Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- 1-Field Life CycleDocument18 pages1-Field Life CycleAlberto100% (2)
- 04 Mobilization PlanDocument9 pages04 Mobilization PlanMohd Khaidir100% (1)
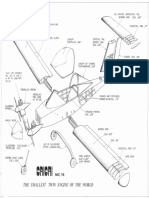
- MC15 Cri Cri Plans BinderDocument44 pagesMC15 Cri Cri Plans BinderkostarasPas encore d'évaluation
- Mechanical Analysis Process of A Coaxial Counter Rotor For Applications in Unmanned Ultra-Light UnitsDocument21 pagesMechanical Analysis Process of A Coaxial Counter Rotor For Applications in Unmanned Ultra-Light UnitskostarasPas encore d'évaluation
- Technical Design Report For Engine Powered Airplane, AIAA GIKI ChapterDocument70 pagesTechnical Design Report For Engine Powered Airplane, AIAA GIKI ChapterkostarasPas encore d'évaluation
- Numerical Simulation of Lightning Strike Direct Effects On Aircraft Skin Composite LaminateDocument14 pagesNumerical Simulation of Lightning Strike Direct Effects On Aircraft Skin Composite LaminatekostarasPas encore d'évaluation
- Summary Report On The Preliminary Design Studies of An Advanced General Aviation AircraftDocument204 pagesSummary Report On The Preliminary Design Studies of An Advanced General Aviation AircraftkostarasPas encore d'évaluation
- Preliminary Studies Aviation: Design OF An Advanced General AircraftDocument12 pagesPreliminary Studies Aviation: Design OF An Advanced General AircraftkostarasPas encore d'évaluation
- 2nd Place Ugrad Team AircraftDocument100 pages2nd Place Ugrad Team AircraftkostarasPas encore d'évaluation
- Environmental Degradation of Carbon Fibre-Reinforced Epoxy Composites: An Experimental InvestigationDocument261 pagesEnvironmental Degradation of Carbon Fibre-Reinforced Epoxy Composites: An Experimental InvestigationkostarasPas encore d'évaluation
- Shape Memory PolymerDocument29 pagesShape Memory PolymerkostarasPas encore d'évaluation
- For Safe Ammunition Storage and Handling: VideoDocument2 pagesFor Safe Ammunition Storage and Handling: VideokostarasPas encore d'évaluation
- Turbine Design and Application Vol123Document400 pagesTurbine Design and Application Vol123api-382733875% (4)
- Esec Programmable Ultrasonic Module (PUM) Esec Programmable Ultrasonic Module (PUM) GDocument2 pagesEsec Programmable Ultrasonic Module (PUM) Esec Programmable Ultrasonic Module (PUM) GjerryPas encore d'évaluation
- S.I.P Group 2Document27 pagesS.I.P Group 2jennichiii0% (1)
- Business Plan On Fly Ash Bricks: "An Environment Friendly Project"Document15 pagesBusiness Plan On Fly Ash Bricks: "An Environment Friendly Project"Vignesh Kumar NagarajanPas encore d'évaluation
- Arihant CBSE Physics Term 2 Class 12 - RemovedDocument176 pagesArihant CBSE Physics Term 2 Class 12 - RemovedPayal KhabalePas encore d'évaluation
- Hyperloop: A Seminar ReportDocument32 pagesHyperloop: A Seminar ReportBharat Chaudhary36% (11)
- Chemistry Project: Saturated Solutions: Measuring SolubilityDocument8 pagesChemistry Project: Saturated Solutions: Measuring SolubilityAbhay Kumar NayakPas encore d'évaluation
- Module 3Document28 pagesModule 3Carms GamePas encore d'évaluation
- 01-34-11 11-10-2016 Brasil - Feasibility Study For The Waste To Energy Plant Vol.1Document255 pages01-34-11 11-10-2016 Brasil - Feasibility Study For The Waste To Energy Plant Vol.1Sekretariat SPSPPas encore d'évaluation
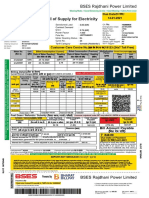
- Bill of Supply For Electricity: BSES Rajdhani Power LimitedDocument2 pagesBill of Supply For Electricity: BSES Rajdhani Power LimitedVikasPas encore d'évaluation
- MCQ For Midsem - Ind - Inst.Document5 pagesMCQ For Midsem - Ind - Inst.Nirav ChauhanPas encore d'évaluation
- (2020) Co-electrolysis-Assisted Decomposition of HAN-fuelDocument8 pages(2020) Co-electrolysis-Assisted Decomposition of HAN-fuelCloud CwsPas encore d'évaluation
- The Second Law of Thermodynamics: BlankDocument9 pagesThe Second Law of Thermodynamics: Blankbarry6688Pas encore d'évaluation
- Generator Set AlignmentDocument9 pagesGenerator Set AlignmentZamani Mahdi100% (1)
- Laporan Praktik Mesin ListrikDocument4 pagesLaporan Praktik Mesin ListrikFatimah azzahraPas encore d'évaluation
- SIPROTEC Compact Protection Systems A1 enDocument168 pagesSIPROTEC Compact Protection Systems A1 enMarcelo MagriPas encore d'évaluation
- 2016 Zapata Hincapie John Alexander ThesisDocument84 pages2016 Zapata Hincapie John Alexander ThesisbetelguesePas encore d'évaluation
- Transition To Turbopropeller-Powered AirplanesDocument14 pagesTransition To Turbopropeller-Powered AirplanesAditya Sinha100% (1)
- Nazeer Haneefa - LinkedInDocument11 pagesNazeer Haneefa - LinkedInkronafPas encore d'évaluation
- How To Choose An EPC Contractor For PV ProjectsDocument14 pagesHow To Choose An EPC Contractor For PV Projectsavnish_parashar9292Pas encore d'évaluation
- C848 88 (2016)Document7 pagesC848 88 (2016)werrtePas encore d'évaluation
- Thermal Science and Engineering Progress: Tayebeh Darbandi, Mikael Risberg, Lars WesterlundDocument9 pagesThermal Science and Engineering Progress: Tayebeh Darbandi, Mikael Risberg, Lars WesterlundSaleel ChuriPas encore d'évaluation
- 3 CombustionDocument30 pages3 CombustionCllyan ReyesPas encore d'évaluation
- ExercisesDocument9 pagesExercisesArzum EserPas encore d'évaluation
- Semiconductor Materials Too GoodDocument5 pagesSemiconductor Materials Too GoodHemanth JPas encore d'évaluation
- Aerial Propeller - Aerial Navigation (Unedited Bloomfield-Moore On John Keely)Document27 pagesAerial Propeller - Aerial Navigation (Unedited Bloomfield-Moore On John Keely)Gregg Martin100% (1)
- General Knowledge For General PaperDocument14 pagesGeneral Knowledge For General PaperLilian LimPas encore d'évaluation
- Energy Efficient Roadway Lighting Opportunities and BenefitsDocument15 pagesEnergy Efficient Roadway Lighting Opportunities and BenefitsHesham AlzarooniPas encore d'évaluation
- Port Info Booklet 2013Document35 pagesPort Info Booklet 2013Leonard Chan ChowPas encore d'évaluation