Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Sample Non-Compete and Non-Solicitation AgreementDocument3 pagesSample Non-Compete and Non-Solicitation AgreementVaruni_GunawardanaPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Mock Question of Service Rules Objective QuestionDocument2 pagesMock Question of Service Rules Objective QuestionRavi100% (1)
- Appriasal Letter Format-OriginalDocument1 pageAppriasal Letter Format-Originalvenustaffing100% (1)
- BA301 Ch03 QuizDocument8 pagesBA301 Ch03 QuizwaysPas encore d'évaluation
- Dessler 13Document14 pagesDessler 13Victoria EyelashesPas encore d'évaluation
- Beyond The Last Blue MountainDocument16 pagesBeyond The Last Blue MountainSurbhi Jain0% (1)
- My Final Mba HR Payroll ProjectDocument68 pagesMy Final Mba HR Payroll ProjectKunal KumarPas encore d'évaluation
- Pre-Thesis FinalDocument57 pagesPre-Thesis FinalJay Brendan AustriaPas encore d'évaluation
- 5S QuestionsDocument11 pages5S Questionssathyabalaraman100% (1)
- Quality of Work LifeDocument99 pagesQuality of Work Lifefelix777sPas encore d'évaluation
- 57 Family Issues Work Life BalanceDocument8 pages57 Family Issues Work Life BalanceGanga KuthadiPas encore d'évaluation
- Amos Gitonga 0790547715 ScammerDocument7 pagesAmos Gitonga 0790547715 ScammertyaPas encore d'évaluation
- Finance InductionDocument19 pagesFinance InductionmenonpratishPas encore d'évaluation
- Murthykanuru (3,0)Document2 pagesMurthykanuru (3,0)Hemanth KumarPas encore d'évaluation
- Attitudes and Their ComponentsDocument20 pagesAttitudes and Their ComponentsberitahrPas encore d'évaluation
- Interwood CaseDocument9 pagesInterwood CaseRai Xeeshan HussainPas encore d'évaluation
- Chapter 1 BST Imp NotesDocument3 pagesChapter 1 BST Imp NotesAjaysharmaPas encore d'évaluation
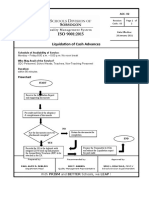
- ACC 02 PROCESS MANUAL Liquidation of Cash AdvancesDocument2 pagesACC 02 PROCESS MANUAL Liquidation of Cash AdvancesMaricrisPas encore d'évaluation
- Case Study MtotDocument15 pagesCase Study MtotDotecho Jzo EyPas encore d'évaluation
- Module 1 Nature and Scope of HRMDocument19 pagesModule 1 Nature and Scope of HRM7_raghu100% (2)
- Priyanka WantuDocument6 pagesPriyanka WantuAshwani PrajapatiPas encore d'évaluation
- Prerna Final McomDocument36 pagesPrerna Final Mcomtreasurer rckhalsaPas encore d'évaluation
- State of Minnesota: Executive DepartmentDocument3 pagesState of Minnesota: Executive DepartmentDalton ChiongPas encore d'évaluation
- Industrial Disputes & ActDocument29 pagesIndustrial Disputes & Actsupriyanair100% (1)
- Staff Appraisal Form1Document9 pagesStaff Appraisal Form1የበረሃው ሎሚPas encore d'évaluation
- Director of Operations/district ManagerDocument3 pagesDirector of Operations/district Managerapi-79140796Pas encore d'évaluation
- Labour Welfare Measures and Programmes Towards Transport Corporation Limited in Tamil NaduDocument8 pagesLabour Welfare Measures and Programmes Towards Transport Corporation Limited in Tamil NaduPriyanka RPas encore d'évaluation
- MoMA 990 Form 2011Document60 pagesMoMA 990 Form 2011Shane FerroPas encore d'évaluation
- Batas Militar (1997) : A Dialectic Critique PaperDocument3 pagesBatas Militar (1997) : A Dialectic Critique PaperJana LatimosaPas encore d'évaluation
- Chapter 9 - Orientation The Acculturation ProcessDocument9 pagesChapter 9 - Orientation The Acculturation ProcessPark Min YeonPas encore d'évaluation