Vous aimerez peut-être aussi
- Weld Cost CalculationDocument15 pagesWeld Cost CalculationMustafa KaramürselPas encore d'évaluation
- Design CalDocument19 pagesDesign CalneelPas encore d'évaluation
- Project Name: Item Description Quantity Unit Rate TotalDocument23 pagesProject Name: Item Description Quantity Unit Rate TotalAlexandruDanielPas encore d'évaluation
- Tightening Torque Calculation For Screw V0001Document4 pagesTightening Torque Calculation For Screw V0001vijay10484Pas encore d'évaluation
- Demo Weld Cost Calc XL (Recovered)Document9 pagesDemo Weld Cost Calc XL (Recovered)Bhagyesh B. MaskePas encore d'évaluation
- Load Calculation: Self-Weight of Materials SL No Material Density (KN/M)Document6 pagesLoad Calculation: Self-Weight of Materials SL No Material Density (KN/M)ajith chandranPas encore d'évaluation
- Calculation For Base Plate ConnectionDocument85 pagesCalculation For Base Plate ConnectionpriantomoPas encore d'évaluation
- Costing Calculations:: Date: 12/5/2016 Revision: R0 Costing Hall BLDDocument8 pagesCosting Calculations:: Date: 12/5/2016 Revision: R0 Costing Hall BLDRakesh SharmaPas encore d'évaluation
- Design of Mat Foundation Mat Foundation Design (ACI 318-11) - MetricDocument20 pagesDesign of Mat Foundation Mat Foundation Design (ACI 318-11) - MetricFirdaus AdnanPas encore d'évaluation
- BS4190 Grade 4: Anchor Bolt Type A Anchor Bolt Type BDocument1 pageBS4190 Grade 4: Anchor Bolt Type A Anchor Bolt Type BmodarthPas encore d'évaluation
- 5span Contineous BeamDocument22 pages5span Contineous BeamBilal Ahmed Barbhuiya100% (1)
- Portal Analysis For 6 Span Frame: Data InputDocument22 pagesPortal Analysis For 6 Span Frame: Data Inputgrace dimailigPas encore d'évaluation
- CN 05Document3 pagesCN 05GousePeerzadePas encore d'évaluation
- AASHTO Simplified Shear CalcDocument9 pagesAASHTO Simplified Shear CalcSharyn PolleyPas encore d'évaluation
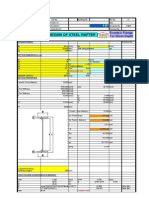
- Design of Steel Rafter: Econmic Flange For Given DepthDocument31 pagesDesign of Steel Rafter: Econmic Flange For Given DepthYusuf KardelenPas encore d'évaluation
- Chimney Calculation SheetDocument14 pagesChimney Calculation SheetSrinivasa Rao VenkumahanthiPas encore d'évaluation
- Atasehir Gardens Podium OF: Member: LocationDocument7 pagesAtasehir Gardens Podium OF: Member: LocationklynchellePas encore d'évaluation
- Garage Ground Floor: Project DateDocument6 pagesGarage Ground Floor: Project DateAmir Shafiq AdhamPas encore d'évaluation
- Tolerance CalculatorDocument4 pagesTolerance CalculatorAshok Kumar UppariPas encore d'évaluation
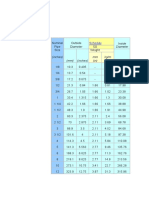
- Steel Section Properties From ArcellorDocument69 pagesSteel Section Properties From Arcellorsymon ellimacPas encore d'évaluation
- ANSI B36.10 Steel PipesDocument8 pagesANSI B36.10 Steel Pipesphoneme79Pas encore d'évaluation
- Anchor Bolt Design Example As Per Indian Code - Google SearchDocument2 pagesAnchor Bolt Design Example As Per Indian Code - Google Searchjebin_87Pas encore d'évaluation
- 07 Piping BOQDocument54 pages07 Piping BOQHRK65Pas encore d'évaluation
- SlabDocument18 pagesSlabRajesh PatelPas encore d'évaluation
- Atct Project Metal Works Steel Grating Support For Plumbing Shafts Checked For DeflectionDocument9 pagesAtct Project Metal Works Steel Grating Support For Plumbing Shafts Checked For Deflectionmoseslugtu6324Pas encore d'évaluation
- Design of Ring Girder SupportDocument3 pagesDesign of Ring Girder Supportvishal guptaPas encore d'évaluation
- R D H W FW: Design of Tailing LugDocument2 pagesR D H W FW: Design of Tailing LugvpjagannaathPas encore d'évaluation
- Sizing Steel Sections For BeamsDocument25 pagesSizing Steel Sections For BeamsAnonymous ujfx6mPas encore d'évaluation
- Bolt Design Excel SheetDocument2 pagesBolt Design Excel SheetHassan SardarPas encore d'évaluation
- Beam 20031213Document8 pagesBeam 20031213Tabish IzharPas encore d'évaluation
- Circular WeldDocument12 pagesCircular WeldJohn Paul UmaliPas encore d'évaluation
- Calculation of Weight of Product: Atlas Specialty MetalsDocument2 pagesCalculation of Weight of Product: Atlas Specialty Metalssanghvi_mukeshPas encore d'évaluation
- Reff: A Text Book of Machine Design - Chapter 10, RS. KHURMIDocument5 pagesReff: A Text Book of Machine Design - Chapter 10, RS. KHURMIAsep MulyadiPas encore d'évaluation
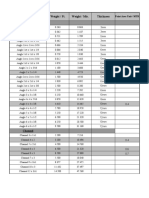
- Material Description Weight / Ft. Weight / Mtr. Thickness AngleDocument4 pagesMaterial Description Weight / Ft. Weight / Mtr. Thickness Anglerajeshh294Pas encore d'évaluation
- Xtra Strong (XS) Size Steel Pipe Weights TAble CalculatorDocument1 pageXtra Strong (XS) Size Steel Pipe Weights TAble CalculatorshownpuPas encore d'évaluation
- PIPE+STUB-IN Rev1Document4 pagesPIPE+STUB-IN Rev1genergiaPas encore d'évaluation
- 8224 Grating No HeaderDocument69 pages8224 Grating No HeadervishalnalwarPas encore d'évaluation
- Costing Calculations:: Date: 31-Mar-2016 Revision: 0 Costing Preet Vihar MezzanineDocument5 pagesCosting Calculations:: Date: 31-Mar-2016 Revision: 0 Costing Preet Vihar MezzanineRakesh SharmaPas encore d'évaluation
- Heat Ex Changers EstimationDocument46 pagesHeat Ex Changers Estimationshankarbt83Pas encore d'évaluation
- Bolt Load Design CalculationDocument2 pagesBolt Load Design CalculationDamanpreet SinghPas encore d'évaluation
- Weight & Bolting - Rev0Document32 pagesWeight & Bolting - Rev0Nasrul Adli100% (1)
- Test Cyclone ExcelDocument16 pagesTest Cyclone Excelvivek mishraPas encore d'évaluation
- Design of Base PlateDocument26 pagesDesign of Base Plateraghav abudhabiPas encore d'évaluation
- Lifting Lug Weld DesignR1aDocument1 pageLifting Lug Weld DesignR1aJohnclaude ChamandiPas encore d'évaluation
- MOMENT CONNECTION-AISC-extended-r5Document24 pagesMOMENT CONNECTION-AISC-extended-r5raghav abudhabi0% (1)
- Table 10.1 - Man/ Equipment - Hours For Steel FabricationDocument6 pagesTable 10.1 - Man/ Equipment - Hours For Steel FabricationJyles SirabPas encore d'évaluation
- Excel Sheet For Price CalculationDocument3 pagesExcel Sheet For Price CalculationSachin KothvalPas encore d'évaluation
- Dish CalculationDocument2 pagesDish CalculationRyan Goh Chuang HongPas encore d'évaluation
- Calculation of Bearing Plate Dimension:: Beam SectionDocument3 pagesCalculation of Bearing Plate Dimension:: Beam Sectionk.m.ariful islamPas encore d'évaluation
- Web Tapered FrameDocument5 pagesWeb Tapered FrameWisman WiharnaPas encore d'évaluation
- Tubular Weight Conversion Steel Shape CalculationsDocument11 pagesTubular Weight Conversion Steel Shape CalculationsolekPas encore d'évaluation
- Welding Calculation: Job No. Job: Section: Designed By: Sheet No. Subject: DateDocument37 pagesWelding Calculation: Job No. Job: Section: Designed By: Sheet No. Subject: DateMatthew CHANPas encore d'évaluation
- SteelSpan MADDocument6 pagesSteelSpan MADAnonymous pD2ymRUguPas encore d'évaluation
- Brace Compression and Tension Capacity Design Charts As Per CSA S16 09 Rev1.5Document44 pagesBrace Compression and Tension Capacity Design Charts As Per CSA S16 09 Rev1.5Antonio LópezPas encore d'évaluation
- Design of Welded Steel Storage Tanks in Accordance With API650 Job DataDocument4 pagesDesign of Welded Steel Storage Tanks in Accordance With API650 Job DatamirzacogoPas encore d'évaluation
- Mechanical Design Report - EX-3340 - R00Document75 pagesMechanical Design Report - EX-3340 - R00Aditya JainPas encore d'évaluation
- Weld Cost Calc XL1.3.2mmDocument3 pagesWeld Cost Calc XL1.3.2mmDhimas Surya NegaraPas encore d'évaluation
- Legal Statement Year 2006 ReleaseDocument9 pagesLegal Statement Year 2006 ReleaseWawan Mazid SupriatnaPas encore d'évaluation
- Weld Cost Calc XLDocument63 pagesWeld Cost Calc XLRobert WhitakerPas encore d'évaluation
- Indian Institute of Welding - ANB Refresher Course - Module 08Document47 pagesIndian Institute of Welding - ANB Refresher Course - Module 08dayalramPas encore d'évaluation
- Monorails ES-14-403-20: Version No. 5.0 Page 1 of 29 Document Last Modified: 30 June 2014Document29 pagesMonorails ES-14-403-20: Version No. 5.0 Page 1 of 29 Document Last Modified: 30 June 2014Parthasarathi DalaiPas encore d'évaluation
- Piping and Pipeline EngineeringDocument555 pagesPiping and Pipeline EngineeringArgorn Kanjanasomboon100% (3)
- Otc 20506Document12 pagesOtc 20506Rasheed YusufPas encore d'évaluation
- Welding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsDocument20 pagesWelding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsspiritveluPas encore d'évaluation
- Directorate General of Mines SafetyDocument58 pagesDirectorate General of Mines SafetyShubham BaderiyaPas encore d'évaluation
- Ford - New Holland Tractors 8670, 8670A, 8770, 8770A, 8870, 8870A, 8970, 8970A Service Manual - CompressedDocument2 105 pagesFord - New Holland Tractors 8670, 8670A, 8770, 8770A, 8870, 8870A, 8970, 8970A Service Manual - CompressednoshansPas encore d'évaluation
- AWS Classification PosterDocument1 pageAWS Classification PosterJorge LunaPas encore d'évaluation
- 222Document24 pages222Houman Hatamian100% (1)
- Ultracore 360 C71: Conformances Key FeaturesDocument3 pagesUltracore 360 C71: Conformances Key FeaturesYousab CreatorPas encore d'évaluation
- Workshop ManualDocument60 pagesWorkshop ManualRishu pandey100% (1)
- API 650 12th Edition 2013 PTDocument2 pagesAPI 650 12th Edition 2013 PTRonel John Rodriguez CustodioPas encore d'évaluation
- Applied Thermal Engineering: M.V.V. Mortean, L.H.R. Cisterna, K.V. Paiva, M.B.H. MantelliDocument11 pagesApplied Thermal Engineering: M.V.V. Mortean, L.H.R. Cisterna, K.V. Paiva, M.B.H. MantelliDedi AfandiPas encore d'évaluation
- Saramet PDFDocument2 pagesSaramet PDFElmokded kacemPas encore d'évaluation
- BR Company ProfileDocument31 pagesBR Company ProfilearefPas encore d'évaluation
- Manufacturing Process 1 Question BankDocument6 pagesManufacturing Process 1 Question BankAshok PradhanPas encore d'évaluation
- Pwe (2000) Prac. Weld. Engineer PDFDocument154 pagesPwe (2000) Prac. Weld. Engineer PDFwi100% (1)
- Hirarc Form: 1.hazard Identification 2.risk Analysis 3.risk ControlDocument2 pagesHirarc Form: 1.hazard Identification 2.risk Analysis 3.risk ControlAiman HakimiPas encore d'évaluation
- Joda Catalog of Smelter Product & Equipment 2022Document28 pagesJoda Catalog of Smelter Product & Equipment 2022Kevin ZhuPas encore d'évaluation
- Sec 11 ChainDocument26 pagesSec 11 Chaintravis8zimmermannPas encore d'évaluation
- Spot Welding FormulaDocument2 pagesSpot Welding FormulaSelvakumaran Dhandapani100% (4)
- IS803 - Code of Practice For Design Fabrication and Erection of Vertical Mild Steel Cylinderical Welded Oil StorageDocument98 pagesIS803 - Code of Practice For Design Fabrication and Erection of Vertical Mild Steel Cylinderical Welded Oil StoragePankaj DhimanPas encore d'évaluation
- L32B SawDocument13 pagesL32B SawCrocodilePas encore d'évaluation
- Technical Specifications - Gas Pipeline WorkDocument18 pagesTechnical Specifications - Gas Pipeline WorkdheerajdorlikarPas encore d'évaluation
- 3) Types of Welding MethodsDocument3 pages3) Types of Welding MethodsKrako TramPas encore d'évaluation
- 2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICDocument35 pages2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICHummel Johnson0% (1)
- UT of Pressure Vessel Construction WeldsDocument30 pagesUT of Pressure Vessel Construction WeldsKashif KaziPas encore d'évaluation
- 0460 443 301 GB (Caddy TIG 2200i - Manual 2019)Document28 pages0460 443 301 GB (Caddy TIG 2200i - Manual 2019)maverick kitaroPas encore d'évaluation
- ICF ReportDocument42 pagesICF ReportChethan R100% (1)
- Inspection Instruments For The Pipeline IndustryDocument7 pagesInspection Instruments For The Pipeline IndustryMuthuKumarPas encore d'évaluation
- What Steps Are Involved in The Selection of PPEDocument4 pagesWhat Steps Are Involved in The Selection of PPEIain GardnerPas encore d'évaluation