Vous aimerez peut-être aussi
- BTRA Norms BookDocument1 pageBTRA Norms BookRajendra GautamPas encore d'évaluation
- An Introduction To Steam-Atmosphere DryingDocument5 pagesAn Introduction To Steam-Atmosphere DryinglaurosaitoPas encore d'évaluation
- Basics of Steam System DesignDocument5 pagesBasics of Steam System Designarun89000100% (1)
- Brochure Auxiliaries1Document6 pagesBrochure Auxiliaries1Rezoanul HaquePas encore d'évaluation
- Dr. Yasir Nawab CVDocument6 pagesDr. Yasir Nawab CVYasir NawabPas encore d'évaluation
- Handouts Simapro: Life Cycle Assessment Software: Case 1: Plastic Water BottleDocument2 pagesHandouts Simapro: Life Cycle Assessment Software: Case 1: Plastic Water BottleJames WilliamPas encore d'évaluation
- Flash Tank Heat Recovery Boiler BookDocument6 pagesFlash Tank Heat Recovery Boiler Bookfauzi endraPas encore d'évaluation
- NIKHILDocument58 pagesNIKHILNikhil ShaiwalePas encore d'évaluation
- GSK Pakistan Annual Report 2021Document44 pagesGSK Pakistan Annual Report 2021SaadPas encore d'évaluation
- 17 SitraDocument26 pages17 SitraRohit GuptaPas encore d'évaluation
- Separator Eliminate Difference in CompositionDocument11 pagesSeparator Eliminate Difference in CompositionWin Da ProPas encore d'évaluation
- Textile DryingDocument12 pagesTextile DryingSanchit Garg0% (1)
- Ayesha DesignDocument36 pagesAyesha DesignAbu BakarPas encore d'évaluation
- Current Trends in Solid Waste ManagementDocument88 pagesCurrent Trends in Solid Waste Managementjcay21768Pas encore d'évaluation
- WB Water Update PDFDocument117 pagesWB Water Update PDFSalvador PenichePas encore d'évaluation
- Energy Saving in Flour MillingDocument4 pagesEnergy Saving in Flour MillingMilling and Grain magazine100% (1)
- Steam Utilization in Textile IndustryDocument7 pagesSteam Utilization in Textile IndustryMuddaser80% (5)
- Technologies of Water Treatement FFDocument24 pagesTechnologies of Water Treatement FFkamalj2107Pas encore d'évaluation
- Pad Steam FinalDocument62 pagesPad Steam FinalOsama FaridPas encore d'évaluation
- Pakistan PresentationDocument17 pagesPakistan PresentationYaseen Khan100% (1)
- Lonsperse Rubine Np-2gf 200% - Zhejiang Longsheng Group Co., LTD - ChemcheckDocument2 pagesLonsperse Rubine Np-2gf 200% - Zhejiang Longsheng Group Co., LTD - ChemcheckGhazanfar GulPas encore d'évaluation
- MCB Plant Flash Steam RecoveryDocument1 pageMCB Plant Flash Steam RecoveryWade ColemanPas encore d'évaluation
- Scope of Energy Saving in Textile IndustryDocument28 pagesScope of Energy Saving in Textile IndustryJ.N.Vohra33% (3)
- Energy - Efficiency en Data PDFDocument15 pagesEnergy - Efficiency en Data PDFscribd99190Pas encore d'évaluation
- PSD 16DJ - 11 82Document32 pagesPSD 16DJ - 11 82Muhammad azeemPas encore d'évaluation
- Best Available Techniques in Textile ClothingDocument53 pagesBest Available Techniques in Textile ClothingKingson_786Pas encore d'évaluation
- Steam Utilization in Textile InduastryDocument4 pagesSteam Utilization in Textile InduastryJonathan Fernandez0% (1)
- 3 - Sewing Machine Exercises - PaperDocument18 pages3 - Sewing Machine Exercises - PaperfekaduPas encore d'évaluation
- Energy Conservation in TextileDocument5 pagesEnergy Conservation in TextilekaydeeyouPas encore d'évaluation
- Introduction To Evaporation - Food1040 No PicturesDocument24 pagesIntroduction To Evaporation - Food1040 No PicturesFarah Talib Al-sudaniPas encore d'évaluation
- List of IndustriesDocument65 pagesList of IndustriesRafiUllahPas encore d'évaluation
- Innovation and Technological Advancement in SpinningDocument9 pagesInnovation and Technological Advancement in SpinningSeveshPas encore d'évaluation
- Humidification in Textile MillDocument5 pagesHumidification in Textile MillRaman Ray100% (1)
- FAO GIZ GuidelinesDocument140 pagesFAO GIZ GuidelinesMatheus CardimPas encore d'évaluation
- Resource Efficiency For Textile IndustryDocument19 pagesResource Efficiency For Textile IndustrysulemaanPas encore d'évaluation
- Equivalencias ResinasAF RESIN BR 0108Document12 pagesEquivalencias ResinasAF RESIN BR 0108Marco VillanuevaPas encore d'évaluation
- Technical Textile 1st LectureDocument13 pagesTechnical Textile 1st LectureZeshan AbdullahPas encore d'évaluation
- Chemical RaipurDocument27 pagesChemical RaipurTirthankar BasuPas encore d'évaluation
- A Review On Energy Management in Textile IndustryDocument5 pagesA Review On Energy Management in Textile IndustryPongphong PhornngamPas encore d'évaluation
- Energy ConsumptionDocument8 pagesEnergy ConsumptionRonak Joshi100% (1)
- JBC Common Boiler FormulasDocument12 pagesJBC Common Boiler Formulasnesrine10Pas encore d'évaluation
- Training Material - WasteDocument102 pagesTraining Material - WasteAnkurPas encore d'évaluation
- Steam Efficiency Guide For Energy ManagersDocument38 pagesSteam Efficiency Guide For Energy ManagersUm TiagoPas encore d'évaluation
- Nishat Secondary DateDocument28 pagesNishat Secondary DateMuhammad Ali SheikhPas encore d'évaluation
- A Review of Gas-Gas Heat Recovery SystemsDocument39 pagesA Review of Gas-Gas Heat Recovery SystemspinenamuPas encore d'évaluation
- Datalogic - Sensors & Safety Product GuideDocument8 pagesDatalogic - Sensors & Safety Product GuideazzszoPas encore d'évaluation
- Satveer Project ReportDocument102 pagesSatveer Project ReportAbhinav AshishPas encore d'évaluation
- DirectoryDocument104 pagesDirectoryardha_adhikrisnaPas encore d'évaluation
- Kinetics of The Catalytic Oxidation of Phthalic AnhydrideDocument214 pagesKinetics of The Catalytic Oxidation of Phthalic Anhydrideannisa plPas encore d'évaluation
- An Insight Review On Textile Effluent Treatment Using NanoparticlesDocument33 pagesAn Insight Review On Textile Effluent Treatment Using NanoparticlesRajalakshmiPas encore d'évaluation
- Mezzera DenimDocument8 pagesMezzera DenimUgur SahinPas encore d'évaluation
- Excel Based Steam FormulasDocument9 pagesExcel Based Steam FormulasVenkateswara Rao DoodalaPas encore d'évaluation
- SITRA Energy AuditDocument14 pagesSITRA Energy Auditkshahulhameed0% (1)
- Energy Efficient MotorsDocument44 pagesEnergy Efficient MotorsRama raoPas encore d'évaluation
- Solar Energy Application in TextilesDocument4 pagesSolar Energy Application in TextilesShruti KshirsagarPas encore d'évaluation
- BEng DesignThesisfinal PDFDocument245 pagesBEng DesignThesisfinal PDFpridePas encore d'évaluation
- National Textile University: Assignment # 3Document7 pagesNational Textile University: Assignment # 3MuddaserPas encore d'évaluation
- Fired Heater Presentation - Final97 2003Document40 pagesFired Heater Presentation - Final97 2003Altif Abood100% (2)
- Waste Heat Recovery MethodsDocument11 pagesWaste Heat Recovery MethodsChem.Engg100% (2)
- Simulation of A Visbreaking UnitDocument5 pagesSimulation of A Visbreaking UnitPablo PaganiPas encore d'évaluation
- Evo Transmission InformationDocument13 pagesEvo Transmission InformationReynaldo Juanito Ludo LafortezaPas encore d'évaluation
- Control Awd Gr00007300-27cDocument98 pagesControl Awd Gr00007300-27cEdu Hdez100% (1)
- Joyce CatalogDocument174 pagesJoyce CatalogPajserchinaPas encore d'évaluation
- 2015 Ducati Monster 795 16Document155 pages2015 Ducati Monster 795 16Superleggera upmapPas encore d'évaluation
- Solutions: Please Direct Any Questions To The Forum On The Openedx Courseware PageDocument3 pagesSolutions: Please Direct Any Questions To The Forum On The Openedx Courseware PageMazen A. TaherPas encore d'évaluation
- Brosur SPX FlowDocument8 pagesBrosur SPX FlowAltino Mangiwa100% (1)
- MD Lecture 3 4 PDFDocument35 pagesMD Lecture 3 4 PDFDeekshaomarPas encore d'évaluation
- TorsionDocument14 pagesTorsionProninaPas encore d'évaluation
- Cross Flow Part 1Document5 pagesCross Flow Part 1mohmmad othmanPas encore d'évaluation
- JCB JS145W+JS160WTechnical DataDocument36 pagesJCB JS145W+JS160WTechnical DataMoataz SamiPas encore d'évaluation
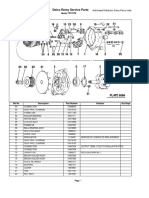
- Delco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaDocument2 pagesDelco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaWilson AcostaPas encore d'évaluation
- Part 2 Pressure Vessel DesignDocument281 pagesPart 2 Pressure Vessel DesignSyedZainAli100% (1)
- 528N - Electrically Non-Conductive Hose: Performance Exceeds SAE 100 R8 / ISO 3949 Type R8 / DIN EN 855 Type R8Document1 page528N - Electrically Non-Conductive Hose: Performance Exceeds SAE 100 R8 / ISO 3949 Type R8 / DIN EN 855 Type R8Jas SumPas encore d'évaluation
- Harga Borong Fit Up and WeldingDocument4 pagesHarga Borong Fit Up and Weldingsetya100% (3)
- Building Storage and Piping SystemDocument30 pagesBuilding Storage and Piping SystemarjunPas encore d'évaluation
- Boosted Master Cylinder: Service InstructionsDocument4 pagesBoosted Master Cylinder: Service InstructionsesesPas encore d'évaluation
- Design CalculationDocument13 pagesDesign CalculationSunil KumarPas encore d'évaluation
- Wind Turbine Design Standards-DNV PDFDocument28 pagesWind Turbine Design Standards-DNV PDFarafard100% (1)
- Dumper Caterpillar 772Document32 pagesDumper Caterpillar 772Foromaquinas100% (2)
- Homework 17.Document2 pagesHomework 17.Chris HeffnerPas encore d'évaluation
- Condensation in Switchgear and Anti-Condensation HeatersDocument3 pagesCondensation in Switchgear and Anti-Condensation HeaterswaniasimPas encore d'évaluation
- Energetic and Exergetic Analysis of A Multi-Stage Turbine, Coal-Fired 173 MW Power PlantDocument18 pagesEnergetic and Exergetic Analysis of A Multi-Stage Turbine, Coal-Fired 173 MW Power PlantDr-Aditya ChauhanPas encore d'évaluation
- Upthrust and Archimedes Principle Moments and Equilibrium PDFDocument11 pagesUpthrust and Archimedes Principle Moments and Equilibrium PDFAlisa DowningPas encore d'évaluation
- Design of Piping Systems - MW KelloggDocument402 pagesDesign of Piping Systems - MW KelloggSridhar Mahalingam100% (30)
- KWL Chart 1 ScienceDocument1 pageKWL Chart 1 ScienceJohn Russell MalasmasPas encore d'évaluation
- Problems With FEM Solution: Heat TransferDocument34 pagesProblems With FEM Solution: Heat Transfermailsk123Pas encore d'évaluation
- Ito MatsuiDocument11 pagesIto MatsuiDoinea MihailPas encore d'évaluation
- Gears PresentationDocument33 pagesGears PresentationNaveen YadavPas encore d'évaluation
- Astm A139Document6 pagesAstm A139banglvhPas encore d'évaluation
- 029-Din en 1983 2006 Industrial Valves - Steel Ball ValvesDocument20 pages029-Din en 1983 2006 Industrial Valves - Steel Ball ValvesQuality MSIPL100% (5)