Vous aimerez peut-être aussi
- Step Potential Voltage Hazards ExplainedDocument1 pageStep Potential Voltage Hazards ExplainedKunik SwaroopPas encore d'évaluation
- Short Circuit Caculation-ManualDocument4 pagesShort Circuit Caculation-ManualKunik SwaroopPas encore d'évaluation
- Dear Parents, Please Find Below The Academic Schedule For Your ReferenceDocument2 pagesDear Parents, Please Find Below The Academic Schedule For Your ReferenceKunik SwaroopPas encore d'évaluation
- IWPP Code v1.2 March2017Document168 pagesIWPP Code v1.2 March2017dexater007Pas encore d'évaluation
- Inrush Current StudyDocument5 pagesInrush Current StudyTapasPas encore d'évaluation
- ZHU2018 Article DampingControlForATargetOscill PDFDocument13 pagesZHU2018 Article DampingControlForATargetOscill PDFKunik SwaroopPas encore d'évaluation
- Voltage Drop CalculationsDocument11 pagesVoltage Drop CalculationsPravivVivpraPas encore d'évaluation
- Comparing Load Estimation Methods for Improved Distribution System AnalysisDocument4 pagesComparing Load Estimation Methods for Improved Distribution System Analysiskaliman2010Pas encore d'évaluation
- Large Scale Grid IntegDocument55 pagesLarge Scale Grid IntegMalay BhuniaPas encore d'évaluation
- Transformer Vector GroupsDocument15 pagesTransformer Vector GroupsKunik Swaroop100% (1)
- Generator Power FactorDocument2 pagesGenerator Power FactorAliceAlormenuPas encore d'évaluation
- Arc FlashDocument68 pagesArc FlashKunik Swaroop100% (2)
- PFCED310003EN Web PDFDocument96 pagesPFCED310003EN Web PDFKunik SwaroopPas encore d'évaluation
- Parallel Generators SynchronizationDocument16 pagesParallel Generators Synchronizationfelwood36100% (1)
- Non Linear LoadDocument1 pageNon Linear LoadKikiyuPas encore d'évaluation
- Medium Voltage Technical Guide: Basics For MV Cubicle DesignDocument84 pagesMedium Voltage Technical Guide: Basics For MV Cubicle DesignVasu Devan100% (3)
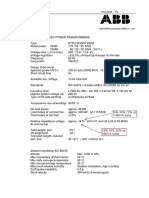
- ABB 3wdg TRAFO Data SheetDocument2 pagesABB 3wdg TRAFO Data SheetKunik SwaroopPas encore d'évaluation
- Solar Power For Rural ElectrificationDocument5 pagesSolar Power For Rural ElectrificationKunik SwaroopPas encore d'évaluation
- Power Quadrants and OBIS CodesDocument8 pagesPower Quadrants and OBIS CodesKunik SwaroopPas encore d'évaluation
- Parallel Generators SynchronizationDocument16 pagesParallel Generators Synchronizationfelwood36100% (1)
- Application of Emerging TechnologiesDocument49 pagesApplication of Emerging TechnologiesKunik SwaroopPas encore d'évaluation
- Electrical Fault Level Calculation Using MVA MethodDocument3 pagesElectrical Fault Level Calculation Using MVA MethodYip Mun Fai100% (2)
- PV BasicsDocument286 pagesPV BasicsMahipal Singh RaoPas encore d'évaluation
- Empire List of 301 Blockbuster All TimeDocument8 pagesEmpire List of 301 Blockbuster All TimeKunik SwaroopPas encore d'évaluation
- Making solar thermal power in India a realityDocument9 pagesMaking solar thermal power in India a realityashim_scribdPas encore d'évaluation
- The Basics of Solar Power For Producing ElectricityDocument5 pagesThe Basics of Solar Power For Producing ElectricityJason HallPas encore d'évaluation
- Reactive Power Compensation via Underground Cables and Shunt ReactorsDocument6 pagesReactive Power Compensation via Underground Cables and Shunt ReactorsKunik SwaroopPas encore d'évaluation
- Motor Acceleration Analysis One-Line DiagramDocument2 pagesMotor Acceleration Analysis One-Line DiagramKunik SwaroopPas encore d'évaluation
- Light Motor Handbook enDocument78 pagesLight Motor Handbook enmanoj14feb100% (1)
- 2EHV Susbattions PSJG Apr11Document22 pages2EHV Susbattions PSJG Apr11G.RameshPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hyster H135-155XL Parts Manual G006 PDFDocument376 pagesHyster H135-155XL Parts Manual G006 PDFEwerton Bianchi89% (9)
- Test Your Knowledge: QuestionsDocument5 pagesTest Your Knowledge: QuestionsRITZ BROWNPas encore d'évaluation
- Comic StripDocument10 pagesComic StripRamPas encore d'évaluation
- Is English's Status as the Global Language AssuredDocument5 pagesIs English's Status as the Global Language AssuredfsdfsdfasdfasdsdPas encore d'évaluation
- 16 Set 1 b2 08.06 Listening Answer KeyDocument6 pages16 Set 1 b2 08.06 Listening Answer KeyKocsisAndrásPas encore d'évaluation
- Algebra Geometry Statistics AllDocument26 pagesAlgebra Geometry Statistics AllDwin donever PacuriPas encore d'évaluation
- CraneDocument27 pagesCranemsk7182Pas encore d'évaluation
- Qualcomm Private LTE NetworksDocument6 pagesQualcomm Private LTE NetworksMuhammad Jamil AwanPas encore d'évaluation
- Don't Buy Into Brain Healthy Supplement ClaimsDocument5 pagesDon't Buy Into Brain Healthy Supplement ClaimsDuy ĐinhPas encore d'évaluation
- Dove AdsDocument3 pagesDove Adsapi-528509195Pas encore d'évaluation
- UPE Universal Couplings and Flange AdaptorsDocument8 pagesUPE Universal Couplings and Flange AdaptorsnoormohammedahPas encore d'évaluation
- All Triads and Tetrads With FingeringsDocument24 pagesAll Triads and Tetrads With FingeringsIan McCarty100% (1)
- Modbus Communication ProtocolDocument80 pagesModbus Communication ProtocolAlejandro B.Pas encore d'évaluation
- Strama CHP1Document7 pagesStrama CHP1Gelliza Mae MontallaPas encore d'évaluation
- #SocializingheritageDocument38 pages#SocializingheritageMiguel A. González LópezPas encore d'évaluation
- Fiitjee: JEE (Advanced) - 2019Document16 pagesFiitjee: JEE (Advanced) - 2019Jyotiraditya BosePas encore d'évaluation
- Basic Probability Part 6 PDFDocument7 pagesBasic Probability Part 6 PDFboss BossPas encore d'évaluation
- 50 Item Gastrointestinal Health Problems Test Drill KeysDocument14 pages50 Item Gastrointestinal Health Problems Test Drill KeysmervilynPas encore d'évaluation
- Seeta High School Post - 2023 S.6 Pure Mathematics Paper 1Document3 pagesSeeta High School Post - 2023 S.6 Pure Mathematics Paper 1vanessablessed999Pas encore d'évaluation
- Business Feasibility Plan - ZZZDocument52 pagesBusiness Feasibility Plan - ZZZ诸葛一秀Pas encore d'évaluation
- Hul Wacc PDFDocument1 pageHul Wacc PDFutkPas encore d'évaluation
- Error Detecting Error Correcting Codes PDFDocument2 pagesError Detecting Error Correcting Codes PDFSusanPas encore d'évaluation
- Johann Sebastian Bach Raaf Hekkema: Suites BWV 1007-1012Document22 pagesJohann Sebastian Bach Raaf Hekkema: Suites BWV 1007-1012Stanislav DimPas encore d'évaluation
- FD-1600 Triplex Mud Pump User ManualDocument387 pagesFD-1600 Triplex Mud Pump User Manualfaishal hafizh77% (13)
- Anna Atkins 2Document1 pageAnna Atkins 2api-544313389Pas encore d'évaluation
- Swift C Sharp PosterDocument1 pageSwift C Sharp PosterJoshua Shalom Cherkes100% (1)
- Anthony Giddens Sociology 6 TH Anthony Giddens Sociology 6 TH Editionpdf FreeDocument2 pagesAnthony Giddens Sociology 6 TH Anthony Giddens Sociology 6 TH Editionpdf FreeAnushree AyanavaPas encore d'évaluation
- KVS Recruitment for Principal, PGT, TGT and PRT PostsDocument19 pagesKVS Recruitment for Principal, PGT, TGT and PRT PostsATI039 POOVAIMANAGAR GHSSPas encore d'évaluation
- LESSON NOTES Hangul Batchim Rules 3: Flowing, Palatalization, and Special Rules with the Consonant HieungDocument4 pagesLESSON NOTES Hangul Batchim Rules 3: Flowing, Palatalization, and Special Rules with the Consonant HieungSt SPas encore d'évaluation
- Chapter 6 - Diseases of The Immune SystemDocument12 pagesChapter 6 - Diseases of The Immune SystemAgnieszka WisniewskaPas encore d'évaluation