
Vous aimerez peut-être aussi
- MRP Material Requirements PlanningDocument25 pagesMRP Material Requirements PlanningJasneet BaidPas encore d'évaluation
- 2.1 Materials Requirements Planning (MRP)Document41 pages2.1 Materials Requirements Planning (MRP)Belayneh BayePas encore d'évaluation
- MRP - Safety Lead TimeDocument15 pagesMRP - Safety Lead TimedhrubajyotihazarikaPas encore d'évaluation
- MRP and Erp: Planeacion de Requerimientos de Materiales Y Planeacion de Recursos de La EmpresaDocument46 pagesMRP and Erp: Planeacion de Requerimientos de Materiales Y Planeacion de Recursos de La Empresaagustin6551Pas encore d'évaluation
- MRP and ERP: Production Planning and Inventory Control SystemsDocument45 pagesMRP and ERP: Production Planning and Inventory Control SystemsRaed DallaliPas encore d'évaluation
- OM Chapter 3Document28 pagesOM Chapter 3Tuấn TrườngPas encore d'évaluation
- School of EngineeringDocument11 pagesSchool of EngineeringJoyce ChoyPas encore d'évaluation
- 2324ProdMgmt HW4 G# T#Document4 pages2324ProdMgmt HW4 G# T#mytiensakuraPas encore d'évaluation
- Linear Programming AssignmentDocument5 pagesLinear Programming AssignmentLakshya GargPas encore d'évaluation
- CH 2 MRPDocument33 pagesCH 2 MRPTemesgen GetaPas encore d'évaluation
- MRP Study GuideDocument9 pagesMRP Study GuideAustin Parker100% (1)
- Introduction to Material Requirements Planning (MRP) Concepts and ExamplesDocument43 pagesIntroduction to Material Requirements Planning (MRP) Concepts and ExamplesMuhammad Rendy KusumaPas encore d'évaluation
- MPS and ATP calculations for four months of demand and customer ordersDocument10 pagesMPS and ATP calculations for four months of demand and customer ordersShirley Yosselyn Sinchiguano AcurioPas encore d'évaluation
- Material Requirements PlanningDocument7 pagesMaterial Requirements Planningexams_sbsPas encore d'évaluation
- Mpcproblems Institute of TechnologyDocument39 pagesMpcproblems Institute of TechnologyvundavilliravindraPas encore d'évaluation
- Inventory Management - Lecture 3Document21 pagesInventory Management - Lecture 3AYESHA RASHIDPas encore d'évaluation
- CH 18 MRPDocument37 pagesCH 18 MRPEric F. IrawanPas encore d'évaluation
- Operations Management - Problem SetDocument8 pagesOperations Management - Problem Setmahendra pratap singhPas encore d'évaluation
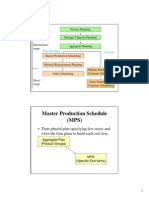
- Master Production ScheduleDocument9 pagesMaster Production ScheduleglamboyzPas encore d'évaluation
- 03 Material Resource PlanningDocument37 pages03 Material Resource PlanningMary Shanaiah SenoPas encore d'évaluation
- Tutorial - MPS and MRPDocument3 pagesTutorial - MPS and MRPShibani ShashinPas encore d'évaluation
- Material Requirement Planning (MRP)Document21 pagesMaterial Requirement Planning (MRP)Ramesh GarikapatiPas encore d'évaluation
- LOG713 Production Management ExercisesDocument3 pagesLOG713 Production Management ExercisesКонстантин СтефановичPas encore d'évaluation
- Material Requirements PlanningDocument38 pagesMaterial Requirements PlanningTanimPas encore d'évaluation
- Üretim 8.2-MRP StructureDocument44 pagesÜretim 8.2-MRP StructurepaduajoyPas encore d'évaluation
- MPS, RCCP, MRP, CRP, & ERPDocument39 pagesMPS, RCCP, MRP, CRP, & ERPAnshu Kumar SrivastavaPas encore d'évaluation
- MTS MOM 1730 TutorialDocument3 pagesMTS MOM 1730 TutorialJackson TeohPas encore d'évaluation
- Manufacturing Resources PlanningDocument5 pagesManufacturing Resources PlanningSachin SalvanikarPas encore d'évaluation
- Large Electrical Parts RetailerDocument5 pagesLarge Electrical Parts RetailerCharlottePas encore d'évaluation
- Material Requirements PlanningDocument15 pagesMaterial Requirements PlanningRayeed AliPas encore d'évaluation
- MRP Example2Document10 pagesMRP Example2Anonymous ffje1rpaPas encore d'évaluation
- MRP Part IDocument48 pagesMRP Part IDanielle David AbandoPas encore d'évaluation
- Group 6 - Aggregate Plan - Report - WordDocument11 pagesGroup 6 - Aggregate Plan - Report - WordNguyễn Bích NgọcPas encore d'évaluation
- Assignment IDocument4 pagesAssignment IChristina SparksPas encore d'évaluation
- Grad Project I: "Implementation of An Inventory Control System in A Clothing Factory "Document16 pagesGrad Project I: "Implementation of An Inventory Control System in A Clothing Factory "andullaPas encore d'évaluation
- MRP Overview and Benefits GuideDocument26 pagesMRP Overview and Benefits GuideBùi Hoàng LongPas encore d'évaluation
- MRP BasicsDocument13 pagesMRP BasicsEKREM ÇAMURLUPas encore d'évaluation
- Workbook On MRP: MRP - Material Requirements Planning MPS - Master Production Schedule BOM - Bill of MaterialsDocument6 pagesWorkbook On MRP: MRP - Material Requirements Planning MPS - Master Production Schedule BOM - Bill of MaterialsSaad AliPas encore d'évaluation
- Level 4 ModelDocument7 pagesLevel 4 Modelsolomon asfawPas encore d'évaluation
- Chapter 14: Multiple Choice QuestionsDocument8 pagesChapter 14: Multiple Choice Questionsaditya_23oct100% (1)
- Sample Test Questions For EOQDocument5 pagesSample Test Questions For EOQSharina Mhyca SamontePas encore d'évaluation
- MRP-I and MRP-IIDocument24 pagesMRP-I and MRP-IIakhil pillaiPas encore d'évaluation
- Assignment The University of Liverpool Management School: Deadline: Lateness PenaltyDocument4 pagesAssignment The University of Liverpool Management School: Deadline: Lateness PenaltyAnas Hassan0% (1)
- Pre-finals quiz solutionsDocument4 pagesPre-finals quiz solutionsRona S. Pepino - AguirrePas encore d'évaluation
- Pre-finals quiz solutionsDocument4 pagesPre-finals quiz solutionsRona S. Pepino - AguirrePas encore d'évaluation
- Review of Planning Hierarchy and Material Requirements Planning (MRPDocument8 pagesReview of Planning Hierarchy and Material Requirements Planning (MRPKim WooPas encore d'évaluation
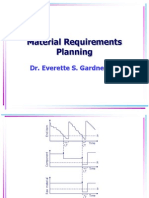
- Material Requirements Planning: Dr. Everette S. Gardner, JRDocument28 pagesMaterial Requirements Planning: Dr. Everette S. Gardner, JRSunil MalikPas encore d'évaluation
- Professor Blake OPM 101 Name - Spring 2010 EXAMINATION 3, Version EDocument6 pagesProfessor Blake OPM 101 Name - Spring 2010 EXAMINATION 3, Version EAVINNNNASHPas encore d'évaluation
- Material Requirement PlanningDocument21 pagesMaterial Requirement PlanningPradeep Gupta100% (1)
- ME 4050 Lecture 11 MRP1-2 and ERPDocument24 pagesME 4050 Lecture 11 MRP1-2 and ERPK ROHITH SINGH me12b031Pas encore d'évaluation
- Mock Q PDFDocument20 pagesMock Q PDFBhupendra SinghPas encore d'évaluation
- Production Planning and Control DocumentsDocument9 pagesProduction Planning and Control Documentsjithendra143Pas encore d'évaluation
- Particulars April May June Quarter in Total Budget Sales in Unit 50,000 75,000 90,000 21,5,000 Inventory 7,500 9,000 8,000 8,000Document9 pagesParticulars April May June Quarter in Total Budget Sales in Unit 50,000 75,000 90,000 21,5,000 Inventory 7,500 9,000 8,000 8,000Srawar Jahan TareqPas encore d'évaluation
- Cost Accounting - June 2010 Dec 2010 and June 2011Document71 pagesCost Accounting - June 2010 Dec 2010 and June 2011Mwila ChambaPas encore d'évaluation
- Cse3090y 2020 2Document9 pagesCse3090y 2020 2Khritish BhoodhooPas encore d'évaluation
- Practical Earned Value Analysis: 25 Project Indicators from 5 MeasurementsD'EverandPractical Earned Value Analysis: 25 Project Indicators from 5 MeasurementsPas encore d'évaluation
- Economic and Financial Modelling with EViews: A Guide for Students and ProfessionalsD'EverandEconomic and Financial Modelling with EViews: A Guide for Students and ProfessionalsPas encore d'évaluation
- Practical Guide To Production Planning & Control [Revised Edition]D'EverandPractical Guide To Production Planning & Control [Revised Edition]Évaluation : 1 sur 5 étoiles1/5 (1)
- Materials Handling Equipment Wholesale Revenues World Summary: Market Values & Financials by CountryD'EverandMaterials Handling Equipment Wholesale Revenues World Summary: Market Values & Financials by CountryPas encore d'évaluation
- Industrial Objectives and Industrial Performance: Concepts and Fuzzy HandlingD'EverandIndustrial Objectives and Industrial Performance: Concepts and Fuzzy HandlingPas encore d'évaluation
- Financial audit objectivesDocument14 pagesFinancial audit objectivesAviani AnwarPas encore d'évaluation
- Material Management 2Document5 pagesMaterial Management 2AadiPas encore d'évaluation
- Brief History and Elements of Lean ManufacturingDocument22 pagesBrief History and Elements of Lean ManufacturingMandhara KsPas encore d'évaluation
- Inventory Management of Big Bazaarthane PDFDocument59 pagesInventory Management of Big Bazaarthane PDFadithisarmaPas encore d'évaluation
- Manufacturing Planning and Control: MPC 6 EditionDocument30 pagesManufacturing Planning and Control: MPC 6 EditionKhaled ToffahaPas encore d'évaluation
- 1.3 SAP Procure To Pay ProcessDocument11 pages1.3 SAP Procure To Pay ProcessChathura Gunarathne100% (3)
- Ch01 - The Systems Analyst and Information Systems DevelopmentDocument44 pagesCh01 - The Systems Analyst and Information Systems DevelopmentZachary Clark100% (1)
- ISO 9001-2015 Supplier Audit ChecklistDocument23 pagesISO 9001-2015 Supplier Audit ChecklistFadhel Audia YusranPas encore d'évaluation
- BPM AgriculturaDocument8 pagesBPM AgriculturaMiguel PalaciosPas encore d'évaluation
- Optimizing inventory for Haldiram Bread retailersDocument6 pagesOptimizing inventory for Haldiram Bread retailersMaha SathiyaPas encore d'évaluation
- LM012 Pre TestDocument5 pagesLM012 Pre TestYasser BaroudyPas encore d'évaluation
- Project Management Achieving Competitive Advantage 5th Edition Pinto Test BankDocument35 pagesProject Management Achieving Competitive Advantage 5th Edition Pinto Test Bankashleygonzalezcqyxzgwdsa100% (14)
- A Fishing Boat Manufacturer Pro Fishing Boats Is Having Many PDFDocument2 pagesA Fishing Boat Manufacturer Pro Fishing Boats Is Having Many PDFAmit PandeyPas encore d'évaluation
- The four fundamentals of supply chain managementDocument5 pagesThe four fundamentals of supply chain managementCarlos Alfredo CahuanaPas encore d'évaluation
- The Conversion Cycle: Acco20153 - Accounting Information System By: James HallDocument8 pagesThe Conversion Cycle: Acco20153 - Accounting Information System By: James HallKim EllaPas encore d'évaluation
- Managing Order Fulfillment Through Purchasing, Production and LogisticsDocument32 pagesManaging Order Fulfillment Through Purchasing, Production and LogisticsChin Wen LamPas encore d'évaluation
- Learning Objective 9-1: Chapter 9 Materiality and RiskDocument35 pagesLearning Objective 9-1: Chapter 9 Materiality and RiskDwidarPas encore d'évaluation
- Exam Collaborate Session For Exam Revision New-1Document28 pagesExam Collaborate Session For Exam Revision New-1zachbeef0% (1)
- Student Name: - : TRUE/FALSE - Write 'T' If The Statement Is True and 'F' If The Statement Is False. 1)Document44 pagesStudent Name: - : TRUE/FALSE - Write 'T' If The Statement Is True and 'F' If The Statement Is False. 1)Joker csgoPas encore d'évaluation
- IBM BPM Best Practices - Process Modeling 5 Golden Rules - BHDocument31 pagesIBM BPM Best Practices - Process Modeling 5 Golden Rules - BHGustavo ApodacaPas encore d'évaluation
- Ibm BPMDocument8 pagesIbm BPMleonardosotofernandez8751Pas encore d'évaluation
- MAESTRO SHIFT Workforce Management for Tienda 500047Document4 pagesMAESTRO SHIFT Workforce Management for Tienda 500047Jv LdoPas encore d'évaluation
- CCA Level 1Document12 pagesCCA Level 1Rob De CastroPas encore d'évaluation
- BPMN Guide Sample Chapter4-5Document29 pagesBPMN Guide Sample Chapter4-5Jose Anguirai Moises NiquissePas encore d'évaluation
- Chapter 4 - Production and Supply Chain Management Information SystemsDocument57 pagesChapter 4 - Production and Supply Chain Management Information SystemsNHÂN NGUYỄN ĐỨCPas encore d'évaluation
- Lean EN 2018Document48 pagesLean EN 2018Karan KarnikPas encore d'évaluation
- Vendor Evaluations in Procurement: Fuad A. HarharahDocument69 pagesVendor Evaluations in Procurement: Fuad A. HarharahDonny WibowoPas encore d'évaluation
- Unit 4Document32 pagesUnit 4Fentahun Ze WoinambaPas encore d'évaluation
- Assignment #3 InventoryDocument13 pagesAssignment #3 InventoryAnkit SainiPas encore d'évaluation
- Key Steps to Using a Process Framework EffectivelyDocument5 pagesKey Steps to Using a Process Framework EffectivelyAGUSTINA MPas encore d'évaluation






















































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)































