Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Writing and Naming Ionic and Covalent Compounds (39Document3 pagesWriting and Naming Ionic and Covalent Compounds (39Chennille Ann Bleu GundayaoPas encore d'évaluation
- General Plumbing NotesDocument1 pageGeneral Plumbing NotesEdmond BautistaPas encore d'évaluation
- 2011 04 11 Biomass GasificationDocument48 pages2011 04 11 Biomass GasificationHotib PerwiraPas encore d'évaluation
- Proc HindDocument8 pagesProc HindWulan GlhPas encore d'évaluation
- Infoprd-Geomet 500-gb PDFDocument2 pagesInfoprd-Geomet 500-gb PDFSannohashi MFGPas encore d'évaluation
- Reference Books: Operations", The Textile Institute, Manchester 1995Document25 pagesReference Books: Operations", The Textile Institute, Manchester 1995Sajib IglesiasPas encore d'évaluation
- Aerospace Standards UpdatesDocument5 pagesAerospace Standards UpdatesfiemsabyasachiPas encore d'évaluation
- Rebar Orderlist (Revision)Document3 pagesRebar Orderlist (Revision)alnoel tordillaPas encore d'évaluation
- Eaton Capri Ade4f Datasheet Inch en UsDocument2 pagesEaton Capri Ade4f Datasheet Inch en UsqsdfqsoqzfuiPas encore d'évaluation
- Bphe Danfoss CataloqDocument4 pagesBphe Danfoss CataloqRidwan PramudyaPas encore d'évaluation
- Azoic Dyes: Presented By: Jayanthi SelvarajDocument13 pagesAzoic Dyes: Presented By: Jayanthi Selvarajdona biswasPas encore d'évaluation
- Cement Plant Operations Handbook - 7thDocument40 pagesCement Plant Operations Handbook - 7thJackson VuPas encore d'évaluation
- Concrete Sika Fiber PDFDocument16 pagesConcrete Sika Fiber PDFMiodrag HrenekPas encore d'évaluation
- Al Alloys For BIWDocument10 pagesAl Alloys For BIWAnshuman RoyPas encore d'évaluation
- Organoclays Versus Aluminium StearateDocument6 pagesOrganoclays Versus Aluminium StearateEugene PaiPas encore d'évaluation
- Installation Guidance For Cement Rotary Kiln (LKB)Document20 pagesInstallation Guidance For Cement Rotary Kiln (LKB)Waka OngetiPas encore d'évaluation
- 04 - Week 05Document85 pages04 - Week 05Shaina CruzPas encore d'évaluation
- FDA Memorandum Circular No.2013 045Document13 pagesFDA Memorandum Circular No.2013 045NaevisweloveuPas encore d'évaluation
- LCA of Airfield Pavements - Tim SmithDocument53 pagesLCA of Airfield Pavements - Tim SmithalgassiPas encore d'évaluation
- Mechanical Properties of MaterialsDocument4 pagesMechanical Properties of MaterialsBoykePas encore d'évaluation
- TDS-Intergard 269 IMO PSPC WBT Eng A4 20160704Document4 pagesTDS-Intergard 269 IMO PSPC WBT Eng A4 20160704Tung ThanhPas encore d'évaluation
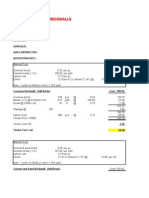
- Build Up Rate Format - BrickwallDocument2 pagesBuild Up Rate Format - BrickwallFaiz Ahmad88% (16)
- 2000 - Metallic Binders For Diamond Tool ProductionDocument11 pages2000 - Metallic Binders For Diamond Tool ProductionWinterstone W. DiamantPas encore d'évaluation
- Precoat Supa 30: Bituminous Products Pty LTDDocument8 pagesPrecoat Supa 30: Bituminous Products Pty LTDmacdonaldPas encore d'évaluation
- Low Impact Woodland HouseDocument7 pagesLow Impact Woodland HouseABHISHPas encore d'évaluation
- Technical Datasheet: X-Mix HPS PLUS High-Performance SuperplasticizerDocument2 pagesTechnical Datasheet: X-Mix HPS PLUS High-Performance SuperplasticizerAhmed MamdouhPas encore d'évaluation
- Tle 8Document9 pagesTle 8Arianne OnesaPas encore d'évaluation
- Heavy-Duty Lubricant: FeaturesDocument2 pagesHeavy-Duty Lubricant: Featuresarjun vsPas encore d'évaluation
- Mud Hands: Earth Architects, BangaloreDocument43 pagesMud Hands: Earth Architects, BangaloreNamitha PraveenPas encore d'évaluation
- Flooring: Sika® Technology and Concepts For Flooring and CoatingDocument56 pagesFlooring: Sika® Technology and Concepts For Flooring and Coatingsattar12345Pas encore d'évaluation