Vous aimerez peut-être aussi
- Sandvik Steel Hardening GuideDocument25 pagesSandvik Steel Hardening GuidejasonsivertsenPas encore d'évaluation
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirPas encore d'évaluation
- Wilson Tool Wheel Tool WebinarDocument51 pagesWilson Tool Wheel Tool WebinarAndres Byke SepulvedaPas encore d'évaluation
- Glossary of Metalworking TermsDocument73 pagesGlossary of Metalworking Termsowox91Pas encore d'évaluation
- Mechanical TerminologiesDocument83 pagesMechanical Terminologiesshahzad afzal100% (5)
- Heat Treatment Steel: ObjectDocument10 pagesHeat Treatment Steel: ObjectKetut Rizki FirmandanuPas encore d'évaluation
- Heat Treatment of Ferrous AlloysDocument11 pagesHeat Treatment of Ferrous AlloysSyed Mohsin Ali Naqvi100% (2)
- Heat Treatment: ME 318 Manufacturing TechniquesDocument12 pagesHeat Treatment: ME 318 Manufacturing Techniquesmayur_mechPas encore d'évaluation
- Steel DictionaryDocument85 pagesSteel DictionaryveroniquearnaudPas encore d'évaluation
- 1 MatsciDocument20 pages1 MatsciCliford AlbiaPas encore d'évaluation
- Glossary of TermsDocument8 pagesGlossary of Termsananda krishna siva kesariPas encore d'évaluation
- Discuss at Least Four Techniques in Forming MetalsDocument3 pagesDiscuss at Least Four Techniques in Forming MetalsJeffrey JimenezPas encore d'évaluation
- Amt 115 Topic 1-5Document21 pagesAmt 115 Topic 1-5CONYOPas encore d'évaluation
- Welding TermsDocument22 pagesWelding TermsMOSES7 WISEPas encore d'évaluation
- 3rd Class Heat TreatmentDocument19 pages3rd Class Heat TreatmentPROMISE JULIUSPas encore d'évaluation
- Module 3-MetalsDocument13 pagesModule 3-MetalsLiz Gaviola PescoPas encore d'évaluation
- Esab Glossary of Technical TermsDocument20 pagesEsab Glossary of Technical TermsThành Tâm CaoPas encore d'évaluation
- Terminologies SmawDocument18 pagesTerminologies SmawMarwin NavarretePas encore d'évaluation
- ESAB GlossaryDocument20 pagesESAB GlossaryGoanengineerPas encore d'évaluation
- Heat Treatment DefinitionsDocument2 pagesHeat Treatment DefinitionsmrajaygPas encore d'évaluation
- Material ScienceDocument20 pagesMaterial ScienceKushPas encore d'évaluation
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVPas encore d'évaluation
- Tech Gudeline - HEAT TREATMENTDocument15 pagesTech Gudeline - HEAT TREATMENTggi internationalPas encore d'évaluation
- Steel Terms and DefinitionsDocument42 pagesSteel Terms and DefinitionsIwona AnkaPas encore d'évaluation
- KNS1042 Metals Part1 W8Document29 pagesKNS1042 Metals Part1 W8justine2109Pas encore d'évaluation
- Hardening TerminologiesDocument84 pagesHardening Terminologiesshahzad afzal100% (4)
- Glossary of Casting TerminologyDocument12 pagesGlossary of Casting TerminologyNonamePas encore d'évaluation
- Modern Steel - Lecture 1Document54 pagesModern Steel - Lecture 1Jojo Hany100% (1)
- Material Science 1Document3 pagesMaterial Science 1Mehul BansalPas encore d'évaluation
- Resumen MaterialesDocument20 pagesResumen MaterialesLorenzoPas encore d'évaluation
- Heat TreatmentDocument31 pagesHeat TreatmentsureshPas encore d'évaluation
- Steel TerminologyDocument19 pagesSteel Terminologyshailesh9jan100% (4)
- Unit III - Heat TreatmentDocument62 pagesUnit III - Heat TreatmentHarsha MallaPas encore d'évaluation
- Heat Treatment GlossaryDocument7 pagesHeat Treatment GlossaryhsemargPas encore d'évaluation
- Types of Steel According To Deoxidation PracticeDocument2 pagesTypes of Steel According To Deoxidation PracticeSyed Raheel AdeelPas encore d'évaluation
- Steel ManufacturingDocument29 pagesSteel ManufacturingNDTInstructor100% (3)
- Comparison of Hardness For Mild Steel After Normalizing and Hardening ProcessesDocument17 pagesComparison of Hardness For Mild Steel After Normalizing and Hardening Processesyaswanth kumarPas encore d'évaluation
- 7steel and Heat TreatmentDocument19 pages7steel and Heat TreatmentManoj BallaPas encore d'évaluation
- Stainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsDocument35 pagesStainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsLalit MohanPas encore d'évaluation
- Surface Treatment of AlloysDocument6 pagesSurface Treatment of AlloysGAURAV GOPAKUMAR 1940705Pas encore d'évaluation
- U1. T2. Activity 1. Heat Treatments of SteelDocument11 pagesU1. T2. Activity 1. Heat Treatments of SteelTygaPas encore d'évaluation
- Metals 2Document13 pagesMetals 2arooj anjumPas encore d'évaluation
- Amp Lecture NotesDocument98 pagesAmp Lecture NotesRadhika AmmuluPas encore d'évaluation
- Chapter - 15 Boiler Metallurgy DefinitionsDocument12 pagesChapter - 15 Boiler Metallurgy DefinitionsRavi ShankarPas encore d'évaluation
- Heat TreatmentDocument21 pagesHeat TreatmentChernet MerknehPas encore d'évaluation
- Dictionary of Metal TerminologyDocument59 pagesDictionary of Metal TerminologyyogeshPas encore d'évaluation
- Alloying Additions Are Commonly Added To Steels ToDocument13 pagesAlloying Additions Are Commonly Added To Steels ToAnaruzzaman SheikhPas encore d'évaluation
- Aircraft Materials, Construction and RepairDocument41 pagesAircraft Materials, Construction and RepairMark Jovince CardenasPas encore d'évaluation
- Heat Treatment Process: By: Jagdish PampaniaDocument67 pagesHeat Treatment Process: By: Jagdish PampaniabassamPas encore d'évaluation
- Heat Treatment and Designation of SteelDocument3 pagesHeat Treatment and Designation of SteelJose AlfonsoPas encore d'évaluation
- RSW BT YongDocument10 pagesRSW BT Yongfraniancis0922Pas encore d'évaluation
- Steel - Macaraeg, Edward Joseph M.Document31 pagesSteel - Macaraeg, Edward Joseph M.Mark Lester LualhatiPas encore d'évaluation
- Objectives of Heat TreatmentDocument6 pagesObjectives of Heat TreatmentAdaitaChowdhury100% (1)
- Heat Treatment of SteelDocument7 pagesHeat Treatment of SteelmaadPas encore d'évaluation
- CH 5 - Ferrous Metals and AlloysDocument45 pagesCH 5 - Ferrous Metals and AlloysYhan SombilonPas encore d'évaluation
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelD'EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonÉvaluation : 4 sur 5 étoiles4/5 (1)
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelD'EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelÉvaluation : 5 sur 5 étoiles5/5 (4)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkD'EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkPas encore d'évaluation
- Dissertation Chapter 3 MethodologyDocument4 pagesDissertation Chapter 3 MethodologyCustomPaperServicesUK100% (1)
- 04 Kiln Shell-Protection M.BieriDocument19 pages04 Kiln Shell-Protection M.Bierisalahromdhani89Pas encore d'évaluation
- Dissimilar WeldDocument24 pagesDissimilar WeldBenjapon bt7Pas encore d'évaluation
- Document: SOP R P G IDocument4 pagesDocument: SOP R P G IMohamed Reda Hussein SengarPas encore d'évaluation
- Welder CardDocument1 pageWelder CardRaju KumarPas encore d'évaluation
- Zinc Flake CoatingsDocument1 pageZinc Flake CoatingsDinh TuPas encore d'évaluation
- Button Manufacturing ProcessDocument6 pagesButton Manufacturing ProcessShohan Parvez100% (1)
- Aditi VosDocument1 pageAditi VosXELIXCELINPas encore d'évaluation
- Limits, Fits and TolerancesDocument4 pagesLimits, Fits and Tolerancessimalaravi100% (1)
- 9 TH Plate (Sub)Document12 pages9 TH Plate (Sub)hemantPas encore d'évaluation
- Sae J403 Uns G10050Document1 pageSae J403 Uns G10050Shrikar KuradePas encore d'évaluation
- RO 00001 ACrDocument8 pagesRO 00001 ACrVladimirPas encore d'évaluation
- Mengatasi Masalah Silica Sand MeltingDocument9 pagesMengatasi Masalah Silica Sand MeltingTb RamdaniPas encore d'évaluation
- Production Techniques I (ME F243) : BITS PilaniDocument15 pagesProduction Techniques I (ME F243) : BITS PilaniDave BatistaPas encore d'évaluation
- Mould PolishingDocument4 pagesMould PolishingArun PrasadPas encore d'évaluation
- Me366 Advanced Metal Joining TechnologyDocument3 pagesMe366 Advanced Metal Joining TechnologyJoby JosephPas encore d'évaluation
- LPPJFF RL - Envi - 2013 04 04Document10 pagesLPPJFF RL - Envi - 2013 04 04Petros IosifidisPas encore d'évaluation
- Como Soldar 4140Document4 pagesComo Soldar 4140Luis Jose DuranPas encore d'évaluation
- Vulcan Industrial Engineering Co. Pvt. LTDDocument3 pagesVulcan Industrial Engineering Co. Pvt. LTDk koradiaPas encore d'évaluation
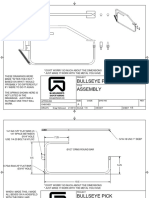
- Bullseye Pick WWW Gwellwood ComDocument5 pagesBullseye Pick WWW Gwellwood Comkick24502Pas encore d'évaluation
- An Industrial Vist Report On Durgapur Steel PlantDocument34 pagesAn Industrial Vist Report On Durgapur Steel PlantChandarshekar Swaminathan50% (2)
- Better Homes & Gardens 8 Cube Organizer ENDocument26 pagesBetter Homes & Gardens 8 Cube Organizer ENTenny SupPas encore d'évaluation
- Gear Selection ThesisDocument13 pagesGear Selection ThesismastermechPas encore d'évaluation
- Hardox 500 Sheet: General Product DescriptionDocument2 pagesHardox 500 Sheet: General Product DescriptionDylkanWingsPas encore d'évaluation
- 03 March 2023Document4 pages03 March 2023nanda yenketeramdooPas encore d'évaluation
- Module 1. Prelims Workshop Theory and Practice 1ADocument7 pagesModule 1. Prelims Workshop Theory and Practice 1AmanuelPas encore d'évaluation
- New DOCX DocumentDocument39 pagesNew DOCX DocumentPavaniPas encore d'évaluation
- Steel Making - Open-Hearth TehniqueDocument5 pagesSteel Making - Open-Hearth TehniqueMarcelo Rodriguez FujimotoPas encore d'évaluation