Vous aimerez peut-être aussi
- NBR 12274 - Inspeã Ã o de Cilindros de Aã oDocument23 pagesNBR 12274 - Inspeã Ã o de Cilindros de Aã oEverson Maia100% (1)
- Estrutura e Identificação de ProdutosDocument2 pagesEstrutura e Identificação de ProdutosgarbazzaPas encore d'évaluation
- Gerenciamento de modificações de engenhariaDocument9 pagesGerenciamento de modificações de engenhariagarbazzaPas encore d'évaluation
- Acidente de carro: o que fazer após o impactoDocument6 pagesAcidente de carro: o que fazer após o impactogarbazzaPas encore d'évaluation
- BOM Importância e GestãoDocument6 pagesBOM Importância e GestãogarbazzaPas encore d'évaluation
- Gestão de equipamentos em laboratórios clínicos TPMDocument44 pagesGestão de equipamentos em laboratórios clínicos TPMgarbazzaPas encore d'évaluation
- Manual Técnico - Petrobras PDFDocument144 pagesManual Técnico - Petrobras PDFCristiano Sousa Sampaio0% (1)
- Choque - Causas, sinais e tratamento do estado de choqueDocument25 pagesChoque - Causas, sinais e tratamento do estado de choquegarbazzaPas encore d'évaluation
- TRABALHO DE RESISTENCIA II Rev2Document6 pagesTRABALHO DE RESISTENCIA II Rev2garbazzaPas encore d'évaluation
- CAM e Programação CNDocument5 pagesCAM e Programação CNgarbazzaPas encore d'évaluation
- CAD e modelagem 3DDocument6 pagesCAD e modelagem 3DgarbazzaPas encore d'évaluation
- DOE (Design of Experiments) Introdução: Elemaq Elementos de MáquinasDocument3 pagesDOE (Design of Experiments) Introdução: Elemaq Elementos de MáquinasgarbazzaPas encore d'évaluation
- DFMA conceitos projeto montagemDocument5 pagesDFMA conceitos projeto montagemgarbazzaPas encore d'évaluation
- Rqs-197-17 Smaw 3g InoxDocument1 pageRqs-197-17 Smaw 3g InoxgarbazzaPas encore d'évaluation
- Rqs-197-17 Smaw 3g InoxDocument1 pageRqs-197-17 Smaw 3g InoxgarbazzaPas encore d'évaluation
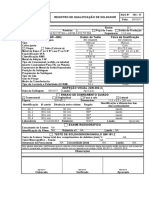
- Registro de Qualificação de Soldagem (RQPSDocument3 pagesRegistro de Qualificação de Soldagem (RQPSgarbazzaPas encore d'évaluation
- Rqs-194-17 Smaw 2g InoxDocument1 pageRqs-194-17 Smaw 2g InoxgarbazzaPas encore d'évaluation
- Rqs-197-17 Smaw 3g InoxDocument1 pageRqs-197-17 Smaw 3g InoxgarbazzaPas encore d'évaluation
- Relatório de Ensaios #1006.320.17A: Informações Declaradas Pelo Cliente Sobre A Amostra AnalisadaDocument2 pagesRelatório de Ensaios #1006.320.17A: Informações Declaradas Pelo Cliente Sobre A Amostra AnalisadagarbazzaPas encore d'évaluation
- Memória de Cálculo para Vaso VerticalDocument53 pagesMemória de Cálculo para Vaso VerticalgarbazzaPas encore d'évaluation
- Prontuário do vaso de pressão industrial com detalhes técnicosDocument1 pageProntuário do vaso de pressão industrial com detalhes técnicosgarbazza0% (1)
- Gaxetas e Raspadores VHPDocument19 pagesGaxetas e Raspadores VHPClaiton Macedo100% (1)
- Planilha de Precificação - 1Document10 pagesPlanilha de Precificação - 1garbazzaPas encore d'évaluation
- Raspadores - Com - Carcaca (Medidas)Document2 pagesRaspadores - Com - Carcaca (Medidas)garbazzaPas encore d'évaluation
- Manutenoindustrial 140520120534 Phpapp01 PDFDocument164 pagesManutenoindustrial 140520120534 Phpapp01 PDFRonaldo BebéPas encore d'évaluation
- Databook: Equipamentos Industriais LtdaDocument103 pagesDatabook: Equipamentos Industriais LtdagarbazzaPas encore d'évaluation
- Lista Basculante 2017 Online PDFDocument10 pagesLista Basculante 2017 Online PDFGlaiton GuedesPas encore d'évaluation
- Lista - Linha AgrícolaDocument77 pagesLista - Linha AgrícolagarbazzaPas encore d'évaluation
- ABNT NBR 7821 NB 89 - Tanques Soldados para Armazenamento de Petroleo e DerivadosDocument118 pagesABNT NBR 7821 NB 89 - Tanques Soldados para Armazenamento de Petroleo e DerivadosAnderson VagnerPas encore d'évaluation
- Boate AzulDocument73 pagesBoate AzulRaphael Marques DinizPas encore d'évaluation
- Moçambique: País da África OrientalDocument9 pagesMoçambique: País da África OrientalDominique Benjamim de MándiPas encore d'évaluation
- Avaliação Objetiva (A1) Revisão Da Tentativa - Desafios ContempDocument7 pagesAvaliação Objetiva (A1) Revisão Da Tentativa - Desafios Contempmaria100% (1)
- Polímeros: Conceitos BásicosDocument31 pagesPolímeros: Conceitos BásicosFelipe PostigoPas encore d'évaluation
- A construção do significado em textosDocument14 pagesA construção do significado em textosLuna Aps MartinsPas encore d'évaluation
- Dimensionamento Proteção Rede Primaria PDFDocument63 pagesDimensionamento Proteção Rede Primaria PDFAdriano VianaPas encore d'évaluation
- Assédio Moral - TREINAMENTO SST Nicolas MeloDocument22 pagesAssédio Moral - TREINAMENTO SST Nicolas Melojose vivandoPas encore d'évaluation
- Catalogo SocialDocument250 pagesCatalogo SocialThiago Campos HortaPas encore d'évaluation
- Fala, Memória - Vladimir NabokovDocument278 pagesFala, Memória - Vladimir NabokovSilvio AgendaPas encore d'évaluation
- Utilização Do MultimetroDocument4 pagesUtilização Do MultimetroMateus Vieira de AlmeidaPas encore d'évaluation
- Gestão Ambiental e Energias RenováveisDocument77 pagesGestão Ambiental e Energias RenováveisHugo CarvalhoPas encore d'évaluation
- Dissídio Retroativo - Cálculos INSS, FGTS e geração da SEFIPDocument7 pagesDissídio Retroativo - Cálculos INSS, FGTS e geração da SEFIPLeopoldoLealPas encore d'évaluation
- 7º Ano MatDocument2 pages7º Ano MatCamila FacundoPas encore d'évaluation
- Apostila Completa Oracle 9iDocument183 pagesApostila Completa Oracle 9iDanilo SouzaPas encore d'évaluation
- Análise e interpretação de gráficosDocument12 pagesAnálise e interpretação de gráficosGustavo BarreirosPas encore d'évaluation
- Complexo B - Tratamento de DorDocument5 pagesComplexo B - Tratamento de DorWagner Goncalves100% (1)
- GURPS 4e Pericias Por GrupoDocument12 pagesGURPS 4e Pericias Por GrupoMarcus Vinicius PrendesPas encore d'évaluation
- Impactos socioculturais do turismoDocument19 pagesImpactos socioculturais do turismobeto100% (1)
- Lab5 Teste Gramatica 13Document1 pageLab5 Teste Gramatica 13VitorPas encore d'évaluation
- Exercícios para melhorar o som do trompetistaDocument6 pagesExercícios para melhorar o som do trompetistaNemesioFilhoPas encore d'évaluation
- Cinesioterapia - Aula 01pptDocument18 pagesCinesioterapia - Aula 01pptPriscila Scott Gomes100% (1)
- Ética PastoralDocument3 pagesÉtica PastoralGladson2010Pas encore d'évaluation
- Matemática ComputacionalDocument177 pagesMatemática ComputacionalJoão Rocha LabregoPas encore d'évaluation
- NR 35 - ResumoDocument13 pagesNR 35 - ResumoCarol AlvesPas encore d'évaluation
- Coluna de Perfuracao FormulasDocument133 pagesColuna de Perfuracao FormulasStefano CorrêaPas encore d'évaluation
- CLG535R: Características técnicas de hardware e softwareDocument6 pagesCLG535R: Características técnicas de hardware e softwareHudsonPas encore d'évaluation
- Prova de Língua Portuguesa sobre interpretação textual e uso da vírgulaDocument2 pagesProva de Língua Portuguesa sobre interpretação textual e uso da vírgulaAlessandra PiresPas encore d'évaluation
- APECA - Exemplo RFAIDocument277 pagesAPECA - Exemplo RFAIOsvaldo DiasPas encore d'évaluation
- Memórias dos avós na sala de aulaDocument18 pagesMemórias dos avós na sala de aulaValdirene SousaPas encore d'évaluation
- Eltek Instalação V1Document71 pagesEltek Instalação V1Anderson Sfredo100% (1)