Vous aimerez peut-être aussi
- Material Maximum Stress (N/M 2) Maximum Displacement (MM) Maximum StrainDocument2 pagesMaterial Maximum Stress (N/M 2) Maximum Displacement (MM) Maximum Strainguiltia juraiPas encore d'évaluation
- BS 970 070 M46Document2 pagesBS 970 070 M46Dinesh GaikwadPas encore d'évaluation
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsD'EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsPas encore d'évaluation
- SC DrillsDocument2 pagesSC DrillsNeeraj VohraPas encore d'évaluation
- Certificado Brida Slip On de Acero A-105 B16.5 X 150 Lbs. FF 12pulgDocument1 pageCertificado Brida Slip On de Acero A-105 B16.5 X 150 Lbs. FF 12pulgWill MermaPas encore d'évaluation
- Arruelas MMDocument1 pageArruelas MMsergioPas encore d'évaluation
- Metric DIN 6885 SpecDocument4 pagesMetric DIN 6885 SpecDobrica PetrovicPas encore d'évaluation
- 20160323011855-41Cr4 - 41CrS4 PDFDocument1 page20160323011855-41Cr4 - 41CrS4 PDFMarius ZenoagaPas encore d'évaluation
- Din 5463Document4 pagesDin 5463Joel Sousa100% (1)
- Agitator Vessel Design CostingDocument20 pagesAgitator Vessel Design CostingneelPas encore d'évaluation
- Cu CR 1 ZRDocument38 pagesCu CR 1 ZRDaško MedenjaškoPas encore d'évaluation
- Diamond and CBN WheelsDocument22 pagesDiamond and CBN WheelsM. AguiarPas encore d'évaluation
- VHM Senker PDFDocument1 pageVHM Senker PDFEnrico BoffettiPas encore d'évaluation
- 11.8a Ghibson GB015Document2 pages11.8a Ghibson GB015Shah Rizal AbidPas encore d'évaluation
- Alloy CuCr1ZrDocument53 pagesAlloy CuCr1ZrPrashant PuriPas encore d'évaluation
- Alloy CuAg0,04 ofDocument13 pagesAlloy CuAg0,04 ofnetzaalvaradoPas encore d'évaluation
- Corrosion MonitorDocument79 pagesCorrosion Monitorantony nirmalaPas encore d'évaluation
- Standards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostDocument3 pagesStandards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostKhaled GamalPas encore d'évaluation
- 42crmo4 EnglishDocument3 pages42crmo4 Englisheduardomanar1224Pas encore d'évaluation
- Sae J 403-Aisi 1042 1045 - ForminDocument2 pagesSae J 403-Aisi 1042 1045 - ForminKenvi AlarconPas encore d'évaluation
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanPas encore d'évaluation
- 42 CR Mo 4Document3 pages42 CR Mo 4lucasPas encore d'évaluation
- About WELDA Anchor PlateDocument1 pageAbout WELDA Anchor PlateFircijevi KurajberiPas encore d'évaluation
- Cardan Shaft Catalog From STDocument6 pagesCardan Shaft Catalog From STAHMAD SAIFULLAH100% (1)
- Project Description: Factored Design Positive Moment (KN.M) Factored Design Negative Moment (KN.M)Document3 pagesProject Description: Factored Design Positive Moment (KN.M) Factored Design Negative Moment (KN.M)Mohammed FarhanPas encore d'évaluation
- FlangeDocument10 pagesFlangeNurul LailyahPas encore d'évaluation
- 4.5.material DescriptionDocument1 page4.5.material DescriptionAhmed Hamdy WorkPas encore d'évaluation
- Appendix 2-7.ep11482 - g-16Document17 pagesAppendix 2-7.ep11482 - g-16bsnegi111Pas encore d'évaluation
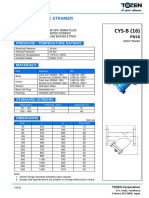
- Cys-B (16) (TM) (V1016)Document1 pageCys-B (16) (TM) (V1016)Azwan SunlinePas encore d'évaluation
- Designation System of Screws and BoltsDocument3 pagesDesignation System of Screws and BoltsGiri DharanPas encore d'évaluation
- ChemicalComposition FBDocument1 pageChemicalComposition FBSibasish SarkhelPas encore d'évaluation
- Catalogo de Ejes CromsteelDocument20 pagesCatalogo de Ejes CromsteelJhonFerneyBohorquezSaldarriagaPas encore d'évaluation
- Carbon Crmo Alloyed Stainless E309 E308 E309 E308 E308 E308 - E308LDocument2 pagesCarbon Crmo Alloyed Stainless E309 E308 E309 E308 E308 E308 - E308LInaamPas encore d'évaluation
- RuukiDocument20 pagesRuukiproje01Pas encore d'évaluation
- ECG-Calculation Sheets: Design of Concrete StructuresDocument5 pagesECG-Calculation Sheets: Design of Concrete StructuresBahaa Gaber100% (1)
- 630 (17-4) Precipitation Hardening Stainless Steel BarDocument4 pages630 (17-4) Precipitation Hardening Stainless Steel Barehudingram6535Pas encore d'évaluation
- Mechanical Pressure Switches Block Type: Special FeaturesDocument3 pagesMechanical Pressure Switches Block Type: Special FeaturesRolando Jara YoungPas encore d'évaluation
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningDocument4 pagesFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaPas encore d'évaluation
- Din 6799 - Freios CavaleirosDocument3 pagesDin 6799 - Freios CavaleirostimanelPas encore d'évaluation
- 05 - 14 Steel RepairsDocument1 page05 - 14 Steel Repairsmaxuya2001Pas encore d'évaluation
- 05 - 14 Steel RepairsDocument1 page05 - 14 Steel Repairsmaxuya2001Pas encore d'évaluation
- Crosscut Chisels: Inch Length Weight PUDocument2 pagesCrosscut Chisels: Inch Length Weight PURatheesh KumarPas encore d'évaluation
- MetalfaesDocument2 pagesMetalfaesviyfPas encore d'évaluation
- Ama 23ak - enDocument1 pageAma 23ak - enmohamed AdelPas encore d'évaluation
- UNIT-V-E Book - PPCEDocument62 pagesUNIT-V-E Book - PPCEVELMURUGAN MPas encore d'évaluation
- ST-06 Machine Room Bottom Plan Reinforcement Details of "MERCADO" Sec-80 GGNDocument46 pagesST-06 Machine Room Bottom Plan Reinforcement Details of "MERCADO" Sec-80 GGNRAKESH KUMARPas encore d'évaluation
- Bbs MNB SkewDocument17 pagesBbs MNB Skewajay kumar guptaPas encore d'évaluation
- Butt Weld Stainless Steel FittingsDocument16 pagesButt Weld Stainless Steel Fittingsbayu susiloPas encore d'évaluation
- L-9517-9154-08-B Data Sheet RESM enDocument12 pagesL-9517-9154-08-B Data Sheet RESM enAlex ZXPas encore d'évaluation
- CombineDocument3 pagesCombineJf OngPas encore d'évaluation
- Deaerating Dome NDR Feedwater Tank SWDocument4 pagesDeaerating Dome NDR Feedwater Tank SWAleksei SukhovPas encore d'évaluation
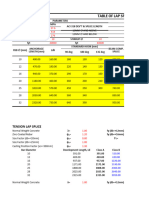
- Table of Lap SpliceDocument15 pagesTable of Lap SpliceFrenzel UniasPas encore d'évaluation
- BBS 4Document1 pageBBS 4srikanth varmaPas encore d'évaluation
- BBS 7Document1 pageBBS 7srikanth varmaPas encore d'évaluation
- BBS 4Document1 pageBBS 4srikanth varmaPas encore d'évaluation
- Profile Products Associates Exhibitions Enquiry Contact UsDocument1 pageProfile Products Associates Exhibitions Enquiry Contact UsENGR 414Pas encore d'évaluation
- Sgps Id01 CalcDocument48 pagesSgps Id01 Calcsaroat moongwattanaPas encore d'évaluation
- 1 5736Document2 pages1 5736solidwormPas encore d'évaluation
- Allweld Project LeafletDocument2 pagesAllweld Project LeafletJagdish MohapatraPas encore d'évaluation
- Allweld Product CatalogueDocument2 pagesAllweld Product CatalogueJagdish MohapatraPas encore d'évaluation
- Doc: MTD 8 (4660) : (Fifth RevisionDocument8 pagesDoc: MTD 8 (4660) : (Fifth RevisionAnonymous TjdHCuPas encore d'évaluation
- Accumalator Charging Block EPEDocument1 pageAccumalator Charging Block EPEJagdish MohapatraPas encore d'évaluation
- SKF GX40FDocument1 pageSKF GX40FJagdish MohapatraPas encore d'évaluation
- Standard WinchesDocument1 pageStandard WinchesJagdish MohapatraPas encore d'évaluation
- Astm A517 GR B: General Product DescriptionDocument2 pagesAstm A517 GR B: General Product Descriptionjuan vargas tarazonaPas encore d'évaluation
- Analysis of The Phase Transitions in BNT-BT Lead-Free Ceramics Around Morphotropic Phase Boundary by Mechanical and Dielectric SpectroscopiesDocument4 pagesAnalysis of The Phase Transitions in BNT-BT Lead-Free Ceramics Around Morphotropic Phase Boundary by Mechanical and Dielectric Spectroscopiesrahma rahmaPas encore d'évaluation
- 5.4 ESW and EGW Processes: AWS D1.1/D1.1M:2015 Clause 5. FabricationDocument1 page5.4 ESW and EGW Processes: AWS D1.1/D1.1M:2015 Clause 5. FabricationRohit KamblePas encore d'évaluation
- InfluenceofInter LamellarSpacingbyBhaveshRanaDocument21 pagesInfluenceofInter LamellarSpacingbyBhaveshRanaSRIGUSTI REGA MUGIAPas encore d'évaluation
- Adhesive Cementation Protocol of Zirconia RestorationsDocument6 pagesAdhesive Cementation Protocol of Zirconia RestorationsStefan PopescuPas encore d'évaluation
- IndustrialProducts SADocument33 pagesIndustrialProducts SAJheck AraulloPas encore d'évaluation
- Exercise 1: Foliated Metamorphic Rocks Under The MicroscopeDocument5 pagesExercise 1: Foliated Metamorphic Rocks Under The MicroscopeCaleb JalmascoPas encore d'évaluation
- Annex E Severity Levels For Copper Alloy Castings: (Normative)Document2 pagesAnnex E Severity Levels For Copper Alloy Castings: (Normative)bhavin178Pas encore d'évaluation
- Doclib 4876 Nicore 55, Shield-Cor 4xpDocument1 pageDoclib 4876 Nicore 55, Shield-Cor 4xpKureiPas encore d'évaluation
- Surface Coatings1Document16 pagesSurface Coatings1bathinsreenivasPas encore d'évaluation
- Colmonoy 5-S Data SheetDocument2 pagesColmonoy 5-S Data SheetLuis Hernandez0% (1)
- Iron and Steel1Document110 pagesIron and Steel1tejasPas encore d'évaluation
- Chapter 7 - Heat Treatment of SteelDocument7 pagesChapter 7 - Heat Treatment of SteelLito LapidPas encore d'évaluation
- HEAT TREATMENTHandoutDocument74 pagesHEAT TREATMENTHandoutRaghav NagpalPas encore d'évaluation
- Chapter 3: The Structure of Crystalline Solids: Course Objective..Document70 pagesChapter 3: The Structure of Crystalline Solids: Course Objective..venosyah devanPas encore d'évaluation
- CSA G40.21 Steel SpecificationsDocument4 pagesCSA G40.21 Steel SpecificationsIshaan RajPas encore d'évaluation
- Standard Test Method For Macroetching MeDocument11 pagesStandard Test Method For Macroetching MeMostri Mostri100% (1)
- Other Characteristics:: Name of Rock: Granite Type of Rock: IgneousDocument2 pagesOther Characteristics:: Name of Rock: Granite Type of Rock: IgneousKamal CEPas encore d'évaluation
- C2 Metallic Bonding Answers (Rocket Sheets)Document1 pageC2 Metallic Bonding Answers (Rocket Sheets)Maria CamilleriPas encore d'évaluation
- Cs 2Document33 pagesCs 2Raghu KPas encore d'évaluation
- Astm B488 (23.10.2019)Document8 pagesAstm B488 (23.10.2019)CK TehPas encore d'évaluation
- MineralogyTALC-WPS OfficeDocument11 pagesMineralogyTALC-WPS Office4samdarshisocietyPas encore d'évaluation
- JMMS Vol 63 Issue 1 2Document13 pagesJMMS Vol 63 Issue 1 2ravibelavadiPas encore d'évaluation
- A 229 - A 229M - 12 PDFDocument4 pagesA 229 - A 229M - 12 PDFأسامة وحيد الدين رمضانPas encore d'évaluation
- Neco Catlog 4 FoldDocument2 pagesNeco Catlog 4 FoldSanket PhatangarePas encore d'évaluation
- VSM Our Profile Brochure ENDocument12 pagesVSM Our Profile Brochure ENforough sardarzadehPas encore d'évaluation
- CloncurryDocument17 pagesCloncurryCarlos D. HernandezPas encore d'évaluation
- Advisory Group Aerospace Research Development: 7 Rue Ancelle 92 Neuilly-Sur-Seine FranceDocument58 pagesAdvisory Group Aerospace Research Development: 7 Rue Ancelle 92 Neuilly-Sur-Seine FranceThale1905Pas encore d'évaluation
- Mud PropertiesDocument18 pagesMud PropertiesDelisPas encore d'évaluation
- Article Xiv Brazing Data: QB-400 VariablesDocument26 pagesArticle Xiv Brazing Data: QB-400 VariablesCarlinho TipianmPas encore d'évaluation