Vous aimerez peut-être aussi
- Farmakokinetika Tugas Soal PPT EkstravaskulerDocument17 pagesFarmakokinetika Tugas Soal PPT Ekstravaskulertaka oneokrock18Pas encore d'évaluation
- Literatur KO Asam BenzoatDocument8 pagesLiteratur KO Asam BenzoatRizki HarahapPas encore d'évaluation
- Chlorpheniramine Maleate MSDSDocument5 pagesChlorpheniramine Maleate MSDSASHOK KUMAR LENKA100% (1)
- Nine Star Pharmacist 1Document3 pagesNine Star Pharmacist 1ayuPas encore d'évaluation
- PhysioEx Ex. 9 Act. 3Document4 pagesPhysioEx Ex. 9 Act. 3Juvy Anne LozanoPas encore d'évaluation
- Uji Aktivitas Antibakteri Kombinasi Minyak Atsiri Daun Gelam Putih (Melaleuca Leucadendra) Dan Rimpang Jahe (Zingiber Officinale) Terhadap Bakteri Staphylococcus Aureus Dan Escherichia Coli Secara inDocument74 pagesUji Aktivitas Antibakteri Kombinasi Minyak Atsiri Daun Gelam Putih (Melaleuca Leucadendra) Dan Rimpang Jahe (Zingiber Officinale) Terhadap Bakteri Staphylococcus Aureus Dan Escherichia Coli Secara inberliana faradisaPas encore d'évaluation
- Laporan Praktikum LotionDocument8 pagesLaporan Praktikum LotionWidodoPas encore d'évaluation
- Makalah Viskositas Hoppler TujuanDocument8 pagesMakalah Viskositas Hoppler TujuanicakPas encore d'évaluation
- Jurnal Farmakokinetik SulfametoksazolDocument5 pagesJurnal Farmakokinetik SulfametoksazolNur Ilham SaputraPas encore d'évaluation
- Efek Sedasi Infus Umbi Rumput Teki PDFDocument8 pagesEfek Sedasi Infus Umbi Rumput Teki PDFPutrii InaddiePas encore d'évaluation
- Succus Liquiritiae Depur. Solut.: Material Safety Data SheetDocument4 pagesSuccus Liquiritiae Depur. Solut.: Material Safety Data SheetTifany Putri SaharaPas encore d'évaluation
- MSDS AminofilinDocument5 pagesMSDS AminofilinDiana SekarPas encore d'évaluation
- Pharm Care PD RADocument63 pagesPharm Care PD RAbrevmanaPas encore d'évaluation
- Daftar Nama Obat Yang Ada Di Ruang Farmasi PKM SingganiDocument1 pageDaftar Nama Obat Yang Ada Di Ruang Farmasi PKM SingganiMega WatiPas encore d'évaluation
- Uji Antagonis Jamur Tempe (Rhizopus SP) Terhadap Bakteri Patogen EnterikDocument7 pagesUji Antagonis Jamur Tempe (Rhizopus SP) Terhadap Bakteri Patogen EnterikAhmad ZubaidPas encore d'évaluation
- Human Body HomeostatisDocument29 pagesHuman Body HomeostatisputraPas encore d'évaluation
- Materi 3 - Sifat FisikokimiaDocument61 pagesMateri 3 - Sifat Fisikokimiaashley vechtersbaasPas encore d'évaluation
- (Aerosol) Kelompok A Kelas CDocument79 pages(Aerosol) Kelompok A Kelas CMaharani IndriatyPas encore d'évaluation
- MSDS Asam Mefenamat PDFDocument6 pagesMSDS Asam Mefenamat PDFNanda RezitaPas encore d'évaluation
- Uji Penetapan Volume Injeksi Dalam WadahDocument6 pagesUji Penetapan Volume Injeksi Dalam WadahSheila Noor AisyahPas encore d'évaluation
- Chemdraw Kimia MedisinalDocument6 pagesChemdraw Kimia MedisinalRisky DaniarPas encore d'évaluation
- Daftar Harga Bahan Kimia Pada Aplikasi Supply Chain (Sucha)Document144 pagesDaftar Harga Bahan Kimia Pada Aplikasi Supply Chain (Sucha)Pace RaditPas encore d'évaluation
- Msds PDFDocument5 pagesMsds PDFVicky SLayzher SevenfoldismPas encore d'évaluation
- Assignment 4Document5 pagesAssignment 4NIKITA0% (1)
- Chloral HydrateDocument6 pagesChloral HydrateAditya PratomoPas encore d'évaluation
- Pengaruh Besar Ukuran Partikel Terhadap Sifat - Sifat Tablet MetronidazolDocument19 pagesPengaruh Besar Ukuran Partikel Terhadap Sifat - Sifat Tablet Metronidazolefra manePas encore d'évaluation
- Msds HexaneDocument7 pagesMsds Hexaneruth indahPas encore d'évaluation
- English For PharmacyDocument5 pagesEnglish For PharmacyVania Julia ArmiantiPas encore d'évaluation
- 1011014024-Sujia Nospiatdi Household ConvesironsDocument8 pages1011014024-Sujia Nospiatdi Household ConvesironsSujia NospiatdiPas encore d'évaluation
- Jurnal KristalisasiDocument10 pagesJurnal KristalisasiIrvan Key RizkyPas encore d'évaluation
- Jurnal Spektrofotometri 2Document5 pagesJurnal Spektrofotometri 2Alvin Wahyu Puspita SariPas encore d'évaluation
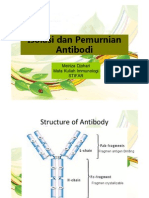
- Bahan Kuliah Pemurnian AntibodiDocument40 pagesBahan Kuliah Pemurnian Antibodidesy rahmanisyaPas encore d'évaluation
- Conductometric Titration: Determination of The Strength of A Solution of Hydrochloric Acid (HCL) by A Standard Solution of Sodium Hydroxide (Naoh)Document4 pagesConductometric Titration: Determination of The Strength of A Solution of Hydrochloric Acid (HCL) by A Standard Solution of Sodium Hydroxide (Naoh)Paolo Naguit100% (1)
- Tugas ToksikologiDocument5 pagesTugas ToksikologiNovalina Annisa YudistiraPas encore d'évaluation
- ENOLAT & KARBONION OkDocument33 pagesENOLAT & KARBONION OkDilla Yuniza100% (1)
- (JDS) Journal of Syiah Kuala Dentistry SocietyDocument11 pages(JDS) Journal of Syiah Kuala Dentistry SocietyDindaPas encore d'évaluation
- IsavuconazoleDocument8 pagesIsavuconazolekhangsiean89Pas encore d'évaluation
- (S i-T-Tils .Ti - T 13 - 543l-Li: HimneDocument1 page(S i-T-Tils .Ti - T 13 - 543l-Li: HimneCahyoWisanggeniPas encore d'évaluation
- Pengaruh Kadar Glukosa Urine Metode Benedict, Fehling Dan Stick Setelah Ditambahkan Vitamin C DOSIS TINGGI/ 1000 MGDocument5 pagesPengaruh Kadar Glukosa Urine Metode Benedict, Fehling Dan Stick Setelah Ditambahkan Vitamin C DOSIS TINGGI/ 1000 MGRmf kumuay woffPas encore d'évaluation
- Bedah Jurnal Imun Kel 5Document16 pagesBedah Jurnal Imun Kel 5Rizky Ariska Ningsih S1 2018Pas encore d'évaluation
- Farmakoterapi Coagulation DisorderDocument55 pagesFarmakoterapi Coagulation DisorderNur Astuty PurnamasariPas encore d'évaluation
- Unit 5: VOCABULARY AND READING Text 1. The Chemical Laboratory Grammar: Theory and Practice SpeakingDocument18 pagesUnit 5: VOCABULARY AND READING Text 1. The Chemical Laboratory Grammar: Theory and Practice SpeakingFitra Aulia RamadaniPas encore d'évaluation
- Standarisasi Parameter Spesifik Dan Non-Spesifik Ekstrak Rimpang Lengkuas MerahDocument5 pagesStandarisasi Parameter Spesifik Dan Non-Spesifik Ekstrak Rimpang Lengkuas MerahAnisah MahardianiPas encore d'évaluation
- Sekolah Tinggi Ilmu Kesehatan Maluku HusadaDocument7 pagesSekolah Tinggi Ilmu Kesehatan Maluku HusadaSusani khairinaPas encore d'évaluation
- Bab V Analisis Farmakoterapi - DRP 5.1 Lembar Pemakaian Obat Di IGDDocument16 pagesBab V Analisis Farmakoterapi - DRP 5.1 Lembar Pemakaian Obat Di IGDCosmas ZebuaPas encore d'évaluation
- Percobaan 2 FarmakokinetikDocument12 pagesPercobaan 2 FarmakokinetikTaufik HidayatPas encore d'évaluation
- Jurnal OrganikDocument3 pagesJurnal Organikannisa indah reza100% (1)
- Sistem Pemasaran: Lingkungan Makro Ekstern Lingkungan Mikro Ekstern Marketing MixDocument61 pagesSistem Pemasaran: Lingkungan Makro Ekstern Lingkungan Mikro Ekstern Marketing MixhendraxyzxyzPas encore d'évaluation
- A Series of in Vitro and Human Studies of A Novel Lip Cream FormulationDocument16 pagesA Series of in Vitro and Human Studies of A Novel Lip Cream FormulationDummy CipawPas encore d'évaluation
- Dapus SuspensiDocument6 pagesDapus SuspensiRachmiPas encore d'évaluation
- Farmasi Fisika KinematikaDocument48 pagesFarmasi Fisika KinematikaLeonardo ImmanuelPas encore d'évaluation
- Inhibitor Sintesis DINDING SelDocument59 pagesInhibitor Sintesis DINDING SelKatou Jeffrey ShigehitoPas encore d'évaluation
- 30 25 1 SMDocument10 pages30 25 1 SMMuhamad Wildan MalikPas encore d'évaluation
- 161 313 1 SMDocument11 pages161 313 1 SMPutri Eka RahmawatiPas encore d'évaluation
- Measurement and Unsteady Flow Modelling of Centrifugal Compressor SurgeDocument145 pagesMeasurement and Unsteady Flow Modelling of Centrifugal Compressor SurgePieter van der MeerPas encore d'évaluation
- Standard Operating Procedure For PipettesDocument25 pagesStandard Operating Procedure For PipettesiptPas encore d'évaluation
- NO. Title Allocated MARKS (%) MarksDocument22 pagesNO. Title Allocated MARKS (%) MarksjufferyPas encore d'évaluation
- Report 9699fp 014-97-RPDocument60 pagesReport 9699fp 014-97-RPSatit hunsaPas encore d'évaluation
- 06 01 AspirationDocument42 pages06 01 AspirationROLAN MACALALAD100% (1)
- Level Measurement N.asyddinDocument50 pagesLevel Measurement N.asyddin채원종Pas encore d'évaluation
- Physics Gerak Gempur F4 C1Document2 pagesPhysics Gerak Gempur F4 C1Prisillia WongPas encore d'évaluation
- Info Iec62055-31 (Ed1.0) enDocument8 pagesInfo Iec62055-31 (Ed1.0) enDaysi Ivonne Ortega MonteroPas encore d'évaluation
- Docslide - Us - The Spin Force A Collection of Articles Experiments 2nd Edition PDFDocument187 pagesDocslide - Us - The Spin Force A Collection of Articles Experiments 2nd Edition PDFAhmad Al-Kady100% (2)
- Syllabus Sem 8 - MMMDocument4 pagesSyllabus Sem 8 - MMMAkash PatilPas encore d'évaluation
- Pump EE by ThermodynamicsDocument21 pagesPump EE by Thermodynamicsrazali131266Pas encore d'évaluation
- NITP 5.2 National Instrument Test Procedures For Bulk Flowmetering Systems For Liquid Hydrocarbons Other Than LPGDocument27 pagesNITP 5.2 National Instrument Test Procedures For Bulk Flowmetering Systems For Liquid Hydrocarbons Other Than LPGipower300Pas encore d'évaluation
- Multi-Function Measuring Instrument: Testo 435 - The Allrounder For Ventilation and Indoor Air QualityDocument8 pagesMulti-Function Measuring Instrument: Testo 435 - The Allrounder For Ventilation and Indoor Air QualityZankar R ParikhPas encore d'évaluation
- BlueSYSTEM SIGMA - Eng05 PDFDocument115 pagesBlueSYSTEM SIGMA - Eng05 PDFEmmanuel HdezPas encore d'évaluation
- Takei Catalog - En100Document64 pagesTakei Catalog - En100Ricardo Wallace Das Chagas Lucas100% (1)
- 7 Examples: General RemarksDocument12 pages7 Examples: General RemarksTammanun ChayruttanarojPas encore d'évaluation
- Directive 017Document427 pagesDirective 017Bruno VrielynckPas encore d'évaluation
- Techniques and Standarts For Measuring Ferrite in Austenitic Stainless Steel WeldsDocument6 pagesTechniques and Standarts For Measuring Ferrite in Austenitic Stainless Steel WeldslkarolinoPas encore d'évaluation
- EURAMET Cg-14 V 2.0 Static Torque Measuring Devices 01Document24 pagesEURAMET Cg-14 V 2.0 Static Torque Measuring Devices 01JASN1980Pas encore d'évaluation
- Pembuatan Alat Ukur Kecepatan Putar Gear Menggunakan Sensor Proximity Induktif Dan Mikrokontroler Arduino UnoDocument5 pagesPembuatan Alat Ukur Kecepatan Putar Gear Menggunakan Sensor Proximity Induktif Dan Mikrokontroler Arduino UnoSarifudin HusniPas encore d'évaluation
- Em266 enDocument17 pagesEm266 enगणेश पराजुलीPas encore d'évaluation
- Density of A Glass BlockDocument4 pagesDensity of A Glass BlockMichael Timson0% (1)
- Science Form 1Document7 pagesScience Form 1Anonymous fXgylsW4wrPas encore d'évaluation
- Mathematics Lesson Plan For Year 4 (Capacity)Document3 pagesMathematics Lesson Plan For Year 4 (Capacity)api-378365359Pas encore d'évaluation
- Roundness Measuring MachineDocument19 pagesRoundness Measuring MachineArif SanjidPas encore d'évaluation
- Environmental Engineering Lab ReportDocument10 pagesEnvironmental Engineering Lab ReportAzaz AhmedPas encore d'évaluation
- Ecosafe Delivery 44111Document11 pagesEcosafe Delivery 44111Kushal Dube CorleonePas encore d'évaluation
- 208 B InstrumentationDocument340 pages208 B InstrumentationRK Singh0% (2)
- Multical® 402: Data SheetDocument20 pagesMultical® 402: Data SheetSundar RamasamyPas encore d'évaluation
- RD Family Dytronic Three-Phase StandardsDocument2 pagesRD Family Dytronic Three-Phase StandardsMiko QuijanoPas encore d'évaluation
- Esn Catalog EnglishDocument131 pagesEsn Catalog EnglishRICARDO ANDRES MORGADO PIZARROPas encore d'évaluation
- T. G. Hieronymus - Eloptic EnergyDocument30 pagesT. G. Hieronymus - Eloptic EnergyttsoaresPas encore d'évaluation
- Ee0301 Electrical and Electronics Measurements PDFDocument8 pagesEe0301 Electrical and Electronics Measurements PDFakash mishraPas encore d'évaluation
- White Paper Quantos Gravimetric enDocument20 pagesWhite Paper Quantos Gravimetric enportesfernandoPas encore d'évaluation
- Shelf Life of FoodsDocument16 pagesShelf Life of FoodsRaihanulhaque100% (3)
- Importance of CalibrationDocument8 pagesImportance of CalibrationBojana CvetkovicPas encore d'évaluation