Vous aimerez peut-être aussi
- Carbon Composite Material Used in Space ShuttlesDocument11 pagesCarbon Composite Material Used in Space Shuttlesthangella_nagendraPas encore d'évaluation
- Composites Mod02lec01Document49 pagesComposites Mod02lec01Mathew JohnPas encore d'évaluation
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970D'EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Évaluation : 5 sur 5 étoiles5/5 (1)
- Unit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentDocument13 pagesUnit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentSaisurendra VeerlaPas encore d'évaluation
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975D'EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovÉvaluation : 5 sur 5 étoiles5/5 (1)
- Designing With Advance Material: Lab Report - Important Industrial Methods of FRP Composite FabricationDocument9 pagesDesigning With Advance Material: Lab Report - Important Industrial Methods of FRP Composite Fabricationprashant chouhanPas encore d'évaluation
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentD'EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentPas encore d'évaluation
- Composite Materialslab Text BookDocument49 pagesComposite Materialslab Text BookSHAHBAZ PPas encore d'évaluation
- Reinforced PolymerDocument5 pagesReinforced PolymerIsakPas encore d'évaluation
- Polymer BlendsD'EverandPolymer BlendsD.R. PaulPas encore d'évaluation
- Effect of Moisture and Temperature On Composite MaterialsDocument22 pagesEffect of Moisture and Temperature On Composite MaterialsAhmad HamadehPas encore d'évaluation
- Group 3 - Composite MaterialsDocument68 pagesGroup 3 - Composite MaterialsCARLIN JOSH MENDOZAPas encore d'évaluation
- Composite Fabrication Via The VARTM ProcessDocument7 pagesComposite Fabrication Via The VARTM ProcessRaghu Raja PandiyanPas encore d'évaluation
- De AssignmentDocument9 pagesDe AssignmentManish MohapatraPas encore d'évaluation
- Technical Information For GRPDocument4 pagesTechnical Information For GRPa_attarchiPas encore d'évaluation
- ThermoplasticsDocument3 pagesThermoplasticsMadhuShakthiPas encore d'évaluation
- Title of ResearchDocument6 pagesTitle of ResearchNkem OkonkwoPas encore d'évaluation
- Thermoplastic Materials Engineering PlasticsDocument62 pagesThermoplastic Materials Engineering PlasticsFranzMig100% (1)
- Vinyl Ester ResinDocument8 pagesVinyl Ester ResinSangeetha RangarajanPas encore d'évaluation
- Investigation of Mechanical Properties of Corn Fiber Reinforced With Biodegradable ResinDocument4 pagesInvestigation of Mechanical Properties of Corn Fiber Reinforced With Biodegradable ResinRaja SajinPas encore d'évaluation
- Seminar-2 ReportDocument34 pagesSeminar-2 ReportAISHWARYAPas encore d'évaluation
- Study On Durability of Natural Fibre Concrete Composites Using Mechanical Strength and Microstructural PropertiesDocument11 pagesStudy On Durability of Natural Fibre Concrete Composites Using Mechanical Strength and Microstructural PropertiesdivakarPas encore d'évaluation
- Biofibres Biodegradable Polymers and Biocomposites An OverviewDocument24 pagesBiofibres Biodegradable Polymers and Biocomposites An OverviewAbdul BasitPas encore d'évaluation
- Recent Advance Reactive Extrusion in PolymerDocument24 pagesRecent Advance Reactive Extrusion in Polymershanshicn8351Pas encore d'évaluation
- Comparison of Jute Fiber Over Glass FibeDocument5 pagesComparison of Jute Fiber Over Glass FibeBobby LupangoPas encore d'évaluation
- PolymersDocument13 pagesPolymersVaibhav ShrivastavaPas encore d'évaluation
- 4299BRO PRF-en1117ITA PDFDocument44 pages4299BRO PRF-en1117ITA PDFFranky BejaranoPas encore d'évaluation
- Polymers: Qasim Habib Lecturer Polymer & Process Engineering Department UET, LahoreDocument48 pagesPolymers: Qasim Habib Lecturer Polymer & Process Engineering Department UET, LahorefahadfiazPas encore d'évaluation
- ThermoplasticDocument12 pagesThermoplasticSaloniPas encore d'évaluation
- Composites GrooverDocument32 pagesComposites GrooverhilaldemirPas encore d'évaluation
- Epoxy Resin CrystallisationDocument2 pagesEpoxy Resin CrystallisationabthakurPas encore d'évaluation
- Polymer Matrix Composites - Matrix Resins - Thermosetting Resins, Thermoplastic ResinsDocument27 pagesPolymer Matrix Composites - Matrix Resins - Thermosetting Resins, Thermoplastic Resinsgidlavinay100% (1)
- Iofina 080411Document30 pagesIofina 080411api-3754205Pas encore d'évaluation
- Polymer Additives: Fillers & ReinforcementsDocument5 pagesPolymer Additives: Fillers & ReinforcementsHina IbrahimPas encore d'évaluation
- Characteristics of ThermoplasticsDocument4 pagesCharacteristics of Thermoplasticsedysson10% (1)
- MachenicalDocument45 pagesMachenicalNaveesh GuptaPas encore d'évaluation
- Epoxy InjectionDocument6 pagesEpoxy InjectionPraveenkumar ShanmugamPas encore d'évaluation
- CompositeDocument68 pagesCompositeSalih KaracaPas encore d'évaluation
- PolymersDocument3 pagesPolymersKenneth LewisPas encore d'évaluation
- InTech Thermoplastic ElastomersDocument19 pagesInTech Thermoplastic ElastomersRajeev Singh BaisPas encore d'évaluation
- Recycling Glass Fibers (M6)Document2 pagesRecycling Glass Fibers (M6)SureshKumar DevulapallyPas encore d'évaluation
- Recent Developments in Crosslinking of ElastomersDocument31 pagesRecent Developments in Crosslinking of ElastomersAzizol WahabPas encore d'évaluation
- Carbon Fibre PDFDocument13 pagesCarbon Fibre PDFmarianaPas encore d'évaluation
- Chapter (1) Introduction To MSEDocument64 pagesChapter (1) Introduction To MSEJessica De GuzmanPas encore d'évaluation
- Polymer Processing: PDF File Can Be Downloaded atDocument66 pagesPolymer Processing: PDF File Can Be Downloaded atbibhu059Pas encore d'évaluation
- Composites World Thermoformable Composite PanelsDocument26 pagesComposites World Thermoformable Composite PanelsSunilBhandariPas encore d'évaluation
- Composites MaterialDocument47 pagesComposites MaterialNarkedamilli Tulasi RadhaPas encore d'évaluation
- SP Guide To CompositesDocument69 pagesSP Guide To CompositesCefirel_grifonPas encore d'évaluation
- Additives For Plastics Handbook - (Chapter 3. The World Market)Document6 pagesAdditives For Plastics Handbook - (Chapter 3. The World Market)Pablo Fernández SaavedraPas encore d'évaluation
- History of PolymerDocument3 pagesHistory of PolymerMarvin ParasPas encore d'évaluation
- 2007 Natural Polymer CharacterizationDocument4 pages2007 Natural Polymer CharacterizationermashuhadahrPas encore d'évaluation
- Thermoplastic Melt Rheology and Processing (PDFDrive)Document472 pagesThermoplastic Melt Rheology and Processing (PDFDrive)Fatma BenbrahimPas encore d'évaluation
- 6830 en 7 Myths About PVC DebunkedDocument5 pages6830 en 7 Myths About PVC DebunkedNishi JhaPas encore d'évaluation
- Composite Materials, Advntage and Fabrication TechniquesDocument6 pagesComposite Materials, Advntage and Fabrication Techniquesanonymous qqPas encore d'évaluation
- SiliconeDocument25 pagesSiliconeRajput Rudra100% (1)
- Carbon Fibre Reinforced PlasticDocument6 pagesCarbon Fibre Reinforced PlasticMateus SpinelliPas encore d'évaluation
- Aliphatic Thermoset PolymersDocument7 pagesAliphatic Thermoset PolymersSaba SohailPas encore d'évaluation
- ELEC-E8112 3 Power Electronics and Electric Machine PDFDocument59 pagesELEC-E8112 3 Power Electronics and Electric Machine PDFconcord1103Pas encore d'évaluation
- Lesson19 Autosar PDFDocument170 pagesLesson19 Autosar PDFBura RoxanaPas encore d'évaluation
- DC Machine SimulationDocument12 pagesDC Machine Simulationkiranch219Pas encore d'évaluation
- Modeling and Simulation of Hybrid Electric VehiclesDocument147 pagesModeling and Simulation of Hybrid Electric VehiclesJoe MorrisPas encore d'évaluation
- Instruction Homework2Document151 pagesInstruction Homework2concord1103Pas encore d'évaluation
- D 8 C 4Document27 pagesD 8 C 4concord1103Pas encore d'évaluation
- ELEC-E8112 3 Power Electronics and Electric MachineDocument85 pagesELEC-E8112 3 Power Electronics and Electric Machineconcord1103Pas encore d'évaluation
- Modeling Simulation and Control of Hybrid Electric Vehicle DriveDocument52 pagesModeling Simulation and Control of Hybrid Electric Vehicle Driveconcord1103Pas encore d'évaluation
- Modeling of DC MotorDocument8 pagesModeling of DC MotorKaziiLaggounPas encore d'évaluation
- ECE461 - Motor Lab - Experiment5 PDFDocument13 pagesECE461 - Motor Lab - Experiment5 PDFengshimaaPas encore d'évaluation
- 509 2Document229 pages509 2concord1103Pas encore d'évaluation
- Electric Vehicles - Modelling and SimulationsDocument478 pagesElectric Vehicles - Modelling and SimulationsJosé Ramírez100% (5)
- Code GenerationDocument16 pagesCode Generationsalemabu9Pas encore d'évaluation
- Hendershot FIU LectureDocument71 pagesHendershot FIU LectureYosy NanaPas encore d'évaluation
- Lecture9 3Document16 pagesLecture9 3concord1103Pas encore d'évaluation
- Hendershot FIU LectureDocument24 pagesHendershot FIU Lectureconcord1103Pas encore d'évaluation
- Ex - 1dof Sp09 Derive EomDocument3 pagesEx - 1dof Sp09 Derive Eomconcord1103Pas encore d'évaluation
- Ex - 1dof Sp08 Derive EomDocument4 pagesEx - 1dof Sp08 Derive Eomconcord1103Pas encore d'évaluation
- IntroductionDocument67 pagesIntroductionconcord1103Pas encore d'évaluation
- EX 1DOF Rot Gondola SwingingDocument4 pagesEX 1DOF Rot Gondola Swingingconcord1103Pas encore d'évaluation
- HD 6 Numerical Integration of SDOF 2008Document17 pagesHD 6 Numerical Integration of SDOF 2008concord1103Pas encore d'évaluation
- Lecture 13Document23 pagesLecture 13Rusty_Iron_WorksPas encore d'évaluation
- ME617 Examples 1DOF Periodic ResponseDocument36 pagesME617 Examples 1DOF Periodic Responseconcord1103Pas encore d'évaluation
- 5A. The Drilling RiserDocument31 pages5A. The Drilling Riserconcord1103100% (1)
- A Summary of Composite Laminate GuidelinesDocument76 pagesA Summary of Composite Laminate Guidelinesmecheng88Pas encore d'évaluation
- Intro 8 Sound Pack PDFDocument5 pagesIntro 8 Sound Pack PDFconcord1103Pas encore d'évaluation
- Composite RepairDocument13 pagesComposite Repairfrancis_brPas encore d'évaluation
- 01-3-1 - Materials, Part 3 (Wallace)Document36 pages01-3-1 - Materials, Part 3 (Wallace)concord1103Pas encore d'évaluation
- Master Handbook of Acoustics PDFDocument641 pagesMaster Handbook of Acoustics PDFconcord1103100% (12)
- Chap7 Slides PDFDocument0 pageChap7 Slides PDFconcord1103Pas encore d'évaluation
- 01 General Excellence - 07-08-2021 Jefferson County LeaderDocument32 pages01 General Excellence - 07-08-2021 Jefferson County LeaderSteve TaylorPas encore d'évaluation
- CompAir Reavell V150DA V Compact Air CompressorDocument4 pagesCompAir Reavell V150DA V Compact Air CompressorCondominio MontecarloPas encore d'évaluation
- MG ZS Brochure Jul 2022Document13 pagesMG ZS Brochure Jul 2022James SmithPas encore d'évaluation
- Case Studies Production and Operations ManagementDocument8 pagesCase Studies Production and Operations ManagementPravah Shukla80% (20)
- Marzocchi-XC700 96Document53 pagesMarzocchi-XC700 96Heather ColePas encore d'évaluation
- Appendix D: Self-Test Solutions and Answers To Even-Numbered ExercisesDocument55 pagesAppendix D: Self-Test Solutions and Answers To Even-Numbered ExercisesTHU TONG NGOC HONGPas encore d'évaluation
- GVO Series Linear Valve OperatorsDocument8 pagesGVO Series Linear Valve Operatorssergio ulisesPas encore d'évaluation
- F Series ModelsDocument28 pagesF Series ModelsМ РPas encore d'évaluation
- Audi A4 B6 Quick Reference GuideDocument4 pagesAudi A4 B6 Quick Reference Guidejahupea0% (1)
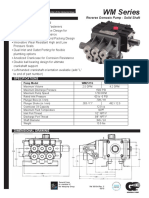
- Bomba WM4215S-PumpDocument3 pagesBomba WM4215S-PumpOscarArturoPas encore d'évaluation
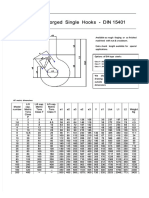
- Qdoc - Tips - Hook Din 15401Document1 pageQdoc - Tips - Hook Din 15401Alireza RahimiPas encore d'évaluation
- A808 AdBlue Supply Module - Flushing Process - EngDocument5 pagesA808 AdBlue Supply Module - Flushing Process - EngGonçalo PereiraPas encore d'évaluation
- Protrusion LinerDocument4 pagesProtrusion LinerSebastian Nicușor PărăoanuPas encore d'évaluation
- Wartsila TurbochargerDocument51 pagesWartsila TurbochargerSambath kumarPas encore d'évaluation
- Transportation SystemsDocument32 pagesTransportation SystemsCollenne Kaye-Lie Garcia Uy75% (4)
- TH190 ClaimsDocument28 pagesTH190 ClaimsEchague GjPas encore d'évaluation
- REG 1000, Application For Clean Air Vehicle DecalsDocument1 pageREG 1000, Application For Clean Air Vehicle DecalsAlexander KuPas encore d'évaluation
- Royal Enfield: Name: Prathamesh Pawar ROLLNO-BBA019198 Section BDocument17 pagesRoyal Enfield: Name: Prathamesh Pawar ROLLNO-BBA019198 Section BDonAld SuRPas encore d'évaluation
- 78100-34-RS-E05 EZ-Pilot Install Instructions CIH CVX NH TVT - AWDocument84 pages78100-34-RS-E05 EZ-Pilot Install Instructions CIH CVX NH TVT - AWOlivier LequebinPas encore d'évaluation
- PP220E-IX Parts ManualDocument287 pagesPP220E-IX Parts ManualNoor Rahman100% (1)
- A6 C5 Parts ListDocument37 pagesA6 C5 Parts ListOmar Ordorica88% (8)
- XL 100 Spare PartsDocument35 pagesXL 100 Spare PartsTEJAA TVS100% (1)
- Static and Fatigue Strength Analysis of Bogie Frame: February 2016Document7 pagesStatic and Fatigue Strength Analysis of Bogie Frame: February 2016Muhammad M ElhafidPas encore d'évaluation
- Prince Hydraulics - LVS Loader Valve Offered by PRC Industrial SupplyDocument6 pagesPrince Hydraulics - LVS Loader Valve Offered by PRC Industrial SupplyPRC Industrial Supply100% (1)
- Series: Hydraulic MotorsDocument11 pagesSeries: Hydraulic MotorsSchweisteger 14Pas encore d'évaluation
- AAMI Car CancellationDocument1 pageAAMI Car CancellationDan NarPas encore d'évaluation
- TVS HLX125 CatalogueDocument7 pagesTVS HLX125 CatalogueMK Auto100% (2)
- Hawker Perfect Plus Brochure EnglishDocument6 pagesHawker Perfect Plus Brochure EnglishOscar CamachoPas encore d'évaluation
- IFU Hawk 766 Exhaust Gas AnalyzerDocument8 pagesIFU Hawk 766 Exhaust Gas AnalyzerAndrew MarkPas encore d'évaluation
- Troll Luxiona Tarifa PVP 2015Document36 pagesTroll Luxiona Tarifa PVP 2015VEMATELPas encore d'évaluation
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindD'EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindPas encore d'évaluation
- The Fabric of Civilization: How Textiles Made the WorldD'EverandThe Fabric of Civilization: How Textiles Made the WorldÉvaluation : 4.5 sur 5 étoiles4.5/5 (58)
- Highest Duty: My Search for What Really MattersD'EverandHighest Duty: My Search for What Really MattersPas encore d'évaluation
- Hero Found: The Greatest POW Escape of the Vietnam WarD'EverandHero Found: The Greatest POW Escape of the Vietnam WarÉvaluation : 4 sur 5 étoiles4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonD'EverandSully: The Untold Story Behind the Miracle on the HudsonÉvaluation : 4 sur 5 étoiles4/5 (103)
- The End of Craving: Recovering the Lost Wisdom of Eating WellD'EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellÉvaluation : 4.5 sur 5 étoiles4.5/5 (81)
- System Error: Where Big Tech Went Wrong and How We Can RebootD'EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootPas encore d'évaluation
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- Reality+: Virtual Worlds and the Problems of PhilosophyD'EverandReality+: Virtual Worlds and the Problems of PhilosophyÉvaluation : 4 sur 5 étoiles4/5 (24)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestD'EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestÉvaluation : 4 sur 5 étoiles4/5 (28)
- Pale Blue Dot: A Vision of the Human Future in SpaceD'EverandPale Blue Dot: A Vision of the Human Future in SpaceÉvaluation : 4.5 sur 5 étoiles4.5/5 (588)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyD'EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyPas encore d'évaluation
- Packing for Mars: The Curious Science of Life in the VoidD'EverandPacking for Mars: The Curious Science of Life in the VoidÉvaluation : 4 sur 5 étoiles4/5 (1395)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaD'EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaPas encore d'évaluation
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerD'EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerÉvaluation : 4.5 sur 5 étoiles4.5/5 (54)
- A Place of My Own: The Architecture of DaydreamsD'EverandA Place of My Own: The Architecture of DaydreamsÉvaluation : 4 sur 5 étoiles4/5 (242)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterD'EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterPas encore d'évaluation
- The Future of Geography: How the Competition in Space Will Change Our WorldD'EverandThe Future of Geography: How the Competition in Space Will Change Our WorldÉvaluation : 4 sur 5 étoiles4/5 (5)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerD'EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerÉvaluation : 4.5 sur 5 étoiles4.5/5 (122)
- The Weather Machine: A Journey Inside the ForecastD'EverandThe Weather Machine: A Journey Inside the ForecastÉvaluation : 3.5 sur 5 étoiles3.5/5 (31)
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterD'EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterÉvaluation : 5 sur 5 étoiles5/5 (3)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansD'EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansPas encore d'évaluation
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureD'EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureÉvaluation : 5 sur 5 étoiles5/5 (125)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationD'EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationÉvaluation : 4.5 sur 5 étoiles4.5/5 (46)
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseD'EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseÉvaluation : 3.5 sur 5 étoiles3.5/5 (12)