Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- ABAP Statements For BWDocument19 pagesABAP Statements For BWtobinthomas.thomas8553Pas encore d'évaluation
- Coal Analyses (Proximate and Ultimate) From The Delta Junction Area, AlaskaDocument13 pagesCoal Analyses (Proximate and Ultimate) From The Delta Junction Area, AlaskaSuresh VaddePas encore d'évaluation
- AbstractDocument4 pagesAbstractSuresh VaddePas encore d'évaluation
- Water BalanceDocument3 pagesWater BalanceSuresh VaddePas encore d'évaluation
- Combustion Process With Def.Document11 pagesCombustion Process With Def.Suresh VaddePas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- 4 LJ Energy ModelDocument30 pages4 LJ Energy Modelbobbyy222Pas encore d'évaluation
- SLOvenia Invites You!Document28 pagesSLOvenia Invites You!Finance100% (1)
- Performance Curve: 2 PUMPS-60HZDocument1 pagePerformance Curve: 2 PUMPS-60HZWael BadriPas encore d'évaluation
- Arctic Cat Snowmobile Service Repair Manual 1999-2000Document643 pagesArctic Cat Snowmobile Service Repair Manual 1999-2000Steven Antonio100% (5)
- Aa5tb Magnetic Loop v1Document9 pagesAa5tb Magnetic Loop v1api-3839541Pas encore d'évaluation
- 2.7 Valve Block Oil: 567802 Ref Part No Description - 08 NotesDocument2 pages2.7 Valve Block Oil: 567802 Ref Part No Description - 08 NotesPrinceSadhotraPas encore d'évaluation
- Sugar Industry PrimerDocument38 pagesSugar Industry PrimerDody IrawanPas encore d'évaluation
- Thermodynamics Applications in Chemical Engineerings and The Petroleum Industry, Jean Vidal, TecDocument406 pagesThermodynamics Applications in Chemical Engineerings and The Petroleum Industry, Jean Vidal, Tecphantanthanh100% (2)
- Section 15250 - Mechanical InsulationDocument8 pagesSection 15250 - Mechanical Insulationrizviabbas2012Pas encore d'évaluation
- Mvot Fso Orkid Close-Out Report Ex Database - SignedDocument170 pagesMvot Fso Orkid Close-Out Report Ex Database - Signedhai dang maiPas encore d'évaluation
- DBGVC 437 - 8af": Customer Part No. JD403F-206 Z LDocument2 pagesDBGVC 437 - 8af": Customer Part No. JD403F-206 Z LMiguel RojasPas encore d'évaluation
- 2.1 CPRS, DRS, CGS, Steel PipelineDocument31 pages2.1 CPRS, DRS, CGS, Steel PipelinePawan Chaturvedi50% (4)
- Criostato CM1850 - en PDFDocument50 pagesCriostato CM1850 - en PDFJuan Carlos Terrones NuñezPas encore d'évaluation
- Unit 2B.1Document16 pagesUnit 2B.1PualeilehuaPas encore d'évaluation
- GLA100Document2 pagesGLA100Al De LeonPas encore d'évaluation
- Solid Waste Management Tech - Tracxn Feed Report - 09 Dec 2021Document70 pagesSolid Waste Management Tech - Tracxn Feed Report - 09 Dec 2021ElephantPas encore d'évaluation
- Pump Head CalculationDocument6 pagesPump Head CalculationSHANTANU PATHAKPas encore d'évaluation
- Siemons - Cello Bowing TechniqueDocument15 pagesSiemons - Cello Bowing TechniqueMassa Awaj100% (2)
- The Greening of Wal Mart's Supply ChainDocument8 pagesThe Greening of Wal Mart's Supply ChainmuputismPas encore d'évaluation
- Solenoid Valve 3V Series Air Valve 3A Series: Pneumatic PneumaticDocument8 pagesSolenoid Valve 3V Series Air Valve 3A Series: Pneumatic PneumaticVivin Welroy RodriguesPas encore d'évaluation
- Nike Case StudyDocument6 pagesNike Case Studyapi-361156846100% (1)
- Biorefining-Business PlanDocument18 pagesBiorefining-Business PlanNida FarrukhPas encore d'évaluation
- Chapter 19 Weather Patterns and Severe StormsDocument7 pagesChapter 19 Weather Patterns and Severe StormsTherese Jan MangussadPas encore d'évaluation
- Diagramas Electricos Waukesaha - MergedDocument76 pagesDiagramas Electricos Waukesaha - MergedivanPas encore d'évaluation
- Radiography Procedure RNDTDocument27 pagesRadiography Procedure RNDTrashmibetuPas encore d'évaluation
- Sekiro: See Runtime Message Report For Warning MessagesDocument1 pageSekiro: See Runtime Message Report For Warning MessagesĐinh Hoàng ViệtPas encore d'évaluation
- The Hyperloop: The Future of TransportationDocument32 pagesThe Hyperloop: The Future of Transportationbcgg86% (14)
- A320LEAP1A-B12-0008.7 Oil R1 220517Document82 pagesA320LEAP1A-B12-0008.7 Oil R1 220517simsimsomPas encore d'évaluation
- DS CatalogueDocument6 pagesDS CatalogueDMA ASIAPas encore d'évaluation
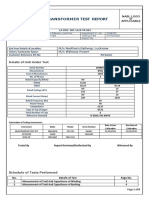
- Transformer Test Report: LA DOC. NO: LA-R-TR-003Document8 pagesTransformer Test Report: LA DOC. NO: LA-R-TR-003mayur dhandePas encore d'évaluation