Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Cary 500 Scan Diffuse Reflectance Spetro PDFDocument20 pagesCary 500 Scan Diffuse Reflectance Spetro PDFAndras StegerPas encore d'évaluation
- Best Crops For Hydroponics (RCL) - UpdatedDocument54 pagesBest Crops For Hydroponics (RCL) - UpdatedAndras Steger100% (2)
- Marginal AnalysisDocument13 pagesMarginal AnalysisAndras StegerPas encore d'évaluation
- PP Black Semi Glossy B.No. 7558Document2 pagesPP Black Semi Glossy B.No. 7558Andras StegerPas encore d'évaluation
- APQP Documents and Elements Action Plan 2Document2 pagesAPQP Documents and Elements Action Plan 2Andras StegerPas encore d'évaluation
- Fairfield Atlas Limited Shinoli Metallurgical Technical Delivery Specification TDS No: TDS/ P 0110790 Rev No: 02 Page No: 1 of 3Document4 pagesFairfield Atlas Limited Shinoli Metallurgical Technical Delivery Specification TDS No: TDS/ P 0110790 Rev No: 02 Page No: 1 of 3Andras StegerPas encore d'évaluation
- Component Details:: Fairfield Atlas LimitedDocument3 pagesComponent Details:: Fairfield Atlas LimitedAndras StegerPas encore d'évaluation
- Measuring Principles For Geometrical Tolerances: Standard STD 112-0004EDocument38 pagesMeasuring Principles For Geometrical Tolerances: Standard STD 112-0004EAndras StegerPas encore d'évaluation
- Fairfield Atlas Limited: 6.1 - Minimum 5 Samples Per Heat Batch To Be CheckedDocument3 pagesFairfield Atlas Limited: 6.1 - Minimum 5 Samples Per Heat Batch To Be CheckedAndras StegerPas encore d'évaluation
- (23279834 - HortScience) Nondestructive Detection of Nitrogen in Chinese Cabbage Leaves Using VIS-NIR SpectrosDocument5 pages(23279834 - HortScience) Nondestructive Detection of Nitrogen in Chinese Cabbage Leaves Using VIS-NIR SpectrosAndras StegerPas encore d'évaluation
- ColorDocument7 pagesColorAndras StegerPas encore d'évaluation
- 1.1 - Customer: FMC: P 6471589-0 1 Stage Carrier: N07210501Document3 pages1.1 - Customer: FMC: P 6471589-0 1 Stage Carrier: N07210501Andras StegerPas encore d'évaluation
- Yield and Quality of Spring Chinese Cabbage As Affected by Different Temperature Conditions During Seedling ProductionDocument14 pagesYield and Quality of Spring Chinese Cabbage As Affected by Different Temperature Conditions During Seedling ProductionAndras StegerPas encore d'évaluation
- FAL-MTS-01-00 20MnCr5 1730 PDFDocument3 pagesFAL-MTS-01-00 20MnCr5 1730 PDFAndras StegerPas encore d'évaluation
- Energy Efficient Aquaponics Ebook - Ceres - Copyright 2017 PDFDocument24 pagesEnergy Efficient Aquaponics Ebook - Ceres - Copyright 2017 PDFAndras StegerPas encore d'évaluation
- 20170823024902K.D.P.P. GunathilakeDocument7 pages20170823024902K.D.P.P. GunathilakeAndras StegerPas encore d'évaluation
- Watercress and Chinese Cabbage in A Hydroponic System Using GroundwaterDocument10 pagesWatercress and Chinese Cabbage in A Hydroponic System Using GroundwaterAndras StegerPas encore d'évaluation
- F Nless: SP-6135 / SP-6132 / SP-6130 / SP-6138Document2 pagesF Nless: SP-6135 / SP-6132 / SP-6130 / SP-6138Andras StegerPas encore d'évaluation
- Product Datasheet: BU Powder CoatingsDocument1 pageProduct Datasheet: BU Powder CoatingsAndras StegerPas encore d'évaluation
- US4785575 Magnet PDFDocument7 pagesUS4785575 Magnet PDFAndras StegerPas encore d'évaluation
- Product Information Sheet: Polyurethane PowdersDocument3 pagesProduct Information Sheet: Polyurethane PowdersAndras StegerPas encore d'évaluation
- TATA Astrum BrochureDocument15 pagesTATA Astrum BrochureAndras StegerPas encore d'évaluation
- Electrodos de Carbón de Alta Duración para Condensadores ElectroquímicosDocument7 pagesElectrodos de Carbón de Alta Duración para Condensadores ElectroquímicosAndras StegerPas encore d'évaluation
- Current Status of Iron Minerals in IndonesisDocument17 pagesCurrent Status of Iron Minerals in IndonesisGVK RAOPas encore d'évaluation
- Catalogo OuthershieldDocument36 pagesCatalogo OuthershieldJUAN VASCOPas encore d'évaluation
- Rebar: Rebar Is The Common Name For Cylindrical Shaped Steel Bars With Uniformly Spaced ProtrusionsDocument21 pagesRebar: Rebar Is The Common Name For Cylindrical Shaped Steel Bars With Uniformly Spaced ProtrusionsTimberly100% (1)
- Sae Ams6303hDocument7 pagesSae Ams6303hfarhad pashaei mehrPas encore d'évaluation
- Spot Welding GuidelinesDocument5 pagesSpot Welding GuidelinesCaínCastilloPas encore d'évaluation
- Corrosion TextDocument40 pagesCorrosion TextAlex PazmiñoPas encore d'évaluation
- Profile-LF303W-EM#75-303W REV.B IV - Lead Free Wire Sn99.3Cu0.7Document4 pagesProfile-LF303W-EM#75-303W REV.B IV - Lead Free Wire Sn99.3Cu0.7Phung Cam VanPas encore d'évaluation
- EN Metallic Powder Coatings 1114Document28 pagesEN Metallic Powder Coatings 1114Станислав ПодольскийPas encore d'évaluation
- Index: Brammer Standard Geological Materials Catalog - Under ConstructionDocument84 pagesIndex: Brammer Standard Geological Materials Catalog - Under ConstructionJose Marval RodriguezPas encore d'évaluation
- Titanium Alloys For BiomedicalDocument10 pagesTitanium Alloys For BiomedicalNandakumar M BasavarajPas encore d'évaluation
- Centrifugal Castings BrochureDocument4 pagesCentrifugal Castings BrochureasndmpPas encore d'évaluation
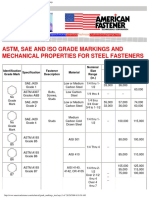
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument7 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35Pas encore d'évaluation
- SSC Stock List May2012Document4 pagesSSC Stock List May2012guadalupeocanaPas encore d'évaluation
- Welding Electrodes SelectionDocument19 pagesWelding Electrodes SelectionjerickPas encore d'évaluation
- Böhler Fox Skwam: Classifi CationsDocument1 pageBöhler Fox Skwam: Classifi CationsBranko FerenčakPas encore d'évaluation
- ASTM B423 (2011) - Standard Specification For Nickel-Iron-Chromium-Molybdenum-Copper Alloy (UNS N08825, N08221, and N06845) Seamless Pipe and TubeDocument4 pagesASTM B423 (2011) - Standard Specification For Nickel-Iron-Chromium-Molybdenum-Copper Alloy (UNS N08825, N08221, and N06845) Seamless Pipe and TubeLalit PatelPas encore d'évaluation
- StyleDocument3 pagesStyleYen Sebastian SantosPas encore d'évaluation
- IIAR ProcedimientodeSoldadura PDFDocument12 pagesIIAR ProcedimientodeSoldadura PDFmelator100% (3)
- Katalog AuftragsschweißenDocument12 pagesKatalog AuftragsschweißentobiaswatzingerPas encore d'évaluation
- TIME SCHEDULE UpdateDocument16 pagesTIME SCHEDULE UpdateCahyani Permata YpPas encore d'évaluation
- Berco Heavy Duty HD Track ChainsDocument8 pagesBerco Heavy Duty HD Track ChainsGUILLERMO SEGURAPas encore d'évaluation
- INSTAGDocument3 pagesINSTAGJeeva Z FedricoPas encore d'évaluation
- Tenax 88s HR (E 50 6 Mn1ni B 32 h5)Document1 pageTenax 88s HR (E 50 6 Mn1ni B 32 h5)brunizzaPas encore d'évaluation
- SMS at - A - Glance - 2013EDocument16 pagesSMS at - A - Glance - 2013ESUNILPas encore d'évaluation
- About Welding Process 14Document1 pageAbout Welding Process 14XerexPas encore d'évaluation
- Weld Neck Body Flange Design Calculation: HE-CGI, HE-CG, Spiral Wound Gaskets For Heat ExchangersDocument25 pagesWeld Neck Body Flange Design Calculation: HE-CGI, HE-CG, Spiral Wound Gaskets For Heat ExchangersLipika GayenPas encore d'évaluation
- Practice Questions For API RP 577Document10 pagesPractice Questions For API RP 577vamsikrishnaPas encore d'évaluation
- A36 PropertiesDocument2 pagesA36 PropertiesFernando RomeroPas encore d'évaluation
- SA 516 - Grades & EquivalentsDocument7 pagesSA 516 - Grades & Equivalentsvalli raju100% (1)
- Solidification of CastingsDocument7 pagesSolidification of CastingsChinmay Das86% (7)