 pagesPrinting Machine Base Version4 FinalVersion r1.1kartikkeyyanPas encore d'évaluation
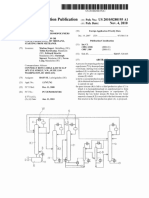
- Patent Application Publication (10) Pub. No.: US 2010/0280195 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2010/0280195 A1kartikkeyyanPas encore d'évaluation
- Fulltext 12819Document102 pagesFulltext 12819kartikkeyyanPas encore d'évaluation
- BROWN-CARMICHAEL1961 Article LysineAsAMosquitoAttractantDocument2 pagesBROWN-CARMICHAEL1961 Article LysineAsAMosquitoAttractantkartikkeyyanPas encore d'évaluation
- Design and Construction of A Prototype Extractor of Aromatic Plant Essences With Supercritical FluidsDocument8 pagesDesign and Construction of A Prototype Extractor of Aromatic Plant Essences With Supercritical FluidskartikkeyyanPas encore d'évaluation
- Asus Amd Asrock Amd Asus: RM RMDocument2 pagesAsus Amd Asrock Amd Asus: RM RMkartikkeyyanPas encore d'évaluation
- Us7718919 PDFDocument8 pagesUs7718919 PDFkartikkeyyanPas encore d'évaluation
- Us4171605 PDFDocument13 pagesUs4171605 PDFkartikkeyyanPas encore d'évaluation
- EP2675944A1 - Preparation of Doped Garnet Structure Single Crystals With Diameters of Up To 500 MM - Google PatentsDocument15 pagesEP2675944A1 - Preparation of Doped Garnet Structure Single Crystals With Diameters of Up To 500 MM - Google PatentskartikkeyyanPas encore d'évaluation
- Ait-Mansour2020 Article Design-dependentShrinkageCompe PDFDocument7 pagesAit-Mansour2020 Article Design-dependentShrinkageCompe PDFkartikkeyyanPas encore d'évaluation
- Bureau: InternationalDocument35 pagesBureau: InternationalkartikkeyyanPas encore d'évaluation
- United States Patent (10) Patent No.: US 7,718,919 B2Document8 pagesUnited States Patent (10) Patent No.: US 7,718,919 B2kartikkeyyanPas encore d'évaluation
- United States Patent (19) : Putnam, Jr. Et Al. (11) 4,171,605Document13 pagesUnited States Patent (19) : Putnam, Jr. Et Al. (11) 4,171,605kartikkeyyanPas encore d'évaluation
- 3D Printing Conditions Determination For Feedstock Used in Fused Filament Fabrication (FFF) of 17-4Ph Stainless Steel PartsDocument4 pages3D Printing Conditions Determination For Feedstock Used in Fused Filament Fabrication (FFF) of 17-4Ph Stainless Steel PartskartikkeyyanPas encore d'évaluation
- Supercritical Carbon Dioxide Debinding in Metal Injection Molding (MIM) ProcessDocument7 pagesSupercritical Carbon Dioxide Debinding in Metal Injection Molding (MIM) ProcesskartikkeyyanPas encore d'évaluation
- Study of Solvent Debinding Parameters For Metal inDocument10 pagesStudy of Solvent Debinding Parameters For Metal inkartikkeyyanPas encore d'évaluation
- Fabrication of Alumina Crucible: Rini Binti RuslamDocument24 pagesFabrication of Alumina Crucible: Rini Binti RuslamkartikkeyyanPas encore d'évaluation
- Algae Oil As Future Energy Source in Ind PDFDocument9 pagesAlgae Oil As Future Energy Source in Ind PDFkartikkeyyanPas encore d'évaluation
- CN103848734A - Method For Extracting Natural EPA (Eicosapentaenoic Acid) and DHA (Eicosapentaenoic Acid) - Google PatentsDocument6 pagesCN103848734A - Method For Extracting Natural EPA (Eicosapentaenoic Acid) and DHA (Eicosapentaenoic Acid) - Google PatentskartikkeyyanPas encore d'évaluation
- Synthesis of Biodiesel From Palm Oil Through Electrolysis Process by Means of Silver Ag ElectrodeDocument4 pagesSynthesis of Biodiesel From Palm Oil Through Electrolysis Process by Means of Silver Ag ElectrodekartikkeyyanPas encore d'évaluation
- Omega-3 Biotechnology: A Green and Sustainable Process For Omega-3 Fatty Acids ProductionDocument2 pagesOmega-3 Biotechnology: A Green and Sustainable Process For Omega-3 Fatty Acids ProductionkartikkeyyanPas encore d'évaluation
- 50 Best of Compressor Start Relay Wiring DiagramDocument1 page50 Best of Compressor Start Relay Wiring DiagramMtu FlaniPas encore d'évaluation
- Lesson 1: Illustrating The Different Types of Conic Sections, Defining A Circle and Determining The Equation of A Circle in Standard FormDocument6 pagesLesson 1: Illustrating The Different Types of Conic Sections, Defining A Circle and Determining The Equation of A Circle in Standard FormannePas encore d'évaluation
- Mathew Et Al. - 2015 - PHYSIOLOGICAL IMPACT OF PHYTO-SYNTHESIZED ANANAS CDocument17 pagesMathew Et Al. - 2015 - PHYSIOLOGICAL IMPACT OF PHYTO-SYNTHESIZED ANANAS CNithin VijayakumarPas encore d'évaluation
- ALPHA6000 English ManualDocument108 pagesALPHA6000 English ManualTrần ĐìnhPas encore d'évaluation
- Exam MSC Atm10 SolnsDocument7 pagesExam MSC Atm10 SolnswhateverPas encore d'évaluation
- 4.11.-Eaton CCM Freedom - Nema Contactor and StartersDocument37 pages4.11.-Eaton CCM Freedom - Nema Contactor and Startersmartinel noob y baty mozPas encore d'évaluation
- Heat Transfer: Sayantan ChakrabortyDocument9 pagesHeat Transfer: Sayantan ChakrabortySayantan ChakrabortyPas encore d'évaluation
- Office 1Document9 pagesOffice 1Sonti Mani kumarPas encore d'évaluation
- EMRAX 228 Datasheet A00Document2 pagesEMRAX 228 Datasheet A00Albert vallejos ariasPas encore d'évaluation
- Linear - Technology LT1510CS DatasheetDocument17 pagesLinear - Technology LT1510CS DatasheetWaseem AbbasPas encore d'évaluation
- Brochure - Next Generation Rotary Screw Compressors RS-Series 11-22 KW (I & N) PDFDocument2 pagesBrochure - Next Generation Rotary Screw Compressors RS-Series 11-22 KW (I & N) PDFdononoPas encore d'évaluation
- Power Electronics Notes IIIDocument15 pagesPower Electronics Notes IIIphilipPas encore d'évaluation
- Vortex FlowDocument4 pagesVortex Flowese owePas encore d'évaluation
- Microsoft Word - No-14 6084 Red Insulating VarnishDocument3 pagesMicrosoft Word - No-14 6084 Red Insulating VarnishA PadmanathanPas encore d'évaluation
- Flowmeters MonitorsDocument12 pagesFlowmeters MonitorsDaniel MarPas encore d'évaluation
- Maintenance & Operations Manual Regan Type K Blowout PreventerDocument4 pagesMaintenance & Operations Manual Regan Type K Blowout PreventerAshok SureshPas encore d'évaluation
- EE - 325 - Sheet 0Document2 pagesEE - 325 - Sheet 0sokr100aaaPas encore d'évaluation
- MAS500 2011 Vår Masteroppgave Henrik Engedal Per Magne EgelidDocument130 pagesMAS500 2011 Vår Masteroppgave Henrik Engedal Per Magne EgelidPoppy DanielsPas encore d'évaluation
- Math9 - Q4 - Mod1 - Wk1 - The Trigonometric Ratios - v5Document24 pagesMath9 - Q4 - Mod1 - Wk1 - The Trigonometric Ratios - v5Sam dela CernaPas encore d'évaluation
- 2122 - G9 - MA - Term2 - Assessment - Paper - I - Revision Exercise - SolutionsDocument10 pages2122 - G9 - MA - Term2 - Assessment - Paper - I - Revision Exercise - Solutionshuang pok manPas encore d'évaluation
- Introduction - Concept of StressDocument24 pagesIntroduction - Concept of StressShantanu PaulPas encore d'évaluation
- Civil 3 8semCuri&SyllDocument46 pagesCivil 3 8semCuri&Syllece0501Pas encore d'évaluation
- EEC201L Circuits 2 (Lab) : ExerciseDocument7 pagesEEC201L Circuits 2 (Lab) : ExerciseNicoPas encore d'évaluation