Vous aimerez peut-être aussi
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985D'EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Pas encore d'évaluation
- Bohler Welding Thermalpower - ENGDocument24 pagesBohler Welding Thermalpower - ENGghostinshellPas encore d'évaluation
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsD'EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsPas encore d'évaluation
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionsusanwebPas encore d'évaluation
- ElectrodosDocument14 pagesElectrodosanon-635614100% (6)
- Filler Metal Selection GuideDocument2 pagesFiller Metal Selection GuideMehta Mehul100% (1)
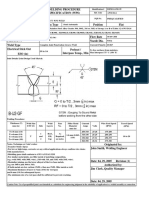
- WPS 316 L PDFDocument4 pagesWPS 316 L PDFIrinaPas encore d'évaluation
- Electrode Selection Excel ChartDocument2 pagesElectrode Selection Excel ChartMahesh Kumar100% (2)
- P 91 - Welding WPSDocument2 pagesP 91 - Welding WPSSuhailshah123475% (4)
- Electrode SelectionDocument15 pagesElectrode SelectionkarthikeyanPas encore d'évaluation
- WPS API1104 A516 GR 70Document1 pageWPS API1104 A516 GR 70Erick HoganPas encore d'évaluation
- Tungsten ElectrodesDocument2 pagesTungsten ElectrodesSyed Furqan Rehmani0% (2)
- Comparative Chart: AWS Advani Esab D & H GEE NucorweldDocument4 pagesComparative Chart: AWS Advani Esab D & H GEE NucorweldAnik Desai100% (2)
- Wps Gtaw Monel b127 b164Document2 pagesWps Gtaw Monel b127 b164Srinivasan Muruganantham67% (3)
- Section II A SA-20 - SA-20M PDFDocument45 pagesSection II A SA-20 - SA-20M PDFSocrates MoralesPas encore d'évaluation
- Weld Rod SelectionDocument2 pagesWeld Rod SelectionRads53100% (1)
- Electrode SelectionDocument1 pageElectrode SelectionVijayabaraniPas encore d'évaluation
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniPas encore d'évaluation
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Document2 pages(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Approved Welding Procedures List RegioDocument2 pagesApproved Welding Procedures List Regiogabriel__regio100% (1)
- WPS - EngineerDocument20 pagesWPS - Engineerhunghoanglong100% (1)
- WPS-Tube To Tube Sheet (SS-SS)Document2 pagesWPS-Tube To Tube Sheet (SS-SS)suria qaqcPas encore d'évaluation
- Electrode SelectionDocument85 pagesElectrode SelectionShaheen Andre Chikku100% (2)
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanPas encore d'évaluation
- Asme Ix - WPS - Gtaw Fcaw Gmaw PDFDocument1 pageAsme Ix - WPS - Gtaw Fcaw Gmaw PDFThe Welding Inspections CommunityPas encore d'évaluation
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- AWS D1.1 GuidesDocument7 pagesAWS D1.1 GuidesMuhammad FakhriPas encore d'évaluation
- Weld Map SampleDocument2 pagesWeld Map SampleKhushal TripathiPas encore d'évaluation
- All Material and Filler & PWHTDocument20 pagesAll Material and Filler & PWHTMOHANPas encore d'évaluation
- PWHT, HT, Igc, MawpDocument40 pagesPWHT, HT, Igc, Mawpsachinshirnath100% (1)
- Valve - Material EquivalentDocument3 pagesValve - Material Equivalentrenji_dannyPas encore d'évaluation
- Metrode Dissimilar Consumable SelectorDocument7 pagesMetrode Dissimilar Consumable SelectorClaudia MmsPas encore d'évaluation
- Filler Metal SelecionDocument1 pageFiller Metal SelecionMurugananthamParamasivam100% (1)
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- 4140 Material For TubeDocument2 pages4140 Material For Tubesharafudheen_sPas encore d'évaluation
- Metrode P92TP Welding ConsumablesDocument23 pagesMetrode P92TP Welding Consumablespipedown456Pas encore d'évaluation
- Gmaw Complete Aws d1.6Document1 pageGmaw Complete Aws d1.6Silvia CardenasPas encore d'évaluation
- WPS RegisterDocument2 pagesWPS RegisterdaveswinburnePas encore d'évaluation
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielPas encore d'évaluation
- Welding Electrode SelectionDocument1 pageWelding Electrode SelectionNadeemPas encore d'évaluation
- SS WPSDocument1 pageSS WPSMOHAMEDABBASPas encore d'évaluation
- Welcome To Preheat Calculation Program: C.brak@it - Fnt.hvu - NLDocument16 pagesWelcome To Preheat Calculation Program: C.brak@it - Fnt.hvu - NLKelvin Labarez100% (1)
- Mild Steel Welding ElectrodeDocument12 pagesMild Steel Welding ElectrodeVĩnh NguyễnPas encore d'évaluation
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriPas encore d'évaluation
- PQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFDocument1 pagePQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFchandraPas encore d'évaluation
- Material With Electrode SelectionDocument2 pagesMaterial With Electrode SelectionJithuJohn100% (3)
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaPas encore d'évaluation
- Welding Rod Selection 2 PDFDocument1 pageWelding Rod Selection 2 PDFPrior Drake89% (9)
- Electrode Selection Excel SheetDocument1 pageElectrode Selection Excel Sheetchandrakit047Pas encore d'évaluation
- Filler Metals Chemical Industry enDocument16 pagesFiller Metals Chemical Industry enrakeshbablooPas encore d'évaluation
- Filler Metals Chemical Industry enDocument16 pagesFiller Metals Chemical Industry enslxantoPas encore d'évaluation
- NSWE Company ProfileDocument9 pagesNSWE Company ProfileJuan RodriguezPas encore d'évaluation
- Welding ElectrodeDocument6 pagesWelding ElectrodeKapil PudasainiPas encore d'évaluation
- L2301 Field Sketch PackageDocument6 pagesL2301 Field Sketch PackageMuhsen KhanPas encore d'évaluation
- Burndy CatalogDocument79 pagesBurndy CatalogRoger Carlos100% (1)
- Rowsub Des (Jis) Des (Astm) Classsch Size Unit راك روتسد هرامش TotalDocument18 pagesRowsub Des (Jis) Des (Astm) Classsch Size Unit راك روتسد هرامش TotalfkhajehPas encore d'évaluation
- Note & ReportDocument40 pagesNote & Reportvinkumar_hbtiPas encore d'évaluation
- Electrodes Consumables PDFDocument2 pagesElectrodes Consumables PDFravi00098Pas encore d'évaluation
- Bohler Bestseller Engl NTDocument28 pagesBohler Bestseller Engl NTClaudia MmsPas encore d'évaluation
- Inspection Release Note FormatDocument1 pageInspection Release Note FormatBhawnaPas encore d'évaluation
- StopperPlug PL070223NADocument1 pageStopperPlug PL070223NAranjith_007Pas encore d'évaluation
- Seven Basic Tools of Quality Control: The Appropriate Techniques For Solving Quality Problems in The OrganizationsDocument11 pagesSeven Basic Tools of Quality Control: The Appropriate Techniques For Solving Quality Problems in The Organizationssowmya.mas1542Pas encore d'évaluation
- Address 28.02.2024Document2 pagesAddress 28.02.2024ranjith_007Pas encore d'évaluation
- ColoringDocument18 pagesColoringranjith_007Pas encore d'évaluation
- 0589 TMCXQSTX Bg080623naDocument2 pages0589 TMCXQSTX Bg080623naranjith_007Pas encore d'évaluation
- Bolt Torque ReportDocument1 pageBolt Torque Reportranjith_007Pas encore d'évaluation
- ASME Project PlanDocument1 pageASME Project Planranjith_007Pas encore d'évaluation
- EN 60079 Terminal BoxDocument9 pagesEN 60079 Terminal Boxranjith_007Pas encore d'évaluation
- EN 60079 Terminal BoxDocument9 pagesEN 60079 Terminal Boxranjith_007Pas encore d'évaluation
- Team Leader Hotel BookingDocument3 pagesTeam Leader Hotel Bookingranjith_007Pas encore d'évaluation
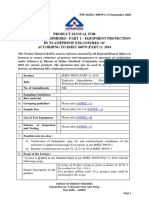
- Product Manual For Explosive Atmospheres - Part 1 - Equipment Protection by Flameproof Enlcosures "D" ACCORDING TO IS/IEC 60079 (PART 1) : 2014Document7 pagesProduct Manual For Explosive Atmospheres - Part 1 - Equipment Protection by Flameproof Enlcosures "D" ACCORDING TO IS/IEC 60079 (PART 1) : 2014ranjith_007Pas encore d'évaluation
- Electrical CabnetDocument19 pagesElectrical Cabnetranjith_007100% (1)
- Snt-Tc-1a 2006Document22 pagesSnt-Tc-1a 2006ranjith_007Pas encore d'évaluation
- Inc 800 MTC - FlangeDocument1 pageInc 800 MTC - Flangeranjith_007100% (1)
- PTS 30.48.00.31-P (Feb 08) PDFDocument77 pagesPTS 30.48.00.31-P (Feb 08) PDFsaiful anwarPas encore d'évaluation
- Technical Application Guide Ip Codes in Accordance With Iec 60529 GBDocument9 pagesTechnical Application Guide Ip Codes in Accordance With Iec 60529 GBFrankGriffith100% (1)
- Welding Safety31650 PDFDocument21 pagesWelding Safety31650 PDFFikri RahimPas encore d'évaluation
- Client: PMC: Contractor:: EIL Review CodeDocument3 pagesClient: PMC: Contractor:: EIL Review Coderanjith_007Pas encore d'évaluation
- Inc 800 MTC - FlangeDocument1 pageInc 800 MTC - Flangeranjith_007100% (1)
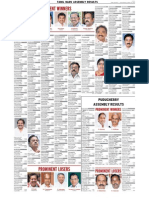
- TnelectionresultsDocument2 pagesTnelectionresultsranjith_007Pas encore d'évaluation
- Travel OrderDocument2 pagesTravel OrderStephen EstalPas encore d'évaluation
- Topic 3 - Analyzing The Marketing EnvironmentDocument28 pagesTopic 3 - Analyzing The Marketing Environmentmelissa chlPas encore d'évaluation
- Materials Selection in Mechanical Design - EPDF - TipsDocument1 pageMaterials Selection in Mechanical Design - EPDF - TipsbannetPas encore d'évaluation
- MBF100 Subject OutlineDocument2 pagesMBF100 Subject OutlineMARUTI JEWELSPas encore d'évaluation
- DWDMDocument41 pagesDWDMKarthik KompelliPas encore d'évaluation
- BERKLYNInformation SheetDocument6 pagesBERKLYNInformation SheetvillatoreubenPas encore d'évaluation
- Biology Concepts and Applications 9th Edition Starr Solutions ManualDocument9 pagesBiology Concepts and Applications 9th Edition Starr Solutions Manualscarletwilliamnfz100% (31)
- 20131022-Additive Manufacturing & Allied Technologies, PuneDocument56 pages20131022-Additive Manufacturing & Allied Technologies, Puneprakush_prakushPas encore d'évaluation
- Unknown 31Document40 pagesUnknown 31Tina TinaPas encore d'évaluation
- Applied Social Research A Tool For The Human Services 9th Edition Monette Test Bank 1Document36 pagesApplied Social Research A Tool For The Human Services 9th Edition Monette Test Bank 1wesleyvasquezmeoapcjtrb100% (25)
- English 7 q3 Week2 Daily Lesson LogDocument5 pagesEnglish 7 q3 Week2 Daily Lesson LogKILVEN MASIONPas encore d'évaluation
- Read The Text and Answer The QuestionsDocument5 pagesRead The Text and Answer The QuestionsDanny RuedaPas encore d'évaluation
- Methods of Data Collection MSC N I YrDocument256 pagesMethods of Data Collection MSC N I Yrdr.anu RkPas encore d'évaluation
- 11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004Document7 pages11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004afzal taiPas encore d'évaluation
- Personal ComputerDocument3 pagesPersonal ComputerDan Mark IsidroPas encore d'évaluation
- FWN Magazine 2018 - Leonor VintervollDocument48 pagesFWN Magazine 2018 - Leonor VintervollFilipina Women's NetworkPas encore d'évaluation
- OpenGL in JitterDocument19 pagesOpenGL in JitterjcpsimmonsPas encore d'évaluation
- MCQs + SEQs Medical Physics Midterm Exam Paper-Fall 2020Document3 pagesMCQs + SEQs Medical Physics Midterm Exam Paper-Fall 2020Ali Nouman100% (1)
- How To Measure Light Levels and Lux LevelsDocument4 pagesHow To Measure Light Levels and Lux LevelsAngelo PalamingPas encore d'évaluation
- Rubber DamDocument78 pagesRubber DamDevanshi Sharma100% (1)
- Omegas Prezentacija 01Document20 pagesOmegas Prezentacija 01Predrag Djordjevic100% (1)
- Rated Operational Current: InstructionsDocument12 pagesRated Operational Current: InstructionsJhon SanabriaPas encore d'évaluation
- Inkolo Namasiko Kuyamakha Umuntu - Brainly - inDocument1 pageInkolo Namasiko Kuyamakha Umuntu - Brainly - inxqxfkqpy5qPas encore d'évaluation
- 10.ULABs Presentation Camiguin FinalDocument55 pages10.ULABs Presentation Camiguin FinalKaren Feyt MallariPas encore d'évaluation
- Digital Economy 1Document11 pagesDigital Economy 1Khizer SikanderPas encore d'évaluation
- CP R80.10 Installation and Upgrade GuideDocument246 pagesCP R80.10 Installation and Upgrade GuideAlejandro OrtìzPas encore d'évaluation
- SITXWHS001 - Participate in Safe Work Practices Student GuideDocument42 pagesSITXWHS001 - Participate in Safe Work Practices Student GuideMarianne FernandoPas encore d'évaluation
- UN Layout Key For Trade DocumentsDocument92 pagesUN Layout Key For Trade DocumentsСтоян ТитевPas encore d'évaluation
- Chapter-4 Conditional and Iterative Statements in PythonDocument30 pagesChapter-4 Conditional and Iterative Statements in Pythonashishiet100% (1)
- Mechanical Vibration and Oscillation in Transmission LinesDocument27 pagesMechanical Vibration and Oscillation in Transmission LinesChhatrapal SinghPas encore d'évaluation