Académique Documents
Professionnel Documents
Culture Documents
Introduction To The Process Control Problem
Transféré par
s_baishyaDescription originale:
Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Introduction To The Process Control Problem
Transféré par
s_baishyaDroits d'auteur :
Formats disponibles
INTRODUCTION TO THE
PROCESS CONTROL
PROBLEM
PROF. K.P. MADHAVAN,
DEPT. OF CHEMICAL
ENGINEERING and CAD
CENTRE, IIT BOMBAY,
INDIA
Copyright © 2000, by KPM, Indian Institute of Technology, Bombay. All rights reserved.
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
Contents
2.1: Introductory Example
2.2: Structuring of the Feedback Control Problem
2.3: Preliminary block diagram of the control system
2.3.1: Controller
2.3.2: Control Valve
2.4: Steady State modelling of the closed loop
2.4.1: Steady state analysis of the closed loop-
Rigorous analysis
2.4.2: Analytical Approach to steady state analysis
2.5: Importance of dynamics in feedback control
2.6: Structure of feedforward control
2.7: Summary
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 1 of 2
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
2. INTRODUCTION:
In this chapter, an introductory process control problem will be discussed. Two broad
approaches for control namely the feedback and feed forward control will be considered for
tackling the control problem
2.1 INTRODUCTORY EXAMPLE:
The process considered is a heating process in which a process liquid entering at a
temperature of TIo C is heated by a hot liquid to a temperature of To C. The desired outlet
temperature is Tset . The controlled variable is T and the set point is Tset
Process liquid q,Ti
Process liquid q,T
Hot liquid,qh , Thi
3. Figure 2.1: Heating Tank
Uncontrolled disturbances: There are uncontrolled disturbances due to the variations in the
values of the following variables:
q : Inflow rate q, l/min
TI : Inlet temperature, o C
Thi : Inlet temperature of the heating liquid
These are called as the load variables. The heat transfer coefficient associated with the
transfer of heat from the jacket to the heating vessel can also change due to fouling. This can
also be treated as a load variable. Since the effect of fouling is a very slow process, this will
not be considered as a significant load variable in our present analysis of the control problem.
Manipulated variable: The variable amenable for regulation by the operator is the flow rate
qh of the hot liquid. This is called as the manipulated variable.
Statement of the control problem: Maintain the controlled variable T at the set point
Tset in the presence of load variables q, TI, Thi .
There are two broad control philosophies used for solution of the control problem namely the
feedback control and feedforward control philosophies.
2.2: STRUCTURE OF THE FEEDBACKCONTROL PROBLEM
Feedback control is structured as per the following logic
(a) The current operating status of the heater is determined by measurement of the controlled
variable, T. A resistance thermometer sensor is used to sense the variation in T. The sensor is
connected to a temperature transmitter (TT) which generates an output signal IT , mA. As the
temperature T varies from Tmin to Tmax, IT varies from 4 mA to 20 mA.
(b) The deviation of the controlled variable from the set point is determined by computing the
error signal, e
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 2 of 3
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
n o o f v a r 4 x y 1 y 2 y 3 y 4
0
2 0 0 . 2 3 . 8 1 3 5 3 8 1 2 . 9 6 7 5 7 0 . 3 0 5 7 8 0 . 0 9 5 2 9 4
1 0 0 0 . 4 6 . 3 8 2 8 0 7 1 9 . 7 0 1 5 2 1 . 0 0 6 6 6 1 0 . 6 4 0 1 4 1
kc 2 0 . 2 0 . 6 6 . 3 1 9 0 7 1 1 6 . 7 7 7 2 3 1 . 7 1 6 5 8 4 1 . 3 6 4 3 1 8
t i 1 0 . 8 3 . 6 4 3 7 4 2 5 . 8 9 2 9 2 9 2 . 0 4 7 7 6 1 . 8 8 7 1 0 1
y s e t 1 1 - 0 . 2 1 3 9 5 - 7 . 0 0 1 9 5 1 . 8 1 9 2 1 9 1 . 9 3 0 7 5 8
d i s t 0 1 . 2 - 3 . 1 8 7 2 5 - 1 4 . 9 0 4 8 1 . 1 5 3 7 6 8 1 . 4 7 4 1 2 6
1 . 4 - 3 . 6 8 8 7 9 - 1 3 . 5 3 6 2 0 . 4 1 0 7 8 5 0 . 7 6 5 3 1 4
1 . 6 - 1 . 4 6 7 8 - 3 . 6 4 3 8 8 - 0 . 0 0 8 6 9 0 . 1 8 7 8 7 6
1 . 8 2 . 2 5 6 2 8 2 9 . 4 1 2 5 7 6 0 . 1 2 0 9 9 8 0 . 0 5 3 5 0 8
F i g . 2 . 9 : D y n a n m i c2 r e 5 s. 4p 5o 5 n3 8s 8e o f1 8 c. 5l 6o 9s 0 e9 d 0 . 7 2 8 2 7 1 0 . 4 3 3 7 4 6
y 1 , y 2 , y 3 , y 4
2 . 2 6 . 3 9 0 6 3 2 1 8 . 8 8 1 1 6 1 . 4 8 3 4 8 7 1 . 1 2 1 7 1 5
3 0 2 . 4 4 . 5 5 1 9 9 1 0 . 1 9 5 0 8 1 . 9 7 7 5 9 3 1 . 7 4 4 4 8 3
2 0 2 . 6 0 . 9 3 1 9 0 7 - 2 . 7 7 6 3 2 1 . 9 4 3 4 7 1 1 . 9 6 5 0 2 5
2 . 8 - 2 . 5 1 4 0 8 - 1 3 . 0 1 0 1 1 . 4 0 0 1 7 1 1 . 6 6 4 4 3 9
1 0 3 - 3 . 9 2 6 7 2 - 1 4 . 9 7 5 2 0 . 6 4 2 1 4 3 1 . 0 0 5 9 0 7
3 . 2 - 2 . 5 4 8 6 3 - 7 . 6 2 1 4 7 0 . 0 7 9 5 4 5 0 . 3 4 5 9 8 5
0 3 . 4 0 . 8 6 7 6 4 5 . 0 5 9 5 1 0 . 0 1 6 2 1 9 0 . 0 4 1 4 4 8
0 5 1 0 1 5 2 0 25
- 1 0 3 . 6 4 . 4 6 8 9 2 9 1 6 . 2 0 1 1 1 0 . 4 8 5 5 2 4 0 . 2 5 6 3 3
3 . 8 6 . 3 0 5 3 4 1 1 9 . 7 8 0 0 7 1 . 2 3 2 7 1 3 0 . 8 7 3 4 9 8
- 2 0 4 5 . 3 8 4 9 2 9 1 3 . 8 7 2 8 2 1 . 8 5 3 1 6 5 1 . 5 5 8 4 4 8
t i m e 4 . 2 2 . 2 0 8 6 1 1 . 6 8 9 3 4 9 2 . 0 1 1 4 5 3 1 . 9 4 0 5 5 8
4 . 4 - 1 . 5 0 3 1 6 - 1 0 . 1 7 0 9 1 . 6 2 2 6 5 2 1 . 8 1 3 5 9 3
4 . 6 - 3 . 7 4 2 8 6 - 1 5 . 2 9 3 9 0 . 8 9 7 8 6 8 1 . 2 4 6 9 8 1
ITset is the value of IT corresponding to Tset .
If the error signal is zero then no corrective action is required. If there is a nonzero error
signal, then a corrective action has to be initiated to drive the error signal to zero. The
controller generates this corrective action
(c) The controller generates a corrective action that is a function of the error signal. The
nature of the output signal from the controller (the corrective action) depends on the type of
controller used.
Controller type Form of the output signal
Pneumatic Pressure of air (0.2 to 1 kg/cm2 )
Hydraulic Oil pressure
Electrical/ Current signal (4 to 20 mA)
Electronic Voltage signal (0 to 10 V)
Microprocessor Digital signal converted to
Current signal or voltage signal
In recent years pneumatic and hydraulic controllers are replaced by electronic or
microprocessor based controllers with 4- 20 mA as the preferred from of the output. In the
present case we will assume the controller to be an electronic controller with the signal I
varying from 4 to 20 mA. The controller operation can be expressed in a general form, I(t) =
f(e(t)).
The form of the function will be dealt with in greater detail later.
(d) The controller output I is directed to a current to pneumatic converter (I to P converter).
As the controller output varies from 4 to 20 mA, the output p of the I to P converter varies
from 0.2 to 1 kg/cm2 .
(e) The pneumatic signal p from the I to P converter is sent to an air operated diaphragm
control valve. As p varies the valve stem position changes, causing a change in the area of
cross section of the valve opening. Thus as p varies from 0.2 to 1 kg/cm2 , the flow through
the valve varies from qmin to qmax.
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 3 of 4
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
T to I Controller
scale
T I to P
converte
Process liquid q,Ti r
Process liquid q,T p
Hot liquid,qh, Thi
qh , Thout
Figure 2.2: Feedback control structure.
The operation of the feedback control system can be analysed as follows:
Assume that the process is initially at steady state with temperature T at its set point. At this
condition, e = 0 and IT = Iset . When there is an increase in inlet temperature Ti , the
temperature T starts increasing and moves away from the set point. As the error signal
becomes negative as a result of this change, the controller output I starts changing in a
direction so as to reduce the value of qh . The decrease in qh will halt the rise in temperature.
Information about T is continuously fed back to the controller to take subsequent control
action to drive the process back to the set point.
2.3: PRELIMINARY BLOCK DIAGRAM OF THE CONTROL SYSTEM
It is possible to get a better understanding of the operational principles of the control system
through the representation of the control system in terms of block diagram representation
Load variables
TI q Thi
Control
Tset valve
Iset e Controll I I to P qh Heater T
T to I Final
+ er converter Control PROCESS
- Element
Feedback path
Measuring System &
Transmitter
IT
Figure 2.3 : Preliminary block diagram of the temperature control system.
The block diagram shown in Figure 2.3 is derived from the schematic diagram shown in
Figure 2.2. The block diagram is representation of the flow of signals in the control loop.
Each block in the block diagram corresponds to a component in the control loop. Each block
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 4 of 5
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
has one or more input signals and has an output. In the block the input signal is transformed
to an output signal. For example process block that is the heater has 4 input signals namely
three load variables (q, TI, Thi) and one manipulated variable (qh ). The output of the process
block is T, the controlled variable.
Assume that the process is initially at steady state with T=Tset . Let the initial value of Ti be
Ti0 . Error e =0. Consider a sudden change in Ti from Ti0 to Ti1 . The temperature T tends to
increase. This variation in temperature causes a negative error signal. The controller acts to
generate a corrective action in a direction which stops the increase of temperature away from
the set point and move the temperature towards the set point. The corrective action will cause
a reduction in the value of qh from its initial value. From the block diagram it can be seen that
there is a feedback path which continuously informs the controller about the effect of its
action on the process output. This is the reason that this control structure is called as negative
feedback system( because of the presence of a negative feedback path) or closed loop control
system (presence of a closed loop).
In the above control circuit, the function of all the elements can be understood very clearly as
there is a well defined function for each element. It is only in the case of the controller the no
quantitative relation has been given so far.
2.3.1: CONTROLLER:
We will consider a number of basic control options
(a) PROPORTIONAL CONTROL (P): The magnitude of corrective action is proportional to
the error signal. Larger the error signal. larger is the corrective action.
The control law is given by:
I-I0 = Kc e (2.1)
Kc = Proportional Sensitivity or Gain
Though this is a logical form of control action, this has a major limitation. Assume that the
process is at steady state at Ti = Ti0 , Thi = Thi0 and q =q0 . The controller is set such that it
generates a signal I0 for which the value of qh = qh0 . At this value of qh0 , the temperature T
will at T0 = Tset and the error signal will be zero. Assume that the temperature Ti increases to
Ti1 .This causes an increase in temperature driving the error signal to be negative. This causes
I to be less than Io and qh less than qho . The temperature rise will be arrested by this action.
Ultimately the system will reach a steady state with qh = qh1 < qh0 . The new value of qh1 will
not bring T to Tset , since a finite error signal is required to change qh from its original value
qh0 . For qh = qh1 , the steady state value of T = T1 > Tset . The deviation of the steady state
value of T from Tset is called as offset. Offset for a change in Ti from to Ti0 to Ti1 is T1 –
Tset . Hence proportional control has the drawback that it gives no offset only for one set of
values of the load variables. Offset occurs for any other set of load variables. In many
applications, steady state error (offset) may not be tolerated. Therefore one needs to look for
a control action that does not give offset irrespective of the values of the load variables.
(b) INTEGRAL ACTION: In this action, the control action uses the history of the error
signal. The integral control action is governed by the equation
t
Kc
I − I0 =
TI ∫ edt
t =0
(2.2)
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 5 of 6
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
TI = Integral time
An integral controller will be at steady state only if e = 0. If e > 0, then I continues to
increase. On the other hand if e < 0, then I decreases continuously. In a closed loop in which
various elements are connected, steady state exists if all the elements of the closed loop are at
steady state. Since an integral controller is an element of the closed loop, it should also be at
steady state. This happens only when e = 0 i.e. when the temperature T is at the set point.
Hence an integral controller ensures that there will be no steady state offset in the presence of
variation in the load variables.
Though integral action eliminates offset, there is some problem in basing the controller
totally on integral control action. This can be understood by analysing the relative speeds at
which corrective actions are generated by proportional and integral controllers.
Consider a proportional controller with Kc = 1 and an integral controller with TI = 1 min.
Assume that the error signal e = 0 initially. The error signal is suddenly changed to 1. The
responses of the two controllers are shown in Figure 2.3 below
Output of Integral
∆I
Controller
Output of Proportional
Controller
1 2
Time, min
Fig 2. : Responses of Proportional and Integral Controller
It can be seen that the integral controller will take one minute to develop a corrective action
to a sudden change in e while the proportional controller develops the same change
immediately after the change in e. Hence it may not be advisable to use integral action alone
as the benefit of the immediate corrective action on the appearance of an error signal will not
be available. This can be overcome by combining proportional and integral action to generate
proportional + integral control action
(c ) PROPORTIONAL + INTEGRAL CONTROLLER:
PI control action is given by
Kc t
TI ∫0
I − I 0 = Kc e + edt
(2.3)
With Kc = 1 and TI = 1min, for a sudden change in error signal, the controller output will
vary as shown in Fig. 2.4
1 2
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 6 of 7
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
Linear rate of rise due to
∆I integral action
Sudden change in
output due to
Time, min
Fig 2.4 : Response of PI controller
(d) MOTIVATION FOR ADDING DERIVATIVE ACTION IN CONTROLLER
Assume that the heater process is initially at steady state with Ti = Ti0 = 300 C with T = Tset =
60 o C. The error signal e = 0. Assume that Ti changes from 30o C to 35 0 C at time t = 0. At
time t = 0+ , e = 0 since T has not yet changed from the its initial value of 600 C. As a result of
this, neither the proportional controller nor the Integral controller can generate a corrective at
t = 0+. This is not desirable since after the onset of a disturbance in Ti, one would like to
initiate a corrective action as quickly as possible. One can take advantage of the fact that at t=
0+, though T remains at T = 600 C and error signal e =0, dT/dt is not equal to zero. Since
dT/dt is > 0 at t = 0+, then de/dt < 0 (Fig 2.5). Hence one can generate a corrective action
based on the derivative of the error signal.
dT/dt
T
Time t
Fig 2.5: Response of temperature to a change in Ti
However derivative action cannot be used alone since at steady state, derivative of the error
signal de/dt =0. Hence the corrective action generated by the derivative action at the
beginning of the disturbance will disappear as steady state is reached. Hence derivative action
can be used with either a Proportional controller or a proportional integral controller.
PROPORTIONAL + INTEGRAL + DERIVATIVE CONTROLLER (PID)
The control law is given by
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 7 of 8
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
Kc t de
I − I0 = K c e + ∫
TI 0
edt + KcTD
dt
(2.4)
2.3.2: CONTROL VALVE:
The control valve is an air operated diaphragm control valve (Fig 2.6). Pneumatic signal from
the I to P converter goes to the topworks of the air operated diaphragm control valve.
The air pressure exerts a force on the diaphragm. This is opposed by a spring. The net
displacement of the diaphragm is communicated to the valve trim (valve plug) through the
valve stem movement. The valve stem moves through the packing. As the valve stem moves,
the area of opening of the valve port changes causing a change in the flow rate.
Air pressure
Topwork
Diaphrag
Spring
Valve
Packing
Valve trim
FIGURE 2.6: AIR OPERATED
DIAPHRAGM CONTROL VALVE
2.4: STEADY STATE MODELLING OF THE CLOSED LOOP
With the process placed in the closed loop with a controller, it is desirable to find the effect of
changes in disturbance on the steady state value of the controlled variable T. To perform
steady state analysis of the closed loop, it is necessary to develop steady state models for each
element in the control loop.
Steady state model of the heater:
Steady state model involves steady state heat balance equations for the tank and the jacket.
Heat balance for the tank:
qρC pTi − qρC pT + UA (Thav − T ) = 0
(2.5)
Heat balance for the jacket:
q h ρhC phThi − qh ρ hC phThout − UA(Thav − T ) = 0
(2.6)
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 8 of 9
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
For the average jacket temperature one can use the arithmetic mean
(T + T )
Thav = hi hout
2
(2.7)
Degrees of freedom: One can start the analysis of steady state with the determination of the
degrees of freedom of the heater.
Degrees of freedom = Number of variables – Number of independent equations
Variables: q, qh , ρ, ρh , Cp , Cph , T,Ti , Thi, Thav, Thout , U, A
Number of variables = 13
Number of equations: 3
Degrees of freedom = 13 –3 = 10
Variables assumed known = ρ ,ρh , Cp , Cph , U, A
This consumes 6 degrees of freedom
Final degrees of freedom = 10 – 6 = 4
Four variables need to be specified to completely describe the steady state of the heater.
While any set of 4 variables can be chosen, the most logical choice is Ti, Thi, q, qh .
Since q, Ti , Thi are the load variables, their values vary in an uncontrolled manner. For each
instance of the values of these variables, the specification of qh will completely specify the
system and one can calculate T from the set of equations described above for the heater.
By eliminating Thav and Tout using the equations 2.5 to 2.7 one can get an explicit
expression for T.
1 2UAqh ρhC ph
T = Ti + (Thi − T )
qρC p 2qh ρ hC ph + UA
(2.8)
Temperature Sensor-Transmitter: As the temperature varies from 0 to 1000 C, the output IT
varies from 4 mA to 20 mA.
The gain KT of the transmitter is given by
20 − 4
KT = = 0.16
100 − 0
The transmitter equation is
I T − I T 0 = KT (T − T0 )
(2.9)
Error signal, e = Iset - IT
Controller: Proportional controller, I – I0 = Kce (2.10)
I to P converter: As the controller output goes from 4 to 20 mA, the output p of the I to P
converter varies from 0.2 to 1 kg/cm2 . The gain of the I to P converter KI is
1 .0 − 0 .2
KI = = 0.05
20 − 4
The equation of the I to P converter is
p − p0 = K I ( p − p0 )
(2.11)
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 9 of 10
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
Control valve: The control valve is assumed to have linear characteristics. When the pressure
varies from 0.2 to 1 kg/cm2 , the flow rate qh varies from 0 to 30 kg/cm2 . The gain of the
valve, Kv
30 − 0
KV = = 37.5
1 − 0 .2
The control valve equation is
qh − qh0 = K v ( p − p0 )
(2.12)
2.4.1: STEADY STATE ANALYSIS OF THE CLOSED LOOP-RIGOROUS ANALYSIS.
To perform steady state analysis, we can start with nominal steady state conditions:
Thi0 = 1200 C; Ti0 = 300 C; T = 600 C; q=10 l/min; UA=15 kcal/(0 C.min); qh = l/min; Tset = 600
C; Kc= 1 mA/1mA
For a change in Ti , Thi and q from their nominal values to new value one can solve the
steady state model equations and get the new steady state value T. For illustrative purposes,
we will consider the cases of changes in values of Ti while the remaining two load variables
have their nominal values. Two other values of Ti are considered namely Ti1 = 350 C and Ti2 =
250 C. For this simplified case, one can use a graphical approach as described below.
The heater equations can be solved for T for variation of qh over its range 0 to 30 l/min for
three values of Ti namely Ti0 , Ti1 and Ti2 .
The steady state characteristics (static characteristics) of the heater are shown in Fig. 2.7 and
Table 2.1 presented in Excel worksheet
One can combine the gains of the temperature measurement and transmitter, controller, I to P
converter and the control valve to give the equation
q h − qh0 = Kc K I K v KT (Tset − T )
(2.13)
For Kc=1, this equation can be written as
T = Tset − (qh − qh0 ) / K c K I K v KT = 60 − ( qh − 15) / 0.3
(2.14)
This can also be plotted in Fig. 2.7.This is shown as blue line (Series 4 plot). Steady state
will occur at the point where the two characteristics intersect. When Ti = Ti0 = 300 C, the two
characteristics intersect at T = 600 C. The controlled variable T is at the set point, T set . When
Ti changes to Ti1 , the two characteristics intersect at the temperature T = 62.9. Since this
steady state temperature is away from the set point, there is an offset equal to 2.90 C.
Offset can be decreased by increasing Kc= 5. The new control characteristics are shown as
brown line (Series 5 plot). With a higher value of Kc (K c = 5), the steady state temperature
when Ti = Ti1 is 61.90 C. The offset is thus reduced to 1.90 C. It would thus appear that it is
possible to reduce the offset to any desirable level by proper choice of Kc. The choice of
higher values of Kc may not be possible because of the following reasons.
(i) The controller design will have an upper limit to the value of Kc.
(ii) The steady state analysis assumes that the system will attain steady state for any
value of Kc. Steady state analysis does not take into account, the dynamics of
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 10 of 11
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
various elements in the control loop. Because of the presence of dynamics, there is
a possibility of the closed loop system becoming unstable at a high value of Kc >
Kcmax.
This will be illustrated later in section 2.5
Because of these problems, it is not possible to depend on high values of Kc to restrict the
magnitude of offset.
Note : It is not necessary to extend the steady state analysis for a PI controller or a PID
controller. The control characteristics of a controller with integral action will be the
horizontal line corresponding to T = Tset . Thus the point of intersection of this characteristics
with the heater characteristics will always be at T = Tset for all values of Ti.
Since derivative action has no role to play in the steady state characteristics of a controller, it
is not necessary to extend this analysis for controllers with derivative action.
2.4.2: ANALYTICAL APPROACH TO STEADY STATE ANALYSIS
Graphical analysis outlined in the previous section becomes complicated when one has to
consider variations in more than one load variable. The equation solving approach becomes
complicated because of the nonlinearity of the heater characteristics defined in equation 2.8.
It is possible to employ an approximate analysis which can permit analytical solution to the
steady state analysis.
This approach is outlined below:
Assume that the process is initially at steady state with the following nominal conditions:
Ti = 30o C; Thi = 120 o C ; T = 60 o C ; q = 20l / min; qh = 15l / min
It is necessary to find the effect of changes in Ti, Thi, q and qh on T. To facilitate this analysis
one can apply deviation variables as shown below
Ti = Ti0 + ∆Ti ; Thi = Thi0 + ∆Thi ; T = T0 + ∆T ; q = q0 + ∆q; qh = qh 0 + ∆qh
(2.15)
The heat balance of the heater at the nominal conditions is given by
2 qh0 ρh C phUA
q 0 ρ C p T 0 − q0 ρ C p T i 0 = (Thi0 − T0 )
2q h0 ρ h C ph + UA
Qout0 − Q i0 = Q ht 0
(2.16)
Where Qi0 = Sensible heat input, Qi at the nominal conditions
Qout0= Sensible heat output, Qout at the nominal conditions.
Qht0 = heat transfer term, Qht
With perturbations in TI, Thi, q and qh , one can write the heat balance equations as
Qi 0 + ∆Qi − Qout0 − ∆Qout = Qht0 + ∆Qht
(2.17)
To evaluate the deviation terms one can assume a simplification.
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 11 of 12
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
For example Qi is a function of q and Ti. To get the deviation of Qi from its base value, one
can apply Taylor series expansion of Qi as shown below:
∂Qi ∂Q i ∂ 2Q i ∂ 2Q i ∂ 2Q i
∆Qi = ∆( qρCpTi ) = ∆q + ∆ Ti + ( ∆ q ) 2
+ ( ∆ T 2
) + 2 ( ∆T )( ∆q) + ........ i
∂q ∂Ti ∂q 2 ∂Ti 2 ∂Ti ∂q
i
(2.18)
For small signals the higher order terms can be neglected so that equation 2.18 can be
approximated as
∂Qi ∂Q
∆Qi ≈ ∆( qρCpTi ) = ∆q + i ∆Ti = ρC pTi 0∆q + q0 ρC p ∆Ti
∂q ∂Ti
(2.19)
In the above equation the partial derivatives are evaluated at the nominal condition. Hence
equation 2.19 can be expressed as
∆Qi = 30∆q + 20∆Ti
(2.20)
In a similar manner ∆Qout can be approximated as
∂Qout ∂Qout
∆Qout = ∆q + ∆T = ρCT0 ∆q + q0 ρC p ∆T = 60∆q + 20∆T
∂q ∂T
(2.21)
The increment in the heat transfer term can be taken as
∂Qht ∂Qht ∂Qht
∆Qht = ∆qh + ∆Thi + ∆T
∂qh ∂Thi ∂T
∂Qht 2 ρ hC ph (UA) 2 600
= (Thi0 − T0 ) = ;
∂q h 2 qh ρh C ph + UA 45
∂Qht 2qh ρ hC phUA 450
= = = 10;
∂Thi 2 qh ρh C ph + UA 45
∂Qht 2 qh ρ h C phUA 450
=− = = −10;
∂T 2qh ρ hC ph + UA 45
∆
Substituting the above values in equation for ∆Qhi we get
600
∆Q ht = ∆q h + 10∆Thi − 10∆T
45
(2.22)
Substituting these values in the incremental heat balance
600
60∆q + 20∆T − 30 ∆q − 20∆Ti = ∆qh + 10 ∆Thi − 10∆T
45
(2.23)
Rearranging the above equation
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 12 of 13
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
600
30∆T = −30∆q + 20∆Ti + ∆qh + 10 ∆Thi
45
(2.24)
From the above equation
2 20 1
∆T = −∆q + ∆Ti + ∆qh + ∆Thi
3 45 3
(2.25)
This can be written as
∆T = Ki ∆Ti + K q ∆q + K p ∆qh + K h ∆Thi
(2.26)
One can now develop a block diagram incorporating the steady state gains of each element in
the control loop.
∆Thi
∆q Kq
Kh
∆Ti Ki
+ + +
∆p ∆qh
∆Tse e ∆I ∆T
KT Kc KI Kv Kp
t +
+
-
∆IT
KT
Fig 2.8: BLOCK DIAGRAM OF THE HEATER CONTROL LOOP WITH STEADY
STATE GAINS
It is possible to write now the effect of a change in the values of load variables on ∆T.
Ki∆Ti + K q∆q + K h∆Thi KT K c K I Kv K p
∆T = + ∆Tset
1 + K c K I K v K p KT 1 + Kc Kv K I K p KT
(2.27)
The first term on RHS of the above equation indicates the ability of the closed loop control
system to reject disturbances in the form of load variable changes. This is called as the
regulatory control operation (∆Tset = 0) .The second term on the RHS corresponds to the
ability of the closed loop to respond to change in the set point. This is called as the servo
operation.
The numerator terms associated with the regulator operation corresponds to the effect of each
of the load variable on ∆T in the absence of control. The denominator term corresponds to the
effect of control action on both disturbance rejection and set point following.
For the case treated in section , ∆TI = 5 0 C while ∆q , ∆Thi and ∆Tset = 0. For Kc=1, the
steady state value of ∆T is
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 13 of 14
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
2
∆T = 3 5 = 2.94
20
1 + 1* 0.05 * 37.5 * * 0.16
45
(2.28)
When Kc is increased to 5, ∆T for the same change in TI gets reduced to
2
∆T = 3 5 = 1.99
20
1 + 5 * 0.05 * 37.5 * * 0.16
45
(2.29)
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 14 of 15
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
Table 2.1: Static charactersitics of the heater control problem
Series 1: Ti2 = 250 C; Series 2: Ti0 = 300 C; Series 3:T 1 = 350 C: Series 4: Control Equation for
Kc= 1; Series 5: Control Equation for Kc = 5
numhtr denhtr qh 25 30 35 kc=1 kc=5
0 1 0 25 30 35 110 70
0.157895 1.157895 2 37.95455 42.27273 46.59091 103.3333 68.66667
0.26087 1.26087 4 44.65517 48.62069 52.58621 96.66667 67.33333
0.333333 1.333333 6 48.75 52.5 56.25 90 66
0.387097 1.387097 8 51.51163 55.11628 58.72093 83.33333 64.66667
0.428571 1.428571 10 53.5 57 60.5 76.66667 63.33333
0.461538 1.461538 12 55 58.42105 61.84211 70 62
0.488372 1.488372 14 56.17188 59.53125 62.89063 63.33333 60.66667
0.5 1.5 15 56.66667 60 63.33333 60 60
0.510638 1.510638 16 57.11268 60.42254 63.73239 56.66667 59.33333
0.529412 1.529412 18 57.88462 61.15385 64.42308 50 58
0.545455 1.545455 20 58.52941 61.76471 65 43.33333 56.66667
0.559322 1.559322 22 59.07609 62.28261 65.48913 36.66667 55.33333
0.571429 1.571429 24 59.54545 62.72727 65.90909 30 54
0.58209 1.58209 26 59.95283 63.11321 66.27358 23.33333 52.66667
0.591549 1.591549 28 60.30973 63.45133 66.59292 16.66667 51.33333
0.6 1.6 30 60.625 63.75 66.875 10 50
Fig. 2.7: Static characteristics of heater
70
Temperature T
Series1
60
Series2
50 Series3
Series4
40
Series5
30
0 10 20 30 40
qh, l/min
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 15 of 16
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
2.5: IMPORTANCE OF DYNAMICS IN FEEDBACK CONTROL
As stated earlier, study of steady state performance alone will not guarantee the applicability
of a feedback control scheme for solution of a control problem. It is necessary to take into
account the dynamic behaviour of the closed loop in the presence of disturbances. Elements
in the closed loop interact with each other continuously as the signals pass from one element
to the next. This interactions can cause the signals passing through the loop to either subside
so that a steady state is finally reached or the signals start getting amplified leading to larger
and larger values as time progresses. This leads to an unstable condition, a situation not at all
desirable. It is only through consideration of the dynamics that one can find out the dynamic
behavior of the closed loop.
To illustrate this point, dynamic behaviour of individual elements in the closed loop is
incorporated and the resultant dynamic model equations of the closed loop are solved. Excel
worksheet is provided to study the dynamic behaviour of the closed loop. The controller
tuning parameters are given in the following cells.
Cell (5,2)= Kc, Proportional Sensitivity
Cell (6,2)= TI, Integral time.
Cell (7,2)= Change in set point
Cell (8,2) = Change in disturbance
The output variables in the worksheet are:
Integral action output = y1
Output of the control valve = y2
Output of the process heater = y3
Output of the measuring system = y4
You can see that for the settings Kc > 20.2 and TI= 1 min, the system will be unstable for a
sudden change in the set point or disturbance. You will see that as the control is tightened
with either increasing value of Kc or decreasing value of TI, the closed loop response will
become more oscillatory and will become unstable eventually. An unstable system or a
system that is too oscillatory is not acceptable. Thus it becomes imperative to undertake a
systematic study of the dynamic behaviour of the closed loop.
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 16 of 17
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
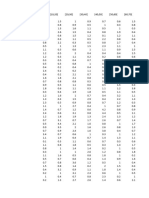
Table 2.2: Closed Loop Dynamic response
no of var 4 x y1 y2 y3 y4
0
20 0.2 3.813538 12.96757 0.30578 0.095294
100 0.4 6.382807 19.70152 1.006661 0.640141
kc 20.2 0.6 6.319071 16.77723 1.716584 1.364318
ti 1 0.8 3.643742 5.892929 2.04776 1.887101
yset 1 1 -0.21395 -7.00195 1.819219 1.930758
dist 0 1.2 -3.18725 -14.9048 1.153768 1.474126
1.4 -3.68879 -13.5362 0.410785 0.765314
1.6 -1.4678 -3.64388 -0.00869 0.187876
1.8 2.256282 9.412576 0.120998 0.053508
Fig. 2.9: Dynanmic response of closed
2 5.455388 18.56909 0.728271 0.433746
2.2 6.390632 18.88116 1.483487 1.121715
30 2.4 4.55199 10.19508 1.977593 1.744483
2.6 0.931907 -2.77632 1.943471 1.965025
20
y1,y2,y3,y4
2.8 -2.51408 -13.0101 1.400171 1.664439
10 3 -3.92672 -14.9752 0.642143 1.005907
3.2 -2.54863 -7.62147 0.079545 0.345985
0
3.4 0.86764 5.05951 0.016219 0.041448
0 5 10 3.6154.468929 2016.20111 25
0.485524 0.25633
-10
3.8 6.305341 19.78007 1.232713 0.873498
-20 4 5.384929 13.87282 1.853165 1.558448
time4.2 2.20861 1.689349 2.011453 1.940558
4.4 -1.50316 -10.1709 1.622652 1.813593
4.6 -3.74286 -15.2939 0.897868 1.246981
2.6: STRUCTURE OF FEEDFORWARD CONTROL
Feedback control structure has the disadvantage that after the onset of disturbance, the control
action can only be initiated after the controlled variable has started varying and not
immediately after the disturbance has set in. Feedforward is based on alternate philosophy
that requires monitoring of disturbances. Assume that TI and q are the load variables. Thus
for a complete implementation of feedforward control action, load variables TI and q are
monitored. For perfect steady state compensation of the effect of changes in load variables on
the controlled variable, steady state model of the heater is assumed to be known accurately.
The steady state model equation of the heater can be solved to calculate the value of qh which
is required to maintain T at Tset in the presence of variation in TI and q. The value of qh is
obtained as
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 17 of 18
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
1 1
qh =
2 ρ hC ph Thi − Tset 1
−
qρC p (Thi − Tset ) UA
(2.30)
In modern computer controlled system it is possible to perform such computations in real
time to provide the required value of qh to bring the process to steady state at the desired
value of T = Tset .
Thus with the availability of perfect model for the heater and the measurements of the load
variables, a perfect steady state compensation is possible. The feedforward control structure
is shown in Figure 2.10
TI q
Feedforward control law
PROCESS
pf Control qh HEATER
Valve
Figure 2.10: FEEDFORWARD STRUCTURE
There are however three problems associated with this requirement.
(a) A perfect model is seldom available so that uncertainty in the model parameters (like
density, specific heat etc) will result in an error in the feedforward control law. Hence
the steady state value of T will not be at the set point Tset .
(b) Additional measurements are required to implement feedforward control. This calls
for additional investment.
(c) In the structure, there is no explicit measurement of the controlled variable. This is
disadvantageous since the key variable of interest is not measured and could deviate
from the set point without this inaccuracy in control being noticed.
(d) The control law does not consider the dynamics and hence after a disturbance the
corrective action may not be correctly synchronised with the disturbance effect on the
output. This dynamic mismatch will lead to control inaccuracies in the steady part of
the response.
There are some simplifications made to utilise some of the positive aspects of feedforward
control philosophy.
(a) Apply feedforward to tackle the effect of fast disturbances for which feedback control
may be wanting. In the present case q is the fast disturbance while Ti variations are
much slower. Thus only q is measured while Ti is unmeasured. Thus feedforward
control law is calculated using the measured value of q and a nominal value of Ti
namely Ti.
(b) Simplify the feedforward control law calculation using a linearised model instead of
the rigorous model.
For the heater a linearised model relating T, q and qh will be of the form
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 18 of 19
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
∆T = K q∆q + K p ∆qh
(2.31)
For ∆T to be zero in the presence of changes in ∆q,
Kq
∆qh = −
Kp
(2.32)
∆qh required is calculated from the above equation as
If the valve gain is Kv , then the feedforward signal to the control valve will be
(2.33)
Kq
∆p f = −
KpKq
(c) Add feedback control to account for uncertainty in the model resulting in inexact
feedforward control so that accuracy in control is maintained (Fig. 2.11).
Feedforward control provides fast but approximate corrective action while the feedback
controller will provide the slower but surer correction to bring the controlled variable to the
set point.
(d) For incorporating the effect of dynamics in the feedforward control law, it will be
necessary to study the dynamics of the process and the control valve.
T q
I
Feedforward
control law
pf
pb + PROCESS
Iset Control T
Controll IP HEATER
+ er Valve
+
-
IT
Measuring System &
Transmitter
FIGURE 2.11: FEEDFORWARD FEEDBACK STRUCTURE
2.6: SUMMARY
• In the feedback structure there is a continuous feedback of information about the process
behaviour enabling the controller to take appropriate corrective action
• The controller forms an important component of the control loop. The most widely used
form of the controller is the PID controller. Proportional controller alone introduces an
offset when there is a change in the load variable and the set point. Integral action
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 19 of 20
INTRODUCTION TO THE PROCESS CONTROL PROBLEM
eliminates offset but is slower than Proportional action. Derivative action acts earlier than
either Proportional or Integral action after the onset of a disturbance but cannot exist on
its own.
• Steady state can determine the steady state the closed loop will attain after the onset of a
disturbance. However it does not address the problem of instability of the closed loop
under intense control action. Nor does it provide a clue as to how the manner the
controlled varies with time after the process is disturbed. Dynamic analysis of the closed
loop will be necessary to answer these problems.
• Feedforward control provides faster corrective action than feedback control especially
fast disturbances but requires exact process knowledge for perfect control. Approximate
versions of feedforward can be configured to give fast corrective action. Long-term
accuracy of control can be ensured by adding feedback to feedforward control.
Consideration of dynamics is again important for design of feedforward controllers.
This will be addressed in a later chapter.
Copyright © 2000 by KPM, IITB, UG Course: CL-461 Page 20 of 21
Vous aimerez peut-être aussi
- Grading SystemDocument20 pagesGrading SystemLyndon de Castro0% (1)
- NfEconometria1A PractDocument32 pagesNfEconometria1A PractfidelPas encore d'évaluation
- Data Curah Hujan (CH) Dan Hujan Harian (HH) Tahun 2007-2012 Kota LombokDocument4 pagesData Curah Hujan (CH) Dan Hujan Harian (HH) Tahun 2007-2012 Kota LombokMizuho KusanagiPas encore d'évaluation
- 0° 5° K KP V: ProgramsDocument1 page0° 5° K KP V: ProgramsFernando FantePas encore d'évaluation
- Khách hàng Số tiền chi Đăng ký thành viênDocument6 pagesKhách hàng Số tiền chi Đăng ký thành viênAnh NguyenPas encore d'évaluation
- No Number of Items 1 2 3 4 5 6 7 3 2 2 5 5 4 1 7 6 2 X XDocument6 pagesNo Number of Items 1 2 3 4 5 6 7 3 2 2 5 5 4 1 7 6 2 X XRiadatul JannahPas encore d'évaluation
- Problem 1: Assignment 4: Runway Obstacles and Wind Rose AnalysisDocument6 pagesProblem 1: Assignment 4: Runway Obstacles and Wind Rose Analysisananabutaleb40Pas encore d'évaluation
- 12.4.table1 Bolt Tightening TorqueDocument1 page12.4.table1 Bolt Tightening TorquevictoraghiPas encore d'évaluation
- 5.4-Table1 Bolt Tightening TorqueDocument1 page5.4-Table1 Bolt Tightening TorqueMehedi HasanPas encore d'évaluation
- 4.2.table1 Bolt Tightening TorqueDocument1 page4.2.table1 Bolt Tightening TorqueAhmed Hamdy WorkPas encore d'évaluation
- Step 1: Data Step 2: Data Calculated: Profondeur QC (Mpa)Document18 pagesStep 1: Data Step 2: Data Calculated: Profondeur QC (Mpa)HammoutiPas encore d'évaluation
- Department of Economics Semester I 2012-2013 ECON 2006 Tutorial Sheet #2 Question 1. (NB. Solution To This Question Must Be Handed in To Your Tutor)Document3 pagesDepartment of Economics Semester I 2012-2013 ECON 2006 Tutorial Sheet #2 Question 1. (NB. Solution To This Question Must Be Handed in To Your Tutor)RisaPas encore d'évaluation
- Absolute References Versus Relative ReferencesDocument3 pagesAbsolute References Versus Relative ReferencesgudasanPas encore d'évaluation
- Week7 PDFDocument27 pagesWeek7 PDFosmanfıratPas encore d'évaluation
- AMS Amphetamine, GC-MS Method 1, - Compound 4 Detected: M/Z 148 Ion ChromatogramDocument3 pagesAMS Amphetamine, GC-MS Method 1, - Compound 4 Detected: M/Z 148 Ion ChromatogramSascha KoenenPas encore d'évaluation
- Willy RosaceDocument17 pagesWilly Rosaceokone1994Pas encore d'évaluation
- MUETREODocument44 pagesMUETREOnoerPas encore d'évaluation
- Sri Adichunchanagiri Hospital & Research Centre, B.G. Nagara - 571 448Document4 pagesSri Adichunchanagiri Hospital & Research Centre, B.G. Nagara - 571 448sansau123Pas encore d'évaluation
- Panilha Notas-Matrícula TCDocument2 pagesPanilha Notas-Matrícula TCDudapereira FerreiraPas encore d'évaluation
- Curah HujanDocument24 pagesCurah HujanBobPas encore d'évaluation
- Data Curah Hujan - PurbalinggaDocument22 pagesData Curah Hujan - PurbalinggaHendy WijayaPas encore d'évaluation
- Contoh Data Regresi DummyDocument10 pagesContoh Data Regresi DummyBayu SaputraPas encore d'évaluation
- Group Assignment PBA - LatestDocument8 pagesGroup Assignment PBA - Latests221220786Pas encore d'évaluation
- As ProjectDocument19 pagesAs ProjectMuhammad Ahmad KamalPas encore d'évaluation
- Coeficientul de CorelatieDocument15 pagesCoeficientul de CorelatieCosmin Care EstePas encore d'évaluation
- Productpage 3098Document2 pagesProductpage 3098rahmat hidayatPas encore d'évaluation
- Astm A6Document1 pageAstm A6Thuan - PBT - Pebsteel Vung Tau - Customer ServicesPas encore d'évaluation
- N 48 R 6 K 7.000 6.585 H 0.8571 1.0: Gráfico 1. NotasDocument3 pagesN 48 R 6 K 7.000 6.585 H 0.8571 1.0: Gráfico 1. NotasIsabela BatistaPas encore d'évaluation
- Biometria AlevinesDocument2 pagesBiometria Alevinesraul porras barnecheaPas encore d'évaluation
- Data Hujan Efektif (Re)Document3 pagesData Hujan Efektif (Re)anggi dapaPas encore d'évaluation
- PR Mod 2 Week 3 and 4Document1 pagePR Mod 2 Week 3 and 4Carmilo CuelloPas encore d'évaluation
- TTT Headc Girls 2mon PDocument2 pagesTTT Headc Girls 2mon PJohannus Susanto WibisonoPas encore d'évaluation
- CH26Q03Document1 pageCH26Q03EdPas encore d'évaluation
- Universidad Nacional Mayor de San Marcos: Escuela AcademicaDocument7 pagesUniversidad Nacional Mayor de San Marcos: Escuela AcademicaEdwin RojasPas encore d'évaluation
- TP Routage de Véhicules: 1) DistancierDocument5 pagesTP Routage de Véhicules: 1) DistancierMouha SaadPas encore d'évaluation
- TrendsDocument22 pagesTrendsCorazon JavierPas encore d'évaluation
- HVAC DataDocument49 pagesHVAC DataআসিফহাসানখানPas encore d'évaluation
- Tabel Air Laut Tanjung PandanDocument1 pageTabel Air Laut Tanjung PandanDian FitrianindaPas encore d'évaluation
- Mobpls Raw DataDocument145 pagesMobpls Raw DataRoudell BautistaPas encore d'évaluation
- Central Philippine Adventist College Elementary SchoolDocument6 pagesCentral Philippine Adventist College Elementary SchoolEven VillarPas encore d'évaluation
- Global Institute of Technology: Attendance Report (Department of Electrical)Document5 pagesGlobal Institute of Technology: Attendance Report (Department of Electrical)ragvshahPas encore d'évaluation
- Item Analysis: Number of Test Items Correct Answer Wrong Answer TotalDocument2 pagesItem Analysis: Number of Test Items Correct Answer Wrong Answer TotalCriselle VeranoPas encore d'évaluation
- Anava HoytDocument8 pagesAnava HoytDiana Putri AriniPas encore d'évaluation
- Liebherr LTM1130 CW9.8tDocument57 pagesLiebherr LTM1130 CW9.8tguruhPas encore d'évaluation
- Lab 8Document16 pagesLab 8Moisés Marín LezamaPas encore d'évaluation
- Excel Kesuaian Resep Dengan Formularium Mei 2021Document14 pagesExcel Kesuaian Resep Dengan Formularium Mei 2021Auliya Ma'ruf AzisPas encore d'évaluation
- Chi CuadradoDocument3 pagesChi CuadradoNailetiPas encore d'évaluation
- HBATDocument6 pagesHBATJosé Leonardo de Oliveira RodriguesPas encore d'évaluation
- Notas II CorteDocument2 pagesNotas II CorteMaria Jose ContrerasPas encore d'évaluation
- Tensile TestDocument6 pagesTensile TestHadi Al-HajPas encore d'évaluation
- Libro 1Document2 pagesLibro 1Juan Camilo Romero CanoPas encore d'évaluation
- Data Curah Hujan Per 6 BulanDocument1 pageData Curah Hujan Per 6 BulanRakan GunawanPas encore d'évaluation
- Boltup PDFDocument1 pageBoltup PDFLeon PeterPas encore d'évaluation
- Al ZumarDocument2 pagesAl Zumarmega watiPas encore d'évaluation
- V-I Characterictic: I-V and P-V Plots at Irradiance of 1000 W/m2Document9 pagesV-I Characterictic: I-V and P-V Plots at Irradiance of 1000 W/m2Habib SukmaPas encore d'évaluation
- Book 1Document14 pagesBook 1Wan AzriPas encore d'évaluation
- HATCODocument22 pagesHATCONikhil KaushikPas encore d'évaluation
- SondirDocument22 pagesSondirBintang Panjaitan100% (1)
- Government Publications: Key PapersD'EverandGovernment Publications: Key PapersBernard M. FryPas encore d'évaluation