Vous aimerez peut-être aussi
- OGN - Aug 15Document1 pageOGN - Aug 15socialmedia9997Pas encore d'évaluation
- Oil Gas Inquirer Kelly Woosley PCP Well Manager Nov 2008Document5 pagesOil Gas Inquirer Kelly Woosley PCP Well Manager Nov 2008socialmedia9997Pas encore d'évaluation
- Oilsands Review September 2008Document3 pagesOilsands Review September 2008socialmedia9997Pas encore d'évaluation
- SPE 95272 MS P noPWDocument8 pagesSPE 95272 MS P noPWsocialmedia9997Pas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Ford Motor and Quality Tool (Case Study)Document10 pagesFord Motor and Quality Tool (Case Study)Arousha SultanPas encore d'évaluation
- FINC304 Managerial Economics: Session 5: ProductionDocument14 pagesFINC304 Managerial Economics: Session 5: ProductionJephthah BansahPas encore d'évaluation
- 012721-Syn3-Ch 6 Resume - The Theory and Estimation of Production - Kaet & YoungDocument27 pages012721-Syn3-Ch 6 Resume - The Theory and Estimation of Production - Kaet & YoungYani Rahma100% (2)
- Blog 1Document2 pagesBlog 1MaheshikaPas encore d'évaluation
- Concurrent Engineering and Traditional EngineeringDocument42 pagesConcurrent Engineering and Traditional Engineeringkhizer2a67% (3)
- Cost Accounting and Control - Handout 2201 - Introduction To Cost Concepts and ClassificationsDocument11 pagesCost Accounting and Control - Handout 2201 - Introduction To Cost Concepts and ClassificationsFlorence SeñoPas encore d'évaluation
- 4 R Guide Reduce Reuse Recycle RecoverDocument11 pages4 R Guide Reduce Reuse Recycle RecoverIchigo KurusakiPas encore d'évaluation
- As9102 BlankDocument4 pagesAs9102 Blankshoobi82Pas encore d'évaluation
- Distribution SystemDocument12 pagesDistribution SystemBhasker JorwalPas encore d'évaluation
- Development of ABC SystemDocument19 pagesDevelopment of ABC SystemSneha BajpaiPas encore d'évaluation
- Buffer Flexibility (2007)Document1 pageBuffer Flexibility (2007)pkjhan1353Pas encore d'évaluation
- Cost ComboDocument188 pagesCost ComboShruti MohanrajPas encore d'évaluation
- Page 29 Solution PDFDocument5 pagesPage 29 Solution PDFsagsachdevPas encore d'évaluation
- Lectra Customer Story GST en - 4Document2 pagesLectra Customer Story GST en - 4haddanPas encore d'évaluation
- Astm-E2500 PDFDocument2 pagesAstm-E2500 PDFPrashhant KavallePas encore d'évaluation
- Vbox7 ManualDocument11 pagesVbox7 ManualYan BaliPas encore d'évaluation
- Hilton 11e Chap017PPTDocument49 pagesHilton 11e Chap017PPTNgô Khánh HòaPas encore d'évaluation
- Heim Textil Exhibitors ListDocument12 pagesHeim Textil Exhibitors Listaliakbar0% (1)
- Eco (Delhi10)Document47 pagesEco (Delhi10)nischay100% (1)
- Order-Quantity, With Demand: Reorderpoint Model ProbabilisticDocument14 pagesOrder-Quantity, With Demand: Reorderpoint Model Probabilisticcassy shawnPas encore d'évaluation
- PMI PMBOK Project Management Processes FlowchartDocument1 pagePMI PMBOK Project Management Processes FlowchartAbdul Ghaffar50% (2)
- TS16949 Training OverviewDocument23 pagesTS16949 Training OverviewPraveen CoolPas encore d'évaluation
- Mihir Girishbhai ShahDocument7 pagesMihir Girishbhai ShahTikoo AdityaPas encore d'évaluation
- Faccin Eng Web PDFDocument40 pagesFaccin Eng Web PDFIstván SzékelyPas encore d'évaluation
- Jabilization 2010Document20 pagesJabilization 2010Star GazerPas encore d'évaluation
- Global SREA Training (Including Trainer Notes)Document63 pagesGlobal SREA Training (Including Trainer Notes)shibumi2750% (2)
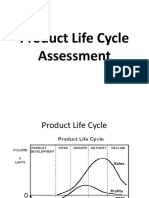
- Product Life Cycle ManagementDocument58 pagesProduct Life Cycle Managementcaptain mkPas encore d'évaluation
- 2025 Clean From Waste-DikonversiDocument4 pages2025 Clean From Waste-DikonversiEnzela SidaurukPas encore d'évaluation
- Assignment 1.1Document3 pagesAssignment 1.1Evie MarionettePas encore d'évaluation
- Theory of ProductionDocument31 pagesTheory of ProductionSom AcharyaPas encore d'évaluation