Vous aimerez peut-être aussi
- 11Document8 pages11sscamdPas encore d'évaluation
- Sheet Metal Forming Simulation in IndustryDocument8 pagesSheet Metal Forming Simulation in IndustrysscamdPas encore d'évaluation
- Ph.D. Course Work Under Faculty of EngineeringDocument61 pagesPh.D. Course Work Under Faculty of Engineeringsscamd100% (1)
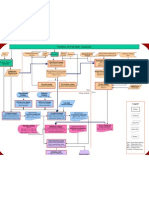
- DOE FlowchartDocument1 pageDOE FlowchartsscamdPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- NEMA WC-71-1999-icea-71-1999icea-s-96-659-1999Document10 pagesNEMA WC-71-1999-icea-71-1999icea-s-96-659-1999jan carlos martinezPas encore d'évaluation
- Aib ZT ZR55 75 90Document138 pagesAib ZT ZR55 75 90nidnitrkl05129650% (2)
- 316 On 6mo - White PaperDocument13 pages316 On 6mo - White Papermarvin_slPas encore d'évaluation
- Numericals of ChemistryDocument4 pagesNumericals of ChemistryAakash AkronosPas encore d'évaluation
- Paper - I - General: Previous Year Paper GPAT DIDocument20 pagesPaper - I - General: Previous Year Paper GPAT DIVikash KushwahaPas encore d'évaluation
- Journal of Trace Elements in Medicine and Biology: NutritionDocument8 pagesJournal of Trace Elements in Medicine and Biology: NutritionCamilla AndreatoPas encore d'évaluation
- Cen/Tc 250/Sc 2/Wg 2 N 0157Document38 pagesCen/Tc 250/Sc 2/Wg 2 N 0157RobertA6100% (1)
- Lecture Note 2. Familiarization With ApparatusesDocument28 pagesLecture Note 2. Familiarization With ApparatuseskkkPas encore d'évaluation
- Water Quality AnalyzerDocument1 pageWater Quality AnalyzerVictor BiacoloPas encore d'évaluation
- Anatomy and Physiology of Urinary SystemDocument36 pagesAnatomy and Physiology of Urinary Systemdyah rochmawatiPas encore d'évaluation
- Textile PrintingDocument72 pagesTextile Printingspringstar96% (25)
- Kamiastricity - The Effeciency of KamiasDocument15 pagesKamiastricity - The Effeciency of KamiasRobby Lastimosa100% (1)
- 120 - Modern Perspectives in RC ObturationDocument14 pages120 - Modern Perspectives in RC ObturationLarissa ClipaciucPas encore d'évaluation
- Magnum CV and Magnum IT Valves Installation InstructionsDocument86 pagesMagnum CV and Magnum IT Valves Installation InstructionsWattsPas encore d'évaluation
- Smaw 12 Module 1Document7 pagesSmaw 12 Module 1Francis Rico Mutia RufonPas encore d'évaluation
- REACHDocument16 pagesREACHTranVinhPas encore d'évaluation
- Water Supply Sanitary Eng PDFDocument5 pagesWater Supply Sanitary Eng PDFReddy NaveenPas encore d'évaluation
- OGA - Chemical Series - Specialty Fertilizers Market Outlook 2019-2025Document23 pagesOGA - Chemical Series - Specialty Fertilizers Market Outlook 2019-2025ambarish ramPas encore d'évaluation
- Kitchen Safety Awareness: Bureau of Workers' Compensation PA Training For Health & Safety (Paths)Document45 pagesKitchen Safety Awareness: Bureau of Workers' Compensation PA Training For Health & Safety (Paths)Sunil SPas encore d'évaluation
- Confi-Gel XHT Product Data SheetDocument1 pageConfi-Gel XHT Product Data SheetpaimanPas encore d'évaluation
- Kalviseithi 11th STD Chemistry School Guides SampleDocument119 pagesKalviseithi 11th STD Chemistry School Guides SampleslogeshwariPas encore d'évaluation
- Plumbing Piping For Building: NIOEC-SP-30-05Document9 pagesPlumbing Piping For Building: NIOEC-SP-30-05masoud132Pas encore d'évaluation
- Practise School - ChemistryDocument64 pagesPractise School - ChemistrySonakshi BhatiaPas encore d'évaluation
- Documents - Tips Direct Determination of Tin in Whole Blood and Urine by GF AasDocument5 pagesDocuments - Tips Direct Determination of Tin in Whole Blood and Urine by GF AasRozzy RamanandaPas encore d'évaluation
- Bram Cor EQUIPO DE PRE TRATAMIENTO Biopharma Water SystemsDocument16 pagesBram Cor EQUIPO DE PRE TRATAMIENTO Biopharma Water SystemsYeimer MesaPas encore d'évaluation
- Sebia Minicap Protein ElectrophoresisDocument11 pagesSebia Minicap Protein ElectrophoresisMas Aditya Senaputra100% (1)
- Unit 11 Fundamentals Org ChemDocument35 pagesUnit 11 Fundamentals Org ChemKavisha AshaPas encore d'évaluation
- ReviewerDocument19 pagesReviewerCarlos Miguel Dacaimat100% (1)
- PO - Lapox P 62Document2 pagesPO - Lapox P 62alpesh.samruddhigroupPas encore d'évaluation
- University of Santo Tomas: Williamson Ether Synthesis: Preparation of PhenacetinDocument4 pagesUniversity of Santo Tomas: Williamson Ether Synthesis: Preparation of PhenacetinMarilou MagdalagaPas encore d'évaluation