Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- 1-Module-Principles of Supply Chain ManagementDocument203 pages1-Module-Principles of Supply Chain ManagementnuncafalhaPas encore d'évaluation
- Market strategies and consumer behaviour report summaryDocument43 pagesMarket strategies and consumer behaviour report summaryAmit KashyapPas encore d'évaluation
- LogistykaDocument15 pagesLogistykaJan ProboszPas encore d'évaluation
- 24 Greenbook 37 1 Complete PDFDocument668 pages24 Greenbook 37 1 Complete PDFPramestika WinahyuPas encore d'évaluation
- Marinetrans Project InfoDocument17 pagesMarinetrans Project InfoGbraunmPas encore d'évaluation
- Port Planning As A Strategic ToolDocument89 pagesPort Planning As A Strategic ToolVarun Patel100% (2)
- Material Costing Theory and NumericalsDocument10 pagesMaterial Costing Theory and NumericalsJash SanghviPas encore d'évaluation
- WM PPTDocument12 pagesWM PPTpraveennbsPas encore d'évaluation
- Concepts of Logistics SystemDocument11 pagesConcepts of Logistics SystemVaibhav JaggiPas encore d'évaluation
- Logistics Management in Practice-Towards Theories of Complex LogisticsDocument19 pagesLogistics Management in Practice-Towards Theories of Complex LogisticsLê Bảo TrânPas encore d'évaluation
- Logistics 2030Document42 pagesLogistics 2030baris kocasPas encore d'évaluation
- Warehouse Management System in SAPDocument10 pagesWarehouse Management System in SAPWaaKaaWPas encore d'évaluation
- Petrobras Vetting Criteria Jan 2014Document4 pagesPetrobras Vetting Criteria Jan 2014Anonymous 7z6OzoPas encore d'évaluation
- Supply Chain Management US-CMADocument7 pagesSupply Chain Management US-CMAAysha RiyaPas encore d'évaluation
- SCM Module2 Questions and AnswersDocument12 pagesSCM Module2 Questions and AnswersSamba Shiva Reddy.g Shiva100% (1)
- Logistics Lifecycle Within The Product LifecycleDocument4 pagesLogistics Lifecycle Within The Product LifecycleTuan NguyenPas encore d'évaluation
- VP Operational Efficiency Client Success Director in Austin TX Resume David BagleyDocument3 pagesVP Operational Efficiency Client Success Director in Austin TX Resume David BagleyDavidBagleyPas encore d'évaluation
- Logistics HandbookDocument190 pagesLogistics HandbookGabriel CaraveteanuPas encore d'évaluation
- CA2 Project Brief - BA8035 GSCM AY2019 - 20 Sem2Document5 pagesCA2 Project Brief - BA8035 GSCM AY2019 - 20 Sem2To Kwong LamPas encore d'évaluation
- Understanding the Concept of Inbound and Outbound LogisticsDocument6 pagesUnderstanding the Concept of Inbound and Outbound LogisticsMehak VasudevaPas encore d'évaluation
- Managing Supply Chains A Logistics Approach International Edition 9Th Edition Coyle Solutions Manual Full Chapter PDFDocument36 pagesManaging Supply Chains A Logistics Approach International Edition 9Th Edition Coyle Solutions Manual Full Chapter PDFgrace.hawkins682100% (12)
- Cateora2ce IM Ch012Document9 pagesCateora2ce IM Ch012Priya ShiniPas encore d'évaluation
- Poddar College MCQ's Practice 2021-2021Document16 pagesPoddar College MCQ's Practice 2021-2021Shreya LakshminarayananPas encore d'évaluation
- Software Requirements Specification DevelopmentDocument3 pagesSoftware Requirements Specification DevelopmentУльяна КасымбековаPas encore d'évaluation
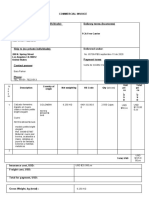
- Commercial InvoiceDocument2 pagesCommercial InvoiceJohanna JimenezPas encore d'évaluation
- WEF The Global Smart Industry Readiness Index Initiative 2022 Shared by WorldLine TechnologyDocument36 pagesWEF The Global Smart Industry Readiness Index Initiative 2022 Shared by WorldLine TechnologyĐức Duy (Bastian Bo)Pas encore d'évaluation
- Rfa Business Plan Template v2 PDFDocument37 pagesRfa Business Plan Template v2 PDFVickey MehriyaPas encore d'évaluation
- VDA 6.3 supplier assessmentDocument11 pagesVDA 6.3 supplier assessmentSeda De Drasnia100% (4)
- Departmental Job DescriptionDocument4 pagesDepartmental Job DescriptionMogul SuperemoPas encore d'évaluation
- 4HANA QM Basic Configuration GuideDocument80 pages4HANA QM Basic Configuration GuideNavneet SahuPas encore d'évaluation