Vous aimerez peut-être aussi
- Fujilove Magazine May 2020 Issue50Document97 pagesFujilove Magazine May 2020 Issue50Timothy Rosenberg75% (4)
- VDU BasicsDocument29 pagesVDU Basicsabdulrauf95767% (3)
- Practical Design of Digital Circuits: Basic Logic to MicroprocessorsD'EverandPractical Design of Digital Circuits: Basic Logic to MicroprocessorsÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Monitors and Its TypesDocument5 pagesMonitors and Its Typesasma farooq100% (2)
- Astrophotography Nightscape Lens RatingDocument26 pagesAstrophotography Nightscape Lens RatingnetsurfoPas encore d'évaluation
- Photo CritiqueDocument27 pagesPhoto CritiqueClaudison RodriguesPas encore d'évaluation
- Arri Digital Camera BasicsDocument13 pagesArri Digital Camera BasicsCosmina Badescu100% (1)
- CS602 Short Notes (1 To 22)Document60 pagesCS602 Short Notes (1 To 22)Zain AhmedPas encore d'évaluation
- P1 Ebook Andrea Belluso Lighting TechniquesDocument11 pagesP1 Ebook Andrea Belluso Lighting TechniquesCristinaPas encore d'évaluation
- Clinical Applications of Digital Dental TechnologyD'EverandClinical Applications of Digital Dental TechnologyRadi MasriPas encore d'évaluation
- Substance Painter Documentation PDFDocument281 pagesSubstance Painter Documentation PDFWasim Attar67% (9)
- Comparison of CT Scan Imaging SystemsDocument26 pagesComparison of CT Scan Imaging SystemsUmmi AbubakarPas encore d'évaluation
- Maybe Almost Everything About Photography: Lucrare de Atestat Limba EnglezăDocument18 pagesMaybe Almost Everything About Photography: Lucrare de Atestat Limba EnglezăRadu MihaiPas encore d'évaluation
- Chapter-I Q.1: Why We Need Computer Graphics ?Document25 pagesChapter-I Q.1: Why We Need Computer Graphics ?Chandan SrivastavaPas encore d'évaluation
- Computer Graphics QuestionsDocument6 pagesComputer Graphics QuestionsHIDEINPRE08Pas encore d'évaluation
- 51 - Graphics and Multimedia - CGDocument22 pages51 - Graphics and Multimedia - CGashishshrivastava340Pas encore d'évaluation
- Assignment 1 Computer Graphics NicoleDocument5 pagesAssignment 1 Computer Graphics NicoleSimbarashe HlanyaPas encore d'évaluation
- Computer GraphicsDocument68 pagesComputer GraphicsAshish MahendraPas encore d'évaluation
- B.SC (I.T) : Computer Graphics and MultimediaDocument30 pagesB.SC (I.T) : Computer Graphics and MultimediaChitrangada ChakrabortyPas encore d'évaluation
- Computer Graphics Question Bank UNIT IDocument4 pagesComputer Graphics Question Bank UNIT IqwdfghPas encore d'évaluation
- Presented by Yvonne R. TrasporteDocument16 pagesPresented by Yvonne R. TrasporteHanelyn HenryPas encore d'évaluation
- Computer Monitor: From Wikipedia, The Free EncyclopediaDocument6 pagesComputer Monitor: From Wikipedia, The Free EncyclopediaQuin CusayPas encore d'évaluation
- Ict Project PDFDocument4 pagesIct Project PDFAnonymous w2kXlImzPas encore d'évaluation
- Exam SolutionDocument11 pagesExam SolutionasmaaPas encore d'évaluation
- Computer Monitor: From Wikipedia, The Free EncyclopediaDocument6 pagesComputer Monitor: From Wikipedia, The Free EncyclopediaJef PerezPas encore d'évaluation
- Monitor DescriptionDocument11 pagesMonitor DescriptionBadri NarayananPas encore d'évaluation
- VDU Basics: Components, Refresh Rates, ResolutionsDocument10 pagesVDU Basics: Components, Refresh Rates, ResolutionsjaggynanyPas encore d'évaluation
- Lecture - 5, 7 CAD System & HardwareDocument24 pagesLecture - 5, 7 CAD System & Hardwaresyed yousafPas encore d'évaluation
- Electronics 08 00065Document19 pagesElectronics 08 00065Maryam WaheedPas encore d'évaluation
- Computer Monitor: History TechnologiesDocument11 pagesComputer Monitor: History TechnologiesBattuguldur BatuPas encore d'évaluation
- How Computer Monitors Work: The BasicsDocument5 pagesHow Computer Monitors Work: The BasicsASHFORD BORJAPas encore d'évaluation
- Section C Tapescript Answer KeysDocument7 pagesSection C Tapescript Answer Keyscerto2011Pas encore d'évaluation
- CS C-471 Computer GraphicsDocument36 pagesCS C-471 Computer Graphicsdishant181991Pas encore d'évaluation
- Course No: CAP616T Course Title:: Computer GraphicsDocument4 pagesCourse No: CAP616T Course Title:: Computer GraphicsAman LobanaPas encore d'évaluation
- .. Uploads Question Bank Btech 4sem Cse CG Important Question With Answer (UNIT-I)Document13 pages.. Uploads Question Bank Btech 4sem Cse CG Important Question With Answer (UNIT-I)هارون المقطريPas encore d'évaluation
- Making Space - Senses of CinemaDocument10 pagesMaking Space - Senses of CinemaPietro De SantisPas encore d'évaluation
- Computer Monitor: SpeakerDocument14 pagesComputer Monitor: SpeakerGeraldin Buyagao KinlijanPas encore d'évaluation
- About LCD Monitors and CRT MonitorsDocument3 pagesAbout LCD Monitors and CRT MonitorsYasmin KhuranaPas encore d'évaluation
- Monitors & Video Cards: Supporting I/O DevicesDocument55 pagesMonitors & Video Cards: Supporting I/O DevicesAlana PetersonPas encore d'évaluation
- Powervr MBX Technology OverviewDocument17 pagesPowervr MBX Technology Overviewrammohan2bPas encore d'évaluation
- Cs2401 Computer Graphiccs Question Bank With AnswersDocument11 pagesCs2401 Computer Graphiccs Question Bank With Answersathirayan100% (1)
- III-Graphics Architecture and SoftwareDocument59 pagesIII-Graphics Architecture and SoftwareDagi ManPas encore d'évaluation
- Graphics 1Document6 pagesGraphics 1Surendra Singh ChauhanPas encore d'évaluation
- CRT Display Writing Methods for Avionics ApplicationsDocument4 pagesCRT Display Writing Methods for Avionics ApplicationsAshraf FadelPas encore d'évaluation
- For Academic Use OnlyDocument17 pagesFor Academic Use OnlyPrakhar SrivastavaPas encore d'évaluation
- The History and Technologies Behind Computer MonitorsDocument4 pagesThe History and Technologies Behind Computer MonitorstexPas encore d'évaluation
- Line BufferDocument11 pagesLine BufferTuan HuynhPas encore d'évaluation
- Chapter 2Document11 pagesChapter 2ibrahin mahamedPas encore d'évaluation
- ICT STD VI - Output DevicesDocument4 pagesICT STD VI - Output DevicesPatrick mdaganoPas encore d'évaluation
- Computer Monitor: From Wikipedia, The Free EncyclopediaDocument4 pagesComputer Monitor: From Wikipedia, The Free EncyclopediaSock SackPas encore d'évaluation
- Evolution of Flat Panel DisplayDocument11 pagesEvolution of Flat Panel DisplayAshwin PatelPas encore d'évaluation
- Part 2 - COMPUTER GRAPHICS & GEOMETRIC TRANSFORMATION (2D & 3D)Document76 pagesPart 2 - COMPUTER GRAPHICS & GEOMETRIC TRANSFORMATION (2D & 3D)khalil alhatabPas encore d'évaluation
- Unit-1 NotesDocument15 pagesUnit-1 NotesRanjeet ParyaPas encore d'évaluation
- Computer Graphics - HandoutsDocument26 pagesComputer Graphics - HandoutsSaqib HayatPas encore d'évaluation
- Assignments For B.Sc. (It) 5 TH Semester Subject: Graphics & Multimediasubject Code: Bsit 51Document1 pageAssignments For B.Sc. (It) 5 TH Semester Subject: Graphics & Multimediasubject Code: Bsit 51Desi JaatPas encore d'évaluation
- HomeworkDocument7 pagesHomeworkKaran GabaPas encore d'évaluation
- Cadcam Unit-IDocument87 pagesCadcam Unit-Isaiampolu194Pas encore d'évaluation
- TFT-LCD Modules " Improving Video Performance/ Reducing CostDocument7 pagesTFT-LCD Modules " Improving Video Performance/ Reducing CostAnonymous O5WK6kiLiV100% (1)
- Asics of Omputer Raphics: Chapter DetailsDocument14 pagesAsics of Omputer Raphics: Chapter Detailsdamannaughty100% (1)
- CG LAB EXAM VIVA QUESTIONS AND ANSWERSDocument3 pagesCG LAB EXAM VIVA QUESTIONS AND ANSWERSvasanthi2014Pas encore d'évaluation
- Lecture 2 - Hardware DevicesDocument65 pagesLecture 2 - Hardware DevicesPatience KaringaPas encore d'évaluation
- About The Video System of Your PCDocument6 pagesAbout The Video System of Your PCsudhir1975Pas encore d'évaluation
- Computer Graphics AssignmentDocument13 pagesComputer Graphics AssignmentMezigebu MelesePas encore d'évaluation
- Computer GraphicsDocument22 pagesComputer GraphicsJaimin PatelPas encore d'évaluation
- 3D Television: Seminar OnDocument7 pages3D Television: Seminar OnRizwana Ahmad0% (1)
- Fundamentals of Signal IntegrityDocument27 pagesFundamentals of Signal Integritynaveenkv10_105528408Pas encore d'évaluation
- CG NotesDocument86 pagesCG NotesSantosh PandaPas encore d'évaluation
- Embedded Deep Learning: Algorithms, Architectures and Circuits for Always-on Neural Network ProcessingD'EverandEmbedded Deep Learning: Algorithms, Architectures and Circuits for Always-on Neural Network ProcessingPas encore d'évaluation
- (CV) Combined S1Document251 pages(CV) Combined S1ahmadPas encore d'évaluation
- Clawar 2018 Paper 39Document8 pagesClawar 2018 Paper 39Gamboo OxPas encore d'évaluation
- M18 (Potrait Photography) Academic ScriptDocument15 pagesM18 (Potrait Photography) Academic ScriptNitin KumarPas encore d'évaluation
- 8 Instagram-Worthy Places for Pre-Wedding Shoots in JaipurDocument12 pages8 Instagram-Worthy Places for Pre-Wedding Shoots in JaipurShivani TayaPas encore d'évaluation
- Datasheet - of - DS 2TP21B 6AVFW 20200227Document4 pagesDatasheet - of - DS 2TP21B 6AVFW 20200227leslie azabachePas encore d'évaluation
- Motion Capture IntroductionDocument38 pagesMotion Capture Introductionsmfuller@aii.eduPas encore d'évaluation
- Lecture 1 - Photogrammetry IntroductionDocument21 pagesLecture 1 - Photogrammetry IntroductionFaisel mohammedPas encore d'évaluation
- Sony PMW Ex1Document13 pagesSony PMW Ex1Marius MaldaianuPas encore d'évaluation
- SecurViewDX 9.0 DICOM Conf. State. (MAN-05061) English Rev - 001 01 - 17Document58 pagesSecurViewDX 9.0 DICOM Conf. State. (MAN-05061) English Rev - 001 01 - 17Сергей КакаровPas encore d'évaluation
- NeuViz 16 Classic CatálogoDocument8 pagesNeuViz 16 Classic CatálogoOscar CorreaPas encore d'évaluation
- Lenses (Updated 3/1/2017) Min. (MM) Max. (MM) Max Aperture Price (Amazon, 3/2016)Document15 pagesLenses (Updated 3/1/2017) Min. (MM) Max. (MM) Max Aperture Price (Amazon, 3/2016)AzarielRifaiIVPas encore d'évaluation
- Autocollimator PDFDocument3 pagesAutocollimator PDFappannusaPas encore d'évaluation
- lbs-300 BSDocument1 pagelbs-300 BSadarshchouhan47Pas encore d'évaluation
- Forensic Photography Student HandbookDocument5 pagesForensic Photography Student HandbookRico T. MusongPas encore d'évaluation
- Photographs From The Polaroid CollectionDocument57 pagesPhotographs From The Polaroid CollectionmicheniroPas encore d'évaluation
- Training Proposal: Office of The Municipal SK FederationDocument2 pagesTraining Proposal: Office of The Municipal SK FederationrobertoPas encore d'évaluation
- Fiery Color Test Page - Print SampleDocument3 pagesFiery Color Test Page - Print SampleSunny Saahil100% (1)
- Xt20 ManualDocument356 pagesXt20 ManualPhilip LiveloPas encore d'évaluation
- The Role and Importance of Capturing Memories Through PhotographyDocument1 pageThe Role and Importance of Capturing Memories Through PhotographyCristiana Alina Moroz100% (1)
- Epx 4440HDDocument6 pagesEpx 4440HDJuliano BelloPas encore d'évaluation
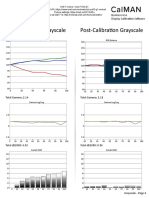
- Vizio PX65-G1 CNET Review Calibration ResultsDocument3 pagesVizio PX65-G1 CNET Review Calibration ResultsDavid KatzmaierPas encore d'évaluation