Vous aimerez peut-être aussi
- Sterling Gun Drill CatalogDocument18 pagesSterling Gun Drill Catalogjkruise100% (1)
- The 223 Remington CartridgeDocument12 pagesThe 223 Remington Cartridgeblowmeasshole1911Pas encore d'évaluation
- Rechambering ShotgunsDocument6 pagesRechambering ShotgunsZardoz1090Pas encore d'évaluation
- TP 9 Technical SpecsDocument21 pagesTP 9 Technical SpecsJohn Brimlow100% (1)
- Fluted and Annular Grooved Barrel Chambers in FirearmsDocument11 pagesFluted and Annular Grooved Barrel Chambers in Firearmssnizz100% (6)
- KMR QRF MCMR: Bravo Company MFG®Document3 pagesKMR QRF MCMR: Bravo Company MFG®Matt KienertPas encore d'évaluation
- Heckler and Koch MP5 - SMG - GermanyDocument2 pagesHeckler and Koch MP5 - SMG - GermanyRichard HarigPas encore d'évaluation
- Gas OperatedDocument5 pagesGas OperatedZararian Ali0% (1)
- Mauser 98K - Model 48 Rifle ManualDocument20 pagesMauser 98K - Model 48 Rifle ManualMeor Amri96% (28)
- Practical Guide to the Operational Use of the HK69A1 Grenade LauncherD'EverandPractical Guide to the Operational Use of the HK69A1 Grenade LauncherPas encore d'évaluation
- 208 Office/Tech:: Pistol IndexDocument26 pages208 Office/Tech:: Pistol IndexStan BrittsanPas encore d'évaluation
- Io Inc January 2016 News Press ReleaseDocument4 pagesIo Inc January 2016 News Press Releaseapi-242710584Pas encore d'évaluation
- HK 416C/D & M27 & KAC LMG MarkingsDocument1 pageHK 416C/D & M27 & KAC LMG MarkingsspirasioPas encore d'évaluation
- US660725 Hamilton Rifling MachineDocument3 pagesUS660725 Hamilton Rifling MachineDavid Corbett100% (2)
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRD'EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRPas encore d'évaluation
- Sterling mk4 SMG PDFDocument24 pagesSterling mk4 SMG PDFDejan BuckicPas encore d'évaluation
- M1941 Johnson Machine Gun - From WikipediaDocument5 pagesM1941 Johnson Machine Gun - From Wikipediablowmeasshole1911Pas encore d'évaluation
- Patented June 1, 1901. No. 675,999.: L. HellfritzschDocument4 pagesPatented June 1, 1901. No. 675,999.: L. HellfritzschСлэйтер Строительная компанияPas encore d'évaluation
- Us1517483 PDFDocument10 pagesUs1517483 PDFJin SongPas encore d'évaluation
- Revolver English PDFDocument1 pageRevolver English PDFmasinacrastura100% (2)
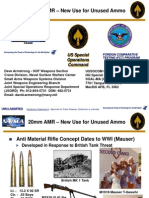
- 20mm AMR - New Use For Unused AmmoDocument48 pages20mm AMR - New Use For Unused Ammosergey62100% (2)
- Navigation Search: Jump ToDocument9 pagesNavigation Search: Jump ToMăry CrețaPas encore d'évaluation
- Bolt Action 2Document10 pagesBolt Action 2spartywrxPas encore d'évaluation
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsD'EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsÉvaluation : 5 sur 5 étoiles5/5 (3)
- Fire Control Pocket With A DRODocument7 pagesFire Control Pocket With A DROterrencebelles100% (1)
- United States Patent 1111 3,595,128Document9 pagesUnited States Patent 1111 3,595,128rte678Pas encore d'évaluation
- Small Arms Review Article On Barrett (NOV 2006)Document5 pagesSmall Arms Review Article On Barrett (NOV 2006)Erich EshelmanPas encore d'évaluation
- Ruger Mark IDocument7 pagesRuger Mark IAdam OrionPas encore d'évaluation
- US Patent 4677897Document8 pagesUS Patent 4677897Mosin-NagantPas encore d'évaluation
- Unlted States Patent (10) Patent N0.2 US 7,421,937 B1Document24 pagesUnlted States Patent (10) Patent N0.2 US 7,421,937 B1Jin SongPas encore d'évaluation
- 67168966-G3-Armorers-Manual Part 1Document15 pages67168966-G3-Armorers-Manual Part 1Wilmer Howard BenderPas encore d'évaluation
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationD'EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationPas encore d'évaluation
- The Ballistic Pressure Wave Theory of Handgun Bullet IncapacitationDocument8 pagesThe Ballistic Pressure Wave Theory of Handgun Bullet IncapacitationMago Invisivel100% (2)
- Wildcat Cartridges: Reloaders Handbook of Wildcat Cartridge DesignD'EverandWildcat Cartridges: Reloaders Handbook of Wildcat Cartridge DesignPas encore d'évaluation
- Remington 700 Adjustment Guide: Safety PlungerDocument2 pagesRemington 700 Adjustment Guide: Safety PlungerRod PhillipsPas encore d'évaluation
- 锤执行器的枪支 PDFDocument7 pages锤执行器的枪支 PDFJin SongPas encore d'évaluation
- Ak 47 AKM Technical Manual DETAILEDDocument23 pagesAk 47 AKM Technical Manual DETAILEDDennis Klineman100% (4)
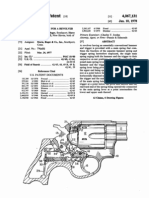
- Firing Mechanism For A RevolverDocument9 pagesFiring Mechanism For A RevolverjonybravominiPas encore d'évaluation
- m14 DisassemblyDocument52 pagesm14 Disassemblydeolexrex100% (12)
- Barrel Fitting by Harold HoffmanDocument114 pagesBarrel Fitting by Harold HoffmanNorm100% (7)
- Heckler and Koch MP7: The Replacement ForDocument4 pagesHeckler and Koch MP7: The Replacement Foryan indra prasthaPas encore d'évaluation
- Practical Guide to the Operational Use of the PPS-43 Submachine GunD'EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunPas encore d'évaluation
- Daewoo AR110CDocument20 pagesDaewoo AR110CJustin100% (1)
- The AK Short Throw TriggerDocument6 pagesThe AK Short Throw TriggerAdam Hemsley100% (1)
- ListDocument40 pagesListCarlos Ramos100% (1)
- Chapter 15 FirearmsDocument52 pagesChapter 15 FirearmsEngelbert MontePas encore d'évaluation
- M1911 A1 ReduxDocument59 pagesM1911 A1 Reduxaudrea100% (1)
- Bolt Action 9Document10 pagesBolt Action 9spartywrx100% (1)
- CZ 805bren A1Document19 pagesCZ 805bren A1deckahmPas encore d'évaluation
- Mauser Model 45 ENGLISH PDFDocument19 pagesMauser Model 45 ENGLISH PDFIM_JohnnyV100% (1)
- Vibration Control in Bolt Action Rifles (Part 2)Document9 pagesVibration Control in Bolt Action Rifles (Part 2)blowmeasshole1911Pas encore d'évaluation
- Us4522105 PDFDocument10 pagesUs4522105 PDFJin SongPas encore d'évaluation
- Franco-German 11mm Rifle0001Document1 pageFranco-German 11mm Rifle0001Ben Drusoy100% (1)
- 2006 Bushmaster CatalogDocument84 pages2006 Bushmaster Catalogstjohn45Pas encore d'évaluation
- Handgun Safety Reference Owner'S Manual: International, IncDocument34 pagesHandgun Safety Reference Owner'S Manual: International, IncpreceptiveinquirerPas encore d'évaluation
- Practical Guide to the Operational Use of the AK47/AKM and AK74 RifleD'EverandPractical Guide to the Operational Use of the AK47/AKM and AK74 RifleÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Churchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameroneD'EverandChurchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameronePas encore d'évaluation
- JCIPDocument5 pagesJCIPdinesh.nayak.bbsrPas encore d'évaluation
- Process Description of Function For Every Unit OperationDocument3 pagesProcess Description of Function For Every Unit OperationMauliduni M. AuniPas encore d'évaluation
- Bathinda - Wikipedia, The Free EncyclopediaDocument4 pagesBathinda - Wikipedia, The Free EncyclopediaBhuwan GargPas encore d'évaluation
- Mindray PM 9000 User ID10240 PDFDocument378 pagesMindray PM 9000 User ID10240 PDFJuan FernandoPas encore d'évaluation
- ProspDocument146 pagesProspRajdeep BharatiPas encore d'évaluation
- Medabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink ForumsDocument5 pagesMedabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink Forumsdegraded 4resterPas encore d'évaluation
- Energy-Roles-In-Ecosystems-Notes-7 12bDocument10 pagesEnergy-Roles-In-Ecosystems-Notes-7 12bapi-218158367Pas encore d'évaluation
- Parts Manual: Generator SetDocument118 pagesParts Manual: Generator SetAhmed Kamal100% (2)
- Windows Intrusion Detection ChecklistDocument10 pagesWindows Intrusion Detection ChecklistJosé Tomás García CáceresPas encore d'évaluation
- Interbond 2340UPC: Universal Pipe CoatingDocument4 pagesInterbond 2340UPC: Universal Pipe Coatingnoto.sugiartoPas encore d'évaluation
- Assignment-For-Final of-Supply-Chain - Management of Courses PSC 545 & 565 PDFDocument18 pagesAssignment-For-Final of-Supply-Chain - Management of Courses PSC 545 & 565 PDFRAKIB HOWLADERPas encore d'évaluation
- 2.1 DRH Literary Translation-An IntroductionDocument21 pages2.1 DRH Literary Translation-An IntroductionHassane DarirPas encore d'évaluation
- VLT 6000 HVAC Introduction To HVAC: MG.60.C7.02 - VLT Is A Registered Danfoss TrademarkDocument27 pagesVLT 6000 HVAC Introduction To HVAC: MG.60.C7.02 - VLT Is A Registered Danfoss TrademarkSamir SabicPas encore d'évaluation
- Zigbee Technology:19-3-2010: Seminor Title DateDocument21 pagesZigbee Technology:19-3-2010: Seminor Title Dateitdep_gpcet7225Pas encore d'évaluation
- Auto Turn-Off For Water Pump With Four Different Time SlotsDocument3 pagesAuto Turn-Off For Water Pump With Four Different Time SlotsKethavath Sakrunaik K100% (1)
- Sample Interview Questions For Planning EngineersDocument16 pagesSample Interview Questions For Planning EngineersPooja PawarPas encore d'évaluation
- Chapter 24 - The Solar SystemDocument36 pagesChapter 24 - The Solar SystemHeather Blackwell100% (1)
- Beer Pilkhani DistilleryDocument44 pagesBeer Pilkhani DistillerySunil Vicky VohraPas encore d'évaluation
- Compact 1.8" Height Standardized Installation 9 Months To Flight Powerful and LightweightDocument2 pagesCompact 1.8" Height Standardized Installation 9 Months To Flight Powerful and LightweightStanley Ochieng' OumaPas encore d'évaluation
- Route Clearence TeamDocument41 pagesRoute Clearence Teamctenar2Pas encore d'évaluation
- SRS Document Battle Royale Origins - V2Document36 pagesSRS Document Battle Royale Origins - V2Talha SajjadPas encore d'évaluation
- Catalogue of Archaeological Finds FromDocument67 pagesCatalogue of Archaeological Finds FromAdrinaPas encore d'évaluation
- Remedy MidTier Guide 7-5Document170 pagesRemedy MidTier Guide 7-5martin_wiedmeyerPas encore d'évaluation
- Introduction To Designing An Active Directory InfrastructureDocument18 pagesIntroduction To Designing An Active Directory InfrastructurepablodoePas encore d'évaluation
- Tourbier Renewal NoticeDocument5 pagesTourbier Renewal NoticeCristina Marie DongalloPas encore d'évaluation
- Barista Skills Foundation Curriculum enDocument4 pagesBarista Skills Foundation Curriculum enCezara CarteșPas encore d'évaluation
- List of HTML TagsDocument5 pagesList of HTML TagsdorinadidPas encore d'évaluation
- Helipal Tbs Powercube ManualDocument29 pagesHelipal Tbs Powercube Manualoualid zouggarPas encore d'évaluation
- Em FlexicokingDocument8 pagesEm FlexicokingHenry Saenz0% (1)
- Allegro Delivery Shipping Company Employment Application FormDocument3 pagesAllegro Delivery Shipping Company Employment Application FormshiveshPas encore d'évaluation