Vous aimerez peut-être aussi
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDocument17 pagesDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZPas encore d'évaluation
- Examen CNC Novmebre 2018 - 5EM CorrigéDocument8 pagesExamen CNC Novmebre 2018 - 5EM CorrigéKader YahayaPas encore d'évaluation
- Exercice CN TOURNAGEDocument5 pagesExercice CN TOURNAGEBouallegue Mounir0% (1)
- TD1 Fao + Correction X1Document3 pagesTD1 Fao + Correction X1Roua Khalifa100% (2)
- Chapitre 004 - Programmation Des MOCN1Document107 pagesChapitre 004 - Programmation Des MOCN1Salem Al farhani100% (3)
- Compte Rendu Tournage CNDocument7 pagesCompte Rendu Tournage CNNour Khenine100% (1)
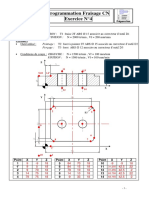
- Programme FraisageDocument6 pagesProgramme Fraisagebougaaalech OussamaPas encore d'évaluation
- 2-Programmation Des MOCN-corrigéDocument6 pages2-Programmation Des MOCN-corrigéatoha00775% (4)
- Examen - Commande Numérique - 18052018-3-CorrigéDocument21 pagesExamen - Commande Numérique - 18052018-3-CorrigéO Z67% (3)
- Correction TD1Document9 pagesCorrection TD1saif SaadiPas encore d'évaluation
- ProgCN 2Document13 pagesProgCN 2Rahmani AbdelazizPas encore d'évaluation
- DS CN CFM Novembre 2018Document4 pagesDS CN CFM Novembre 2018Naoufel FaresPas encore d'évaluation
- Exercice 01 Corrigé TOUNAGE CNDocument2 pagesExercice 01 Corrigé TOUNAGE CNSihem BouhlelPas encore d'évaluation
- Les Cycles FixesDocument28 pagesLes Cycles FixesYosr Maiza100% (1)
- Examen de Controle - Commande Numérique - 21062018Document14 pagesExamen de Controle - Commande Numérique - 21062018O Z100% (2)
- Contrat de Phase Final122226Document2 pagesContrat de Phase Final122226Nada Ghammem50% (2)
- Exercice CN FraisageDocument6 pagesExercice CN FraisageBouallegue MounirPas encore d'évaluation
- Annexe Code G - Fonctions ISODocument3 pagesAnnexe Code G - Fonctions ISOSabri Belaidi67% (3)
- Version Finale Projet BDMDocument13 pagesVersion Finale Projet BDMGOUAL SaraPas encore d'évaluation
- Exercice n4 CorrigeDocument2 pagesExercice n4 CorrigeKevin100% (6)
- Exercice Corrigé Programmation Tournage CNDocument3 pagesExercice Corrigé Programmation Tournage CNamr75% (12)
- 1 Butée de Commande PDFDocument1 page1 Butée de Commande PDFoubo33% (3)
- Gamme Dusinage Socle PortraitDocument2 pagesGamme Dusinage Socle PortraitKarim Zine100% (2)
- Leçon 2 - Mise en Œuvre de La MOCNDocument26 pagesLeçon 2 - Mise en Œuvre de La MOCNAbichou IssaPas encore d'évaluation
- Exercice n1 CorrigeDocument2 pagesExercice n1 CorrigeStephane Durel Mbida100% (3)
- Isostatisme-Exos 2Document5 pagesIsostatisme-Exos 2Zakaria Nexus100% (7)
- DispersionsDocument5 pagesDispersionsMohamed SahilPas encore d'évaluation
- Corrigé DS Pré Fab APEF EquerreDocument9 pagesCorrigé DS Pré Fab APEF EquerreMejri ImedPas encore d'évaluation
- Chapitre 1-Montage D'usinageDocument8 pagesChapitre 1-Montage D'usinageSouhaiel Ajmi80% (5)
- 4-Contrat de Phase #10-CvDocument1 page4-Contrat de Phase #10-CvMohamedBejja100% (1)
- Rapport TP Cfao&mocnDocument28 pagesRapport TP Cfao&mocnAkkad MarouanPas encore d'évaluation
- Gamme D Usinage de La Piece 2Document3 pagesGamme D Usinage de La Piece 2Med Amine HattakiPas encore d'évaluation
- Exercice 4 Avec CATIADocument2 pagesExercice 4 Avec CATIASoufianePas encore d'évaluation
- Examen - Commande Numérique - 18052018-3 PDFDocument18 pagesExamen - Commande Numérique - 18052018-3 PDFO ZPas encore d'évaluation
- Exemple Complet Butée ÉclipsableDocument6 pagesExemple Complet Butée Éclipsablejemai67% (3)
- Exercice N8 PDFDocument1 pageExercice N8 PDFO ZPas encore d'évaluation
- Dessin DefinitionDocument4 pagesDessin DefinitionchidouPas encore d'évaluation
- Tableau Des Opérations Élémentaires Et Ordre Des OpérationsDocument3 pagesTableau Des Opérations Élémentaires Et Ordre Des OpérationsHicham Hallouâ100% (1)
- 3 Correction DevoirDocument5 pages3 Correction Devoirhalim otmanePas encore d'évaluation
- TD Gamme de FabricationDocument4 pagesTD Gamme de FabricationO Z50% (2)
- Examen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeDocument15 pagesExamen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeAmi ne100% (1)
- Exercices IsostatismeDocument2 pagesExercices Isostatismemaraghni_hassine759288% (24)
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Corrigé EFM Régionale M16-2 PDFDocument6 pagesCorrigé EFM Régionale M16-2 PDFTTARIK100% (1)
- 3 GU Corrigé PDFDocument1 page3 GU Corrigé PDFtagne simo rodrigue67% (3)
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- 2 TD AVPEF CorrectionDocument1 page2 TD AVPEF CorrectionMohamedBejja75% (4)
- GammeDocument18 pagesGammeMarwene Eniso Ben Arbia100% (4)
- Cours-05 Le DiviseurDocument2 pagesCours-05 Le DiviseurTissou100% (9)
- Devoir Surveillé - Commande Numérique - 16032018 - Corrigé PDFDocument22 pagesDevoir Surveillé - Commande Numérique - 16032018 - Corrigé PDFO Z100% (2)
- Corrigé - TD de TournageDocument7 pagesCorrigé - TD de TournageMll Ragheb100% (1)
- Chapitre 2 Les Cycles Fixes de TournageDocument24 pagesChapitre 2 Les Cycles Fixes de Tournagesummaries & Goals ملخصات وأهدافPas encore d'évaluation
- MOCNDocument73 pagesMOCNSahil MohamedPas encore d'évaluation
- Azzeddine Elkachkachi CFAODocument6 pagesAzzeddine Elkachkachi CFAOelkachkachi.azz.fstPas encore d'évaluation
- CNCDocument22 pagesCNCya ssminePas encore d'évaluation
- TPCN T200Document3 pagesTPCN T200JMPas encore d'évaluation
- M6109 05-07-2021 Frija A3 MPGMDocument7 pagesM6109 05-07-2021 Frija A3 MPGMMOUNIR FRIJAPas encore d'évaluation
- ExamenDocument8 pagesExamenMOUNIR FRIJAPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande Numeriqueسيف الدين يعقوبيPas encore d'évaluation
- Compte RenduDocument8 pagesCompte RenduAmeni KhaledPas encore d'évaluation
- TP1 EmboutissageDocument9 pagesTP1 EmboutissageAmeni KhaledPas encore d'évaluation
- TP SN en Fonderie-2015 v.0Document4 pagesTP SN en Fonderie-2015 v.0Ameni KhaledPas encore d'évaluation
- Chap6 - Outillages Pour Moulage Sous Pression 2017 PDFDocument64 pagesChap6 - Outillages Pour Moulage Sous Pression 2017 PDFjarray abdesslemPas encore d'évaluation
- Cours Qualité Chapitre 2Document30 pagesCours Qualité Chapitre 2Ameni KhaledPas encore d'évaluation
- TP Abaques 1+2Document13 pagesTP Abaques 1+2Ameni Khaled100% (1)
- TP6 FonderieDocument7 pagesTP6 FonderieAmeni KhaledPas encore d'évaluation
- Cours F.A.O Fabrication Assistée Par OrdinateurDocument46 pagesCours F.A.O Fabrication Assistée Par OrdinateurAmeni Khaled100% (2)
- 05 Tpe TournageDocument3 pages05 Tpe TournageAmeni KhaledPas encore d'évaluation
- Refouloire PH30 TPE2Document4 pagesRefouloire PH30 TPE2Ameni KhaledPas encore d'évaluation
- Chap7 - Outillages Pour La Mise en Forme Par Deformation Plastique PDFDocument32 pagesChap7 - Outillages Pour La Mise en Forme Par Deformation Plastique PDFjarray abdesslemPas encore d'évaluation
- Formation LinuxDocument32 pagesFormation LinuxRouissi AblaPas encore d'évaluation
- Etude Et Conception D'un Robot Robot Qui Creuse - VFDocument26 pagesEtude Et Conception D'un Robot Robot Qui Creuse - VFAmeni KhaledPas encore d'évaluation
- 3 Plans Associés Sécants 2 À 2: XXX Courante XX Possible X ExceptionnelleDocument1 page3 Plans Associés Sécants 2 À 2: XXX Courante XX Possible X ExceptionnelleAmeni KhaledPas encore d'évaluation
- Sujets TP MecaniqueDocument37 pagesSujets TP MecaniqueAmeni KhaledPas encore d'évaluation
- 05 Tpe TournageDocument3 pages05 Tpe TournageAmeni KhaledPas encore d'évaluation
- Compte Rendu TP52-ADAMS-VentilateurDocument10 pagesCompte Rendu TP52-ADAMS-VentilateurAmeni KhaledPas encore d'évaluation
- 05 Tpe TournageDocument3 pages05 Tpe TournageAmeni KhaledPas encore d'évaluation
- Tpe ConceptionDocument7 pagesTpe ConceptionAmeni KhaledPas encore d'évaluation
- Tpe Hydraulique Copie FinalDocument46 pagesTpe Hydraulique Copie FinalAmeni KhaledPas encore d'évaluation
- Tpe UsinageDocument12 pagesTpe UsinageAmeni KhaledPas encore d'évaluation
- G. Lamarre SimonDocument205 pagesG. Lamarre SimonNoussaPas encore d'évaluation
- rajaonarisoaTojoNF ESPA Lic 13Document84 pagesrajaonarisoaTojoNF ESPA Lic 13Ameni KhaledPas encore d'évaluation
- OGP Méca 2 Partie 1Document47 pagesOGP Méca 2 Partie 1OumaimaPas encore d'évaluation
- 05 Tpe TournageDocument3 pages05 Tpe TournageAmeni KhaledPas encore d'évaluation
- M GM - Co.me 2019 04Document67 pagesM GM - Co.me 2019 04Ameni Khaled100% (1)
- These PDFDocument202 pagesThese PDFTrfany AlibabaPas encore d'évaluation
- Burlywood Lines Financial ReportDocument1 pageBurlywood Lines Financial ReportAmeni KhaledPas encore d'évaluation
- CNC ProgramationDocument327 pagesCNC Programationghar_dash67% (3)
- 2018 Pfe Ragentele LaibleDocument29 pages2018 Pfe Ragentele LaibleAmeni KhaledPas encore d'évaluation
- TP Cinétique Chimique reaction-1-ORDRE-1Document10 pagesTP Cinétique Chimique reaction-1-ORDRE-1kiritosunny30Pas encore d'évaluation
- 12 VerinsDocument10 pages12 VerinsSeVILLA8DzPas encore d'évaluation
- Le Manuel D' DU: Tage MageDocument62 pagesLe Manuel D' DU: Tage MageMehi HenocPas encore d'évaluation
- DS 5 Seconde An Dernier-4Document5 pagesDS 5 Seconde An Dernier-4GABRIELA CASANDRA TURLACPas encore d'évaluation
- Devoir Corrige Newton PDFDocument6 pagesDevoir Corrige Newton PDFMohamed OuaggaPas encore d'évaluation
- Convoyeurs Pneumatiques Partie 2Document50 pagesConvoyeurs Pneumatiques Partie 2Sliim AmiriPas encore d'évaluation
- Variogramme 1Document20 pagesVariogramme 1saadi100% (2)
- Analyse Fonctionnelle - Exercices PDFDocument9 pagesAnalyse Fonctionnelle - Exercices PDFesloch100% (1)
- Engrenages PDFDocument18 pagesEngrenages PDFr_rac100% (1)
- Chapitre 5Document9 pagesChapitre 5GĀMËR HABETPas encore d'évaluation
- Comparaison Entre La Technique Vibratoire Et La Technique Des Courants Statoriques: Application Au Diagnostic Des Roulements À BillesDocument6 pagesComparaison Entre La Technique Vibratoire Et La Technique Des Courants Statoriques: Application Au Diagnostic Des Roulements À BillesmoaPas encore d'évaluation
- Serie Angles Orientés Et Trigonométrie 2nd WWW - Axloutoth.snDocument5 pagesSerie Angles Orientés Et Trigonométrie 2nd WWW - Axloutoth.snIbrahima DiawaraPas encore d'évaluation
- Roark 2 v4Document2 pagesRoark 2 v4AlliaPas encore d'évaluation
- CM1Document23 pagesCM1mariaPas encore d'évaluation
- Série 3 - Géomètrie MoléculesDocument10 pagesSérie 3 - Géomètrie MoléculesThami LachhabPas encore d'évaluation
- 13 ReseauxDocument9 pages13 Reseauxمصعب مصعب100% (1)
- Chap4 MEF Structures PoutresDocument14 pagesChap4 MEF Structures Poutresulys19220% (1)
- Machines DithermesDocument10 pagesMachines Dithermespqmscvt27cPas encore d'évaluation
- Correction Sujet Micro 3 FSEG 2021 2022Document3 pagesCorrection Sujet Micro 3 FSEG 2021 2022Ongoïba IssaPas encore d'évaluation
- Condition de Fonctionnement Sans CavitationDocument22 pagesCondition de Fonctionnement Sans Cavitationbaccour bilelPas encore d'évaluation
- Mon Emplois de TempsDocument1 pageMon Emplois de TempsAgapie DavidPas encore d'évaluation
- Chapitre 3 - La Couche Réseau-IsetDocument29 pagesChapitre 3 - La Couche Réseau-IsetAmani BilelPas encore d'évaluation
- Lemme Des NoyauxDocument3 pagesLemme Des NoyauxMeng HeangPas encore d'évaluation
- CH1 Introduction A La Commande Des Machines Electriques A Courant ContinuDocument65 pagesCH1 Introduction A La Commande Des Machines Electriques A Courant ContinumarPas encore d'évaluation
- MC-Chapitre 1Document24 pagesMC-Chapitre 1abderrahmanePas encore d'évaluation
- CHAPITRE III.2. Pression Du Sol Et Dimensionnement Des Murs de Soutènement.2Document7 pagesCHAPITRE III.2. Pression Du Sol Et Dimensionnement Des Murs de Soutènement.2ChadbraPas encore d'évaluation
- PlayerDocument48 pagesPlayerHichem BsMPas encore d'évaluation
- Analyse Granulometrique Par Tamisage.7Document37 pagesAnalyse Granulometrique Par Tamisage.7Lalia MimiPas encore d'évaluation
- IADocument10 pagesIAlonghdPas encore d'évaluation
- Devoir 3 Modele 9Document2 pagesDevoir 3 Modele 9BAHIJA OUARDIPas encore d'évaluation