Vous aimerez peut-être aussi
- 2 MSA IntroductionDocument19 pages2 MSA IntroductionHichem ArbiPas encore d'évaluation
- Chapitre 3 MSA-Analyse Des Système de MesureDocument36 pagesChapitre 3 MSA-Analyse Des Système de MesureTshibangu Samuel100% (1)
- 2-8-MSA Analy System MesureDocument55 pages2-8-MSA Analy System Mesurenoreddine saddouk100% (1)
- Etude R&R PDFDocument28 pagesEtude R&R PDFMallouli Kerem100% (1)
- Analyse Processus de MesureDocument12 pagesAnalyse Processus de MesureMona DevPas encore d'évaluation
- 3 MSA StagiaireDocument49 pages3 MSA StagiaireTourvillePas encore d'évaluation
- Analyse Du Système de Mesure MSA: Fethi Derbeli 2021Document81 pagesAnalyse Du Système de Mesure MSA: Fethi Derbeli 2021thouraya hadj hassenPas encore d'évaluation
- Formation QRQC Step1 Et STEP2Document146 pagesFormation QRQC Step1 Et STEP2Alpha Excellence consultingPas encore d'évaluation
- QRQC VF 1.0Document55 pagesQRQC VF 1.0Lamiaa AssouiPas encore d'évaluation
- Formation Variabilité Des Procédés 4 JoursDocument384 pagesFormation Variabilité Des Procédés 4 JoursHammamiSalahPas encore d'évaluation
- 1 - APQP PPAP - StagiaireDocument83 pages1 - APQP PPAP - StagiaireTourville100% (1)
- 8 MudaDocument17 pages8 MudaFaissal FathallahPas encore d'évaluation
- EX - IIATF 16949 CHP 1 À 7 PDFDocument165 pagesEX - IIATF 16949 CHP 1 À 7 PDFNihel MerhbenPas encore d'évaluation
- 2017.05.04 - IATF Event - Présentation IATF Par Olivier SOULIEDocument29 pages2017.05.04 - IATF Event - Présentation IATF Par Olivier SOULIEAchraf adenasPas encore d'évaluation
- Formation SPC - MSP: Harbouche Lahcène Ingénieur de RechercheDocument169 pagesFormation SPC - MSP: Harbouche Lahcène Ingénieur de RechercheMoez AlouiPas encore d'évaluation
- Cours - AIAG APQPDocument65 pagesCours - AIAG APQPelkajjal100% (2)
- Exigence IATFDocument54 pagesExigence IATFHassen DamiPas encore d'évaluation
- Renault - Hierarchy HCPP g1Document40 pagesRenault - Hierarchy HCPP g1KawadasanPas encore d'évaluation
- Présentartion Iso9001v2015Document72 pagesPrésentartion Iso9001v2015Amira Smine50% (2)
- 2 Hours - Training Kit - From V1.4 To V2.0 - FrenchDocument73 pages2 Hours - Training Kit - From V1.4 To V2.0 - FrenchBeli NovaresePas encore d'évaluation
- SMED PPTDocument37 pagesSMED PPTOussama SabryPas encore d'évaluation
- Amélioration Du SMQ Selon La Norme IATF 16949 - 2016 Et Automatisation de Registre SCRAP Avec VBA EXCEL - Mohamed EL HAKKOUNYDocument88 pagesAmélioration Du SMQ Selon La Norme IATF 16949 - 2016 Et Automatisation de Registre SCRAP Avec VBA EXCEL - Mohamed EL HAKKOUNYrezgfhPas encore d'évaluation
- QualiteDocument19 pagesQualitesarraPas encore d'évaluation
- 5385e7f0f0daf PDFDocument21 pages5385e7f0f0daf PDFMeryem ChouariPas encore d'évaluation
- Presentation QRQC PDFDocument24 pagesPresentation QRQC PDFMahdi ElgolliPas encore d'évaluation
- PR - Lean 6 Sigma - GreenDocument2 pagesPR - Lean 6 Sigma - GreenmohammedPas encore d'évaluation
- Programme Formation Core Tools IATF 16949 021Document10 pagesProgramme Formation Core Tools IATF 16949 021Alpha Excellence consultingPas encore d'évaluation
- VSM 1Document18 pagesVSM 1Ahmed GADDOUR100% (1)
- Module MSADocument82 pagesModule MSAtry100% (2)
- Presentation Muda DEF09Document26 pagesPresentation Muda DEF09Salma Benouaali100% (1)
- 8D Problème Manque Gravage 192030Document3 pages8D Problème Manque Gravage 192030Yass InePas encore d'évaluation
- Mise en Place Et Deploiement D - Khaoula ARAKRAK - 4655 PDFDocument72 pagesMise en Place Et Deploiement D - Khaoula ARAKRAK - 4655 PDFSlaheddine KhlifiPas encore d'évaluation
- MMOGLE v4 FrancaisDocument23 pagesMMOGLE v4 FrancaisAdriana Hublea100% (1)
- Conférence HESTIM - INSA - 28-10-17 - Excellence Opérationnelle - S GIRDAL PDFDocument53 pagesConférence HESTIM - INSA - 28-10-17 - Excellence Opérationnelle - S GIRDAL PDFNor Nor CHPas encore d'évaluation
- 04 Msa1 PDFDocument43 pages04 Msa1 PDFTunENSTABPas encore d'évaluation
- Différence Entre APQP Et PPAP 22 03 18Document3 pagesDifférence Entre APQP Et PPAP 22 03 18Mohamed BchihyPas encore d'évaluation
- Phase Définir Mesurer Partie1Document49 pagesPhase Définir Mesurer Partie1Kh'adîijàDh100% (1)
- Suppliers QRQC Pdca Fta FR Vsds VTDocument78 pagesSuppliers QRQC Pdca Fta FR Vsds VTLamjed Whibi100% (9)
- 1 StatistiquesDocument35 pages1 StatistiquesHichem ArbiPas encore d'évaluation
- Cours Lean Six Sigma, EQOTA Consulting PDFDocument38 pagesCours Lean Six Sigma, EQOTA Consulting PDFMehdi SaouriPas encore d'évaluation
- Matrix FR 22 GeneralDocument2 pagesMatrix FR 22 GeneralMinou BouPas encore d'évaluation
- LSSBB Formation Lean Six Sigma Black Belt Iassc PDFDocument2 pagesLSSBB Formation Lean Six Sigma Black Belt Iassc PDFCertyouFormationPas encore d'évaluation
- AMDEC-MACHINE ProjetDocument81 pagesAMDEC-MACHINE Projetnadir benyoucefPas encore d'évaluation
- Lean Six SigmaDocument56 pagesLean Six SigmaL Mth100% (1)
- Lexique LEANDocument23 pagesLexique LEANZW FniPas encore d'évaluation
- Module MSADocument140 pagesModule MSAziyad.elamrani.ficosaPas encore d'évaluation
- Auditer Et Être AuditéDocument205 pagesAuditer Et Être AuditéMOHAMMED-AMINE LAHMAMPas encore d'évaluation
- SupportDocument71 pagesSupportrihabPas encore d'évaluation
- Lean Six SigmaDocument67 pagesLean Six SigmaGadry GdyPas encore d'évaluation
- Support de Cours APQPDocument97 pagesSupport de Cours APQPHichem Arbi100% (3)
- MSP-SPC 1Document100 pagesMSP-SPC 1HammamiSalahPas encore d'évaluation
- Application de La Statistique: Norme Française HomologuéeDocument23 pagesApplication de La Statistique: Norme Française HomologuéeMeriem IdirPas encore d'évaluation
- Démarche 8DDocument3 pagesDémarche 8DAnonymadine MyaPas encore d'évaluation
- Vda 063Document236 pagesVda 063Jawadi HamdiPas encore d'évaluation
- La Méthode 6 SigmaDocument18 pagesLa Méthode 6 SigmappdPas encore d'évaluation
- QRQC VF 1.0Document56 pagesQRQC VF 1.0Lamiaa AssouiPas encore d'évaluation
- Maîtrise Statistique Des ProcédésDocument109 pagesMaîtrise Statistique Des Procédésعامر الشعيلي ولد شعبانPas encore d'évaluation
- Analyse Des Systèmes de Mesures: Réalisé Par Encadré ParDocument37 pagesAnalyse Des Systèmes de Mesures: Réalisé Par Encadré ParRâjaa BoüaichiPas encore d'évaluation
- Minitab-Etude de L'instrumentation R&RDocument19 pagesMinitab-Etude de L'instrumentation R&Rlar NadaPas encore d'évaluation
- 3bodo Roedel - Aikido - The Basics (, Meyer & Meyer Sport)Document87 pages3bodo Roedel - Aikido - The Basics (, Meyer & Meyer Sport)HammamiSalahPas encore d'évaluation
- سئلوني الناس فيروزDocument2 pagesسئلوني الناس فيروزHammamiSalahPas encore d'évaluation
- بن عراب عبد الرحمان+ بن عبد الرحمان حمزةDocument62 pagesبن عراب عبد الرحمان+ بن عبد الرحمان حمزةHammamiSalahPas encore d'évaluation
- موشح يا زائري في الضحى 2Document3 pagesموشح يا زائري في الضحى 2HammamiSalahPas encore d'évaluation
- موشح يا زائري في الضحى 1Document3 pagesموشح يا زائري في الضحى 1HammamiSalahPas encore d'évaluation
- سكن الليلDocument13 pagesسكن الليلHammamiSalahPas encore d'évaluation
- سكن الليل فيروزDocument4 pagesسكن الليل فيروزHammamiSalahPas encore d'évaluation
- سئلوني الناس فيروزDocument2 pagesسئلوني الناس فيروزHammamiSalahPas encore d'évaluation
- لا تعتب عليه فيروزDocument2 pagesلا تعتب عليه فيروزHammamiSalahPas encore d'évaluation
- عنابية - فيروزDocument1 pageعنابية - فيروزHammamiSalahPas encore d'évaluation
- كيفك انتDocument1 pageكيفك انتHammamiSalahPas encore d'évaluation
- قدّاش كان في ناس - فيروز - طارقDocument1 pageقدّاش كان في ناس - فيروز - طارقHammamiSalahPas encore d'évaluation
- سكن الليلDocument13 pagesسكن الليلHammamiSalahPas encore d'évaluation
- لينا ويا لينا - فيروز - طارقDocument2 pagesلينا ويا لينا - فيروز - طارقHammamiSalahPas encore d'évaluation
- كان الزمان وكان - فيروز - طارقDocument1 pageكان الزمان وكان - فيروز - طارقHammamiSalahPas encore d'évaluation
- سئلوني الناس فيروزDocument2 pagesسئلوني الناس فيروزHammamiSalahPas encore d'évaluation
- حنا السكرانDocument1 pageحنا السكرانHammamiSalahPas encore d'évaluation
- حبيتك تنسيت النوم - فيروز - طارقDocument3 pagesحبيتك تنسيت النوم - فيروز - طارقHammamiSalahPas encore d'évaluation
- فايق يا هوى - فيروز - طارقDocument1 pageفايق يا هوى - فيروز - طارقHammamiSalahPas encore d'évaluation
- حنا السكران - فيروز - عادل صموئيلDocument1 pageحنا السكران - فيروز - عادل صموئيلHammamiSalahPas encore d'évaluation
- موشح يا زائري في الضحى 2Document3 pagesموشح يا زائري في الضحى 2HammamiSalahPas encore d'évaluation
- كيفك انتDocument1 pageكيفك انتHammamiSalahPas encore d'évaluation
- لينا ويا لينا - فيروز - طارقDocument2 pagesلينا ويا لينا - فيروز - طارقHammamiSalahPas encore d'évaluation
- لا تعتب عليه فيروزDocument2 pagesلا تعتب عليه فيروزHammamiSalahPas encore d'évaluation
- سكن الليل فيروزDocument4 pagesسكن الليل فيروزHammamiSalahPas encore d'évaluation
- قدّاش كان في ناس - فيروز - طارقDocument1 pageقدّاش كان في ناس - فيروز - طارقHammamiSalahPas encore d'évaluation
- كان الزمان وكان - فيروز - طارقDocument1 pageكان الزمان وكان - فيروز - طارقHammamiSalahPas encore d'évaluation
- موشح يا زائري في الضحى 1Document3 pagesموشح يا زائري في الضحى 1HammamiSalahPas encore d'évaluation
- عنابية - فيروزDocument1 pageعنابية - فيروزHammamiSalahPas encore d'évaluation
- سئلوني الناس فيروزDocument2 pagesسئلوني الناس فيروزHammamiSalahPas encore d'évaluation
- Exam 20Document2 pagesExam 20Yves MorelPas encore d'évaluation
- L'inférence Dans Les Réseaux Bayésiens DynamiquesDocument32 pagesL'inférence Dans Les Réseaux Bayésiens DynamiquesAouatef RkdhPas encore d'évaluation
- Master1 Cours4Document82 pagesMaster1 Cours4Med AmallahPas encore d'évaluation
- Polycope DJ Maitise 2009Document45 pagesPolycope DJ Maitise 2009ham MacuisinePas encore d'évaluation
- TD5 Estimation CorrectionDocument4 pagesTD5 Estimation CorrectionibouPas encore d'évaluation
- Intervalledeconfiance PDFDocument17 pagesIntervalledeconfiance PDFSAFOPas encore d'évaluation
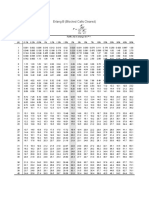
- Chi Square TableDocument1 pageChi Square TableHarjit Ranjit KumarPas encore d'évaluation
- Corrige Exos Suppl ConsoDocument3 pagesCorrige Exos Suppl ConsoMohamad BouananePas encore d'évaluation
- Toaz - Info Modele D X27evaluation Des Actifs Financiers Corrige Berk Demarzo Finance D PR - 1Document14 pagesToaz - Info Modele D X27evaluation Des Actifs Financiers Corrige Berk Demarzo Finance D PR - 1krisPas encore d'évaluation
- Tests HypothèseDocument43 pagesTests HypothèseMustapha ZianiPas encore d'évaluation
- Econométrie Des Séries Chronologiques Modèle ARIMA ARCH GARCHDocument35 pagesEconométrie Des Séries Chronologiques Modèle ARIMA ARCH GARCHHassan RehaimiPas encore d'évaluation
- Test Purpose E. SpahicDocument4 pagesTest Purpose E. SpahicJulien DaltinPas encore d'évaluation
- Corrige Finance Ifid 2008 28 Eme Promotion PDFDocument4 pagesCorrige Finance Ifid 2008 28 Eme Promotion PDFHØussem ÙChîhàPas encore d'évaluation
- fq03 10 CompletDocument73 pagesfq03 10 CompletAbdel ChawkiPas encore d'évaluation
- Exam 2012Document2 pagesExam 2012Ahlem ahlem LamarePas encore d'évaluation
- Tra Prob-Ch2Document4 pagesTra Prob-Ch2safe selmiPas encore d'évaluation
- Tabla de ErlangDocument4 pagesTabla de ErlangJorge CopaPas encore d'évaluation
- Rls ResumeDocument2 pagesRls ResumeMoha NasriPas encore d'évaluation
- Examen SPSSDocument8 pagesExamen SPSSgenoma74Pas encore d'évaluation
- Corrigé TD2 Statistique AppliquéeDocument9 pagesCorrigé TD2 Statistique Appliquéesalma rakiniPas encore d'évaluation
- These Aiachi HibaDocument145 pagesThese Aiachi HibaAhmed HAMIMESPas encore d'évaluation
- Les Réseaux BayésiensDocument91 pagesLes Réseaux BayésiensmarwaPas encore d'évaluation
- Energiesim - Fiche Indicateurs EconomiquesDocument6 pagesEnergiesim - Fiche Indicateurs EconomiquesCOOLPas encore d'évaluation
- RapportDocument13 pagesRapportKhaled SahebPas encore d'évaluation
- ExerciceDocument24 pagesExerciceAbdellatif Elloumi100% (1)
- Inferene 5Document27 pagesInferene 5anasPas encore d'évaluation
- SMC4 Examen Corrigé 2016 2017Document3 pagesSMC4 Examen Corrigé 2016 2017Amr HamzaPas encore d'évaluation
- Pratique de L'économétrie Des Séries Chronologiques - Partie2Document64 pagesPratique de L'économétrie Des Séries Chronologiques - Partie2Samuel100% (1)
- These Sadoun AhmedDocument123 pagesThese Sadoun AhmedRa YanePas encore d'évaluation
- SaisonnalitéDocument5 pagesSaisonnalitédkairPas encore d'évaluation