Vous aimerez peut-être aussi
- Corte y mecanizado de tuberías. FMEC0108D'EverandCorte y mecanizado de tuberías. FMEC0108Évaluation : 5 sur 5 étoiles5/5 (3)
- Manual 5S PDFDocument56 pagesManual 5S PDFcarmat123456789100% (3)
- Deshidratacion Del PlatanoDocument28 pagesDeshidratacion Del PlatanoEdwin Roger Aranibar100% (4)
- Programa Especifico para La Realizacion de Actividades de Soldadura y CorteDocument12 pagesPrograma Especifico para La Realizacion de Actividades de Soldadura y CorteMaGj100% (3)
- Check List Auditoria SGCDocument4 pagesCheck List Auditoria SGCMaximiliano Ezequiel LopezPas encore d'évaluation
- Manual de instalaciones domiciliarias de ga: Basado en normativa argentinaD'EverandManual de instalaciones domiciliarias de ga: Basado en normativa argentinaÉvaluation : 4 sur 5 étoiles4/5 (1)
- Cap NOM-027-STPS-2008 CORTE Y SOLDADURA PDFDocument32 pagesCap NOM-027-STPS-2008 CORTE Y SOLDADURA PDFYaminithaKomplikadaBartoloHernandezPas encore d'évaluation
- SIG-PdR-COPE-STD-009 Estándar de Trabajos en Caliente Rev01Document4 pagesSIG-PdR-COPE-STD-009 Estándar de Trabajos en Caliente Rev01DENNIS OMAR VALDEZ AVALOSPas encore d'évaluation
- Guia de Buenas Practicas para la Produccion de Pollos a la Brasa.Lic. José Antonio Peñafiel Vásquez. Especialidad de Industria Alimentaria. Facultad Agropecuaria y Nutrición. UNE Enrique Guzman y Valle La Cantuta.pdfDocument34 pagesGuia de Buenas Practicas para la Produccion de Pollos a la Brasa.Lic. José Antonio Peñafiel Vásquez. Especialidad de Industria Alimentaria. Facultad Agropecuaria y Nutrición. UNE Enrique Guzman y Valle La Cantuta.pdfJosé Antonio Peñafiel VásquezPas encore d'évaluation
- Taller Grupal Semana 1Document5 pagesTaller Grupal Semana 1Carla MedraniPas encore d'évaluation
- Spanish PPL PDFDocument482 pagesSpanish PPL PDFChristian Punk100% (4)
- Sesion 1 Compras y AlmacenDocument17 pagesSesion 1 Compras y AlmacenGeorge AxePas encore d'évaluation
- Riesgos y Factores de Riesgo Asociados A Los Trabajos de Soldadura Oxiacetilénica y OxicorteDocument8 pagesRiesgos y Factores de Riesgo Asociados A Los Trabajos de Soldadura Oxiacetilénica y Oxicorteholanod32Pas encore d'évaluation
- Plan de TransportesDocument29 pagesPlan de TransportesZaphan ZaphanPas encore d'évaluation
- Recipientes Sujetos 4 HrsDocument46 pagesRecipientes Sujetos 4 HrsHector Alfredo Martha Minora100% (1)
- ManejoSeguroGasesMedicinalesDocument23 pagesManejoSeguroGasesMedicinalesJulio Cesar Cortes Vallejo100% (1)
- Informe de Soldadura Seguridad en La SoldaduraDocument6 pagesInforme de Soldadura Seguridad en La SoldaduraAlfredo Pelaez100% (1)
- Plan de Contingencias Grovsa SacDocument85 pagesPlan de Contingencias Grovsa SacZaphan ZaphanPas encore d'évaluation
- Normas de Seguridad Equipo OxiacetilenicoDocument15 pagesNormas de Seguridad Equipo Oxiacetilenicocriscol226Pas encore d'évaluation
- NTP 495Document11 pagesNTP 495uzznPas encore d'évaluation
- BPM SupermercadoDocument58 pagesBPM Supermercadoferavila60Pas encore d'évaluation
- Reglas de seguridad para soldadura oxiacetilénica y oxicorteDocument14 pagesReglas de seguridad para soldadura oxiacetilénica y oxicortecridavar100% (1)
- Almacenamiento de Gases ComprimidosDocument8 pagesAlmacenamiento de Gases ComprimidosCarlos Rivera100% (1)
- Presupuesto PolideportivoDocument7 pagesPresupuesto PolideportivoAlex MautinoPas encore d'évaluation
- Protocolo Seguridad Taller SoldaduraDocument9 pagesProtocolo Seguridad Taller SoldaduraBeatriz Mamani LaymePas encore d'évaluation
- Procedimiento de Soldadura y OxicorteDocument12 pagesProcedimiento de Soldadura y OxicorteVictorManuelAriasRamirez100% (1)
- Manejo Seguro GasesDocument30 pagesManejo Seguro GasesAlfredo Valdez100% (1)
- Instructivo SoldaduraDocument3 pagesInstructivo SoldaduraHenry Baldárrago SanzPas encore d'évaluation
- Fabricación de tapones aglomerados. MAMA0109D'EverandFabricación de tapones aglomerados. MAMA0109Pas encore d'évaluation
- Soldadura oxiacetilénica: equipo, proceso y seguridadDocument5 pagesSoldadura oxiacetilénica: equipo, proceso y seguridadhatunapu100% (1)
- Soldadura Oxiacetilénica y OxicorteDocument9 pagesSoldadura Oxiacetilénica y OxicorteWalther MolinaPas encore d'évaluation
- Co-Pr-08. Oxicorte y Soldadura AutogenaDocument10 pagesCo-Pr-08. Oxicorte y Soldadura Autogenajuan carlosPas encore d'évaluation
- OxicorteDocument5 pagesOxicorteAndrés SánchezPas encore d'évaluation
- NTP 495Document11 pagesNTP 495Karina Zambrano ArteagaPas encore d'évaluation
- Normas seguridad soldadura oxiacetilénicaDocument13 pagesNormas seguridad soldadura oxiacetilénicaingsepulveda30Pas encore d'évaluation
- OxiacetilDocument15 pagesOxiacetilCindy Carolina CiroPas encore d'évaluation
- Normas de seguridad soldadura oxiacetilénicaDocument15 pagesNormas de seguridad soldadura oxiacetilénicajjoaquinPas encore d'évaluation
- Oxicorte Normas de SeguridadDocument5 pagesOxicorte Normas de SeguridadJavier_Iglesia_5413Pas encore d'évaluation
- Soldadora de SopleteDocument27 pagesSoldadora de SopleteRECEPCION PREVISERPas encore d'évaluation
- Soldadura Oxiacetilénica y OxicorteDocument16 pagesSoldadura Oxiacetilénica y OxicorteRicardo AcevedoPas encore d'évaluation
- PTS Trabajos Corte y SoldaduraDocument39 pagesPTS Trabajos Corte y Soldadurajorge fabian antillanca suazoPas encore d'évaluation
- Soldadura OxiacetilénicaDocument6 pagesSoldadura OxiacetilénicaJOEL ARMANDO CHOQUE HUANCAPas encore d'évaluation
- Normas de Seguridad SoldaduraDocument5 pagesNormas de Seguridad SoldaduraRaul Oviedo SalasPas encore d'évaluation
- Caso Práctico VDocument10 pagesCaso Práctico VMaría Jesús Plumed FreirePas encore d'évaluation
- Seguridad SoldaduraDocument16 pagesSeguridad SoldaduraxENRICXPas encore d'évaluation
- Speech Trabajos de Soldadura y CorteDocument7 pagesSpeech Trabajos de Soldadura y CortealonsoemmanuelPas encore d'évaluation
- Guía rápida NTP 495 soldadura oxiacetilénicaDocument3 pagesGuía rápida NTP 495 soldadura oxiacetilénicaGSO2007CMCPas encore d'évaluation
- Teoria Sobre SoldaduraDocument99 pagesTeoria Sobre SoldaduraMatrixDVR100% (1)
- Procedimiento para Trabajos en CalienteDocument6 pagesProcedimiento para Trabajos en CalienteSanta AnaPas encore d'évaluation
- SOLDADURADocument11 pagesSOLDADURACindy CaychoPas encore d'évaluation
- OXICORTEDocument29 pagesOXICORTEMatias RamundoPas encore d'évaluation
- Soldadura OxiacetilenaDocument4 pagesSoldadura OxiacetilenaFranklin LahéePas encore d'évaluation
- Condiciones de Seguridad en Corte y Soldadura y Soldadura Oxiacetilénica (Autógena)Document15 pagesCondiciones de Seguridad en Corte y Soldadura y Soldadura Oxiacetilénica (Autógena)Valeria RiveraPas encore d'évaluation
- Norma API 1104 TraducidaDocument8 pagesNorma API 1104 TraducidaDayana LizethPas encore d'évaluation
- Soldadura OxiacetilénicaDocument47 pagesSoldadura OxiacetilénicaMarcos BialiPas encore d'évaluation
- Riesgos para La Operacion de Soldadura OxiacetilenicaDocument10 pagesRiesgos para La Operacion de Soldadura OxiacetilenicaRamiro Andres Lopez LealPas encore d'évaluation
- Ductos para OxigenoDocument19 pagesDuctos para OxigenoJuan Carlos Cerrato CruzPas encore d'évaluation
- Soplete TrabajoDocument19 pagesSoplete TrabajoLuis Cristian Ahumada FuentesPas encore d'évaluation
- El Manoreductor de N2Document27 pagesEl Manoreductor de N2vmpp222Pas encore d'évaluation
- Cilindros de Gases Comprimidos Rev. 1Document5 pagesCilindros de Gases Comprimidos Rev. 1Pamela HauyonPas encore d'évaluation
- 7380a4121ea64d1ba7e97f9408b10673Document3 pages7380a4121ea64d1ba7e97f9408b10673Jose Angel Morillo BelloPas encore d'évaluation
- Recomendaciones de Seguridad. Equipo OxigasDocument3 pagesRecomendaciones de Seguridad. Equipo OxigasJorge Luis Rafaele CondePas encore d'évaluation
- Riesgos y Factores de RiesgoDocument7 pagesRiesgos y Factores de RiesgoCarola Nuñez VillcaPas encore d'évaluation
- Riesgos Con Equipos de Oxicorte y OxigasDocument5 pagesRiesgos Con Equipos de Oxicorte y OxigasHugo CuelloPas encore d'évaluation
- HSEQ-S&SO1-P-65 Corte y SoldaduraDocument4 pagesHSEQ-S&SO1-P-65 Corte y SoldaduraAlexandra Avalos negrilloPas encore d'évaluation
- Tipos de LlamasDocument16 pagesTipos de LlamasGualter RujanoPas encore d'évaluation
- Recomendaciones Trabajos Corte y Soldadura PDFDocument37 pagesRecomendaciones Trabajos Corte y Soldadura PDFJose Luis HernandezPas encore d'évaluation
- Equipos Oxiacetilenicos 03 - NormativaDocument23 pagesEquipos Oxiacetilenicos 03 - NormativaMajo AndrettwPas encore d'évaluation
- Seguridad en Las Tareas de Corte o Soldadura OxiacetilénicaDocument4 pagesSeguridad en Las Tareas de Corte o Soldadura OxiacetilénicaTemo CionasPas encore d'évaluation
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108D'EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Évaluation : 5 sur 5 étoiles5/5 (1)
- 2do Caso Practico Ex-Parcial Gestión Contable FinancieraDocument1 page2do Caso Practico Ex-Parcial Gestión Contable FinancieraZaphan ZaphanPas encore d'évaluation
- Relacion Costo-Volumen-UtilidadDocument13 pagesRelacion Costo-Volumen-UtilidadZaphan ZaphanPas encore d'évaluation
- Cálculos NéctarDocument2 pagesCálculos NéctarZaphan ZaphanPas encore d'évaluation
- Universidad Ricardo Palma: Maestria en Ingenieria IndustrialDocument15 pagesUniversidad Ricardo Palma: Maestria en Ingenieria IndustrialZaphan ZaphanPas encore d'évaluation
- Plan Nutricional - Abril 1Document4 pagesPlan Nutricional - Abril 1Zaphan ZaphanPas encore d'évaluation
- 1.sesion 1 - Etas PDFDocument42 pages1.sesion 1 - Etas PDFGESTION UNSAPas encore d'évaluation
- Análisis FinancieroDocument10 pagesAnálisis FinancieroZaphan ZaphanPas encore d'évaluation
- Auditorias de CalidadDocument36 pagesAuditorias de CalidadZaphan ZaphanPas encore d'évaluation
- Gao GafDocument18 pagesGao GafZaphan ZaphanPas encore d'évaluation
- Sesion 2Document18 pagesSesion 2RoterovPas encore d'évaluation
- Programas de HigieneCongeladoDocument43 pagesProgramas de HigieneCongeladoZaphan ZaphanPas encore d'évaluation
- Haccp e Iso 22000Document1 pageHaccp e Iso 22000Zaphan ZaphanPas encore d'évaluation
- Manual EnteroDocument205 pagesManual EnteroUbay Aguiar GonzálezPas encore d'évaluation
- Flujograma Cobertura y BañadosDocument5 pagesFlujograma Cobertura y BañadosZaphan ZaphanPas encore d'évaluation
- Ficha Tecnica Cacao Organico EnteroDocument1 pageFicha Tecnica Cacao Organico EnteroZaphan ZaphanPas encore d'évaluation
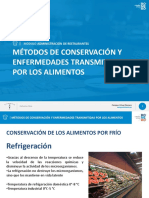
- Control de temperatura y almacenamiento de alimentosDocument15 pagesControl de temperatura y almacenamiento de alimentosZaphan ZaphanPas encore d'évaluation
- Objetivos de SSTDocument1 pageObjetivos de SSTZaphan ZaphanPas encore d'évaluation
- Plan higiene y saneamiento empresaDocument27 pagesPlan higiene y saneamiento empresaZaphan ZaphanPas encore d'évaluation
- Licores A Base de MelocotónDocument15 pagesLicores A Base de MelocotónZaphan ZaphanPas encore d'évaluation
- Orden de Fabricacion v.00Document4 pagesOrden de Fabricacion v.00Zaphan ZaphanPas encore d'évaluation
- Botiquin de EmergenciaDocument9 pagesBotiquin de EmergenciaFERNEL96Pas encore d'évaluation
- Metodología 5S para talleres de servicioDocument8 pagesMetodología 5S para talleres de servicioOrlando Ivan Lujerio HerreraPas encore d'évaluation
- FS Quakertek Coralia 2Document16 pagesFS Quakertek Coralia 2Martín BaezaPas encore d'évaluation
- Raquel TareaDocument7 pagesRaquel TareaAmaury SantosPas encore d'évaluation
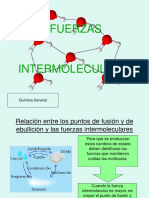
- Quimica Dif Presentacion Fuerzas IntermolecularesDocument15 pagesQuimica Dif Presentacion Fuerzas IntermolecularesTony LedesmaPas encore d'évaluation
- Nudos PDFDocument28 pagesNudos PDFRossi RiveraPas encore d'évaluation
- Para Tuberias La Edición 2007 de La Norma Ansi A13.1Document4 pagesPara Tuberias La Edición 2007 de La Norma Ansi A13.1Anonymous x6Wb305Pas encore d'évaluation
- Resume NDocument2 pagesResume NAlfredo AriasPas encore d'évaluation
- Presentacion CompresoresDocument35 pagesPresentacion CompresoresLizeth PérezPas encore d'évaluation
- Intercambiadores de Calor.Document7 pagesIntercambiadores de Calor.LauraPas encore d'évaluation
- Reacciones químicas balanceadasDocument2 pagesReacciones químicas balanceadasXavier Alexandro Ríos SalinasPas encore d'évaluation
- Trabajo Practico BioprocesosDocument18 pagesTrabajo Practico BioprocesosluisPas encore d'évaluation
- P7 Extraccion de Alcaloides IndolicosDocument9 pagesP7 Extraccion de Alcaloides IndolicosWen DuarzelPas encore d'évaluation
- Informe 17 - Visita A Terminal OyambaroDocument11 pagesInforme 17 - Visita A Terminal OyambaroDanny Robalino0% (1)
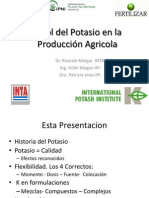
- Melgar Magen Imas Rol Potasio en Produccion AgricolaDocument72 pagesMelgar Magen Imas Rol Potasio en Produccion Agricolarodrigoagro1Pas encore d'évaluation
- PetroperúDocument15 pagesPetroperúErick Leddy García Cerrón100% (1)
- Ficha - Tecnica - Color - Concrete PDFDocument2 pagesFicha - Tecnica - Color - Concrete PDFJuan JaramilloPas encore d'évaluation
- Fabricación y características de la película radiográficaDocument6 pagesFabricación y características de la película radiográficaelizabethPas encore d'évaluation
- Lipidos y JabonesDocument3 pagesLipidos y JabonesDavid AriasPas encore d'évaluation
- Corrosión en Tubos de EscapeDocument16 pagesCorrosión en Tubos de EscapeAdriana NogueraPas encore d'évaluation
- 2020-06-16 CatalogoIntranet EAABDocument16 pages2020-06-16 CatalogoIntranet EAABProcesos de Calidad DJGPas encore d'évaluation
- GUÍA de Química General - 20230926 - 231412 - 0000Document2 pagesGUÍA de Química General - 20230926 - 231412 - 0000losdela13y12Pas encore d'évaluation
- Explosiv OsDocument23 pagesExplosiv OsLiZz LpPas encore d'évaluation
- Wilkinson, 2013, Triggers For FM of PC Ores in Magmatic Arcs ESPAÑOLDocument9 pagesWilkinson, 2013, Triggers For FM of PC Ores in Magmatic Arcs ESPAÑOLricardo ojedaPas encore d'évaluation
- Digestión y Absorción de Nucleoproteínas de La Dieta y Destino Metabólico de Los Ácidos NucleicosDocument13 pagesDigestión y Absorción de Nucleoproteínas de La Dieta y Destino Metabólico de Los Ácidos NucleicosClinton Luna0% (2)
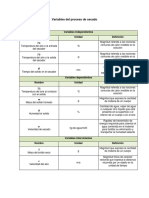
- Variables SecadoDocument1 pageVariables SecadoLaura Osorio Garcia100% (2)
- Ficha de Seguridad Del HFDocument8 pagesFicha de Seguridad Del HFOswaldo FigueraPas encore d'évaluation
- Catalogo Walco 2012 Final FinalDocument46 pagesCatalogo Walco 2012 Final FinalRicaurte W Ceron DPas encore d'évaluation
- Guía de prácticas de Micología para el reconocimiento macro y microscópico de hongosDocument20 pagesGuía de prácticas de Micología para el reconocimiento macro y microscópico de hongosjosefucitoPas encore d'évaluation