Vous aimerez peut-être aussi
- Sec CCP 2007 Si MPDocument17 pagesSec CCP 2007 Si MPbabibenPas encore d'évaluation
- Cotation Fonctionnelle-2Document2 pagesCotation Fonctionnelle-2abdourazg100% (1)
- Chapitre 6 - La TorsionDocument19 pagesChapitre 6 - La TorsionBadr-eddineBounouPas encore d'évaluation
- Correction Des Travaux Dirrigã©sDocument7 pagesCorrection Des Travaux Dirrigã©smed touailab100% (2)
- Les Liaisons MécaniquesDocument18 pagesLes Liaisons MécaniquesTito FcbPas encore d'évaluation
- Extrait 42367210Document116 pagesExtrait 42367210Marwan JBPas encore d'évaluation
- RAPPORT TP PICos18 G6 LASRI OULAASRIDocument28 pagesRAPPORT TP PICos18 G6 LASRI OULAASRIYassine OULAASRIPas encore d'évaluation
- Filtres Passe BasDocument16 pagesFiltres Passe BasABDELNASSERPas encore d'évaluation
- Examen de FiabilitéDocument2 pagesExamen de FiabilitéAbderrahim AskoukPas encore d'évaluation
- A2. DérivabilitéDocument7 pagesA2. DérivabilitéSamou_haaPas encore d'évaluation
- Absorbeur DynamiqueDocument6 pagesAbsorbeur DynamiqueifatiPas encore d'évaluation
- Train Valseur Dernière PageDocument6 pagesTrain Valseur Dernière PageNaoufel Fares100% (1)
- 8224 Sujet U2Document23 pages8224 Sujet U2Zacharia Lakhal100% (1)
- RMChap2 (IntroductionRM) Exemple SupDocument3 pagesRMChap2 (IntroductionRM) Exemple Supcephas NtonkokaPas encore d'évaluation
- Projet MATLAB - FFT, Ifft Et FftshiftDocument3 pagesProjet MATLAB - FFT, Ifft Et FftshiftsaritaPas encore d'évaluation
- Laplace InverseDocument2 pagesLaplace Inversehmdaoui anass100% (1)
- Exercices Chap I PropagationDocument2 pagesExercices Chap I PropagationPat Le GrandPas encore d'évaluation
- Epreuve Constr Meca T1 1er GR 2023Document6 pagesEpreuve Constr Meca T1 1er GR 2023josias zinsouPas encore d'évaluation
- InterpolationDocument72 pagesInterpolationHsen MacheyPas encore d'évaluation
- Torseur de CohesionDocument10 pagesTorseur de CohesionlamiabejaouiPas encore d'évaluation
- CCP Tsi Si 2016eDocument30 pagesCCP Tsi Si 2016ekamalPas encore d'évaluation
- Chapitre II Grafcet 1 PDFDocument11 pagesChapitre II Grafcet 1 PDFChakib Titoussa100% (1)
- Mec 628Document6 pagesMec 628Aja YlPas encore d'évaluation
- Devoir Griffe de TourDocument3 pagesDevoir Griffe de TourMama Samba SALLPas encore d'évaluation
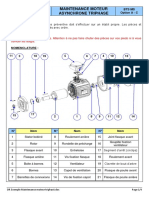
- DR Exemple Maintenance Moteur TriphaséDocument4 pagesDR Exemple Maintenance Moteur Triphaséعماد الدين الغريبPas encore d'évaluation
- TD 4Document7 pagesTD 4MustaphaPas encore d'évaluation
- Propos TG BTS Electromecanique Sidy Seye 2021-2022Document8 pagesPropos TG BTS Electromecanique Sidy Seye 2021-2022Ndeye Gnima MbayePas encore d'évaluation
- Cours Cinmatique MVT Plan EquiprojectivitDocument2 pagesCours Cinmatique MVT Plan EquiprojectivitsallsmartPas encore d'évaluation
- Examen - Oran 2016Document3 pagesExamen - Oran 2016Mahfoud OmarPas encore d'évaluation
- Miroir de Fresnel PDFDocument6 pagesMiroir de Fresnel PDFYASSER ELKABIDIPas encore d'évaluation
- 4-Les FreinsDocument13 pages4-Les FreinsChokri AtefPas encore d'évaluation
- TD Systèmes Logiques Avec CorrectionDocument72 pagesTD Systèmes Logiques Avec Correctionsoumaya benahmedPas encore d'évaluation
- CM7-CONAN - Roulement Oblique VFDocument70 pagesCM7-CONAN - Roulement Oblique VFAntonin Donnadieu0% (1)
- Polycopie MEFDocument106 pagesPolycopie MEFoummenalPas encore d'évaluation
- Cours TriphasesDocument4 pagesCours TriphasesHatem LaajiliPas encore d'évaluation
- TpelectroniqueDocument11 pagesTpelectroniqueMohamed Amine Boulawdhen100% (1)
- Exercice Theoreme de Thevenin PDFDocument2 pagesExercice Theoreme de Thevenin PDFAndrewPas encore d'évaluation
- Exercices Avec Solution StatiqueDocument5 pagesExercices Avec Solution StatiqueJérémy LobetPas encore d'évaluation
- Syllabus Cours D'analyse Des StructuresDocument3 pagesSyllabus Cours D'analyse Des StructuresJames DesulmaPas encore d'évaluation
- Engrennage Ptsi Cours RappelsDocument33 pagesEngrennage Ptsi Cours RappelsCéline LuttiPas encore d'évaluation
- TD1-Porte D'autobusDocument5 pagesTD1-Porte D'autobusLucas PagesPas encore d'évaluation
- Technologie Des Chaines de Production Et GPDocument94 pagesTechnologie Des Chaines de Production Et GPParc Elyes100% (2)
- 151 Exercice Pi Avance Phase PDFDocument3 pages151 Exercice Pi Avance Phase PDFZakaria BdrPas encore d'évaluation
- Auto PB-F1+Document7 pagesAuto PB-F1+Dayang DayangPas encore d'évaluation
- Devoir de Contrôle N°1 - Technologie Unité Flexible de Production - 3ème Technique (2014-2015) MR Elhadhri Ahmed PDFDocument9 pagesDevoir de Contrôle N°1 - Technologie Unité Flexible de Production - 3ème Technique (2014-2015) MR Elhadhri Ahmed PDFHichem HamdiPas encore d'évaluation
- 01programme 2STM PDFDocument9 pages01programme 2STM PDFMajda El-aouniPas encore d'évaluation
- Introduction À La Fabrication MécaniqueDocument14 pagesIntroduction À La Fabrication MécaniqueAnonymous 9qKdViDP4Pas encore d'évaluation
- Rappel Etude Des Arbres de TransmissionDocument35 pagesRappel Etude Des Arbres de TransmissionKaly SIDIBEPas encore d'évaluation
- Rattrapage 2002-2003Document8 pagesRattrapage 2002-2003Gumball 3303Pas encore d'évaluation
- Semestre 1 Master: Fabrication Mécanique Et Productique: IntituléDocument71 pagesSemestre 1 Master: Fabrication Mécanique Et Productique: IntituléSamir Rimas100% (1)
- Shared FilesDocument8 pagesShared FilesExode Christ GuiellePas encore d'évaluation
- Examen Si 2 Bac Ste 2011 Session Normale CorrigeDocument7 pagesExamen Si 2 Bac Ste 2011 Session Normale Corrigeachaboy1Pas encore d'évaluation
- 03 Statique AnalytiqueDocument5 pages03 Statique Analytiquewilliandry NDJEWEPas encore d'évaluation
- Épreuve Science de L'ingénieurDocument4 pagesÉpreuve Science de L'ingénieurammiwesterPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Exam Mei2 Gestion Mce2 9jan2020Document5 pagesExam Mei2 Gestion Mce2 9jan2020TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Exam Mip2 Meth de Mce Et Fiabilite 9jan2020Document5 pagesExam Mip2 Meth de Mce Et Fiabilite 9jan2020TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Exam Mip2 TMCEM 9jan2020Document5 pagesExam Mip2 TMCEM 9jan2020TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- LP Msi - ADD - Chap2 - Diagnostic - 20-1-23Document12 pagesLP Msi - ADD - Chap2 - Diagnostic - 20-1-23TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Syllabus MH PDFDocument223 pagesSyllabus MH PDFabderrazek righiPas encore d'évaluation
- Exam II2 Régulation Et Ass 9jan2020Document4 pagesExam II2 Régulation Et Ass 9jan2020TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Exam Mei2 FOND Maince2 9jan2020Document5 pagesExam Mei2 FOND Maince2 9jan2020TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Syllabus MH PDFDocument223 pagesSyllabus MH PDFabderrazek righiPas encore d'évaluation
- IIA - TD 1 Circuit Électrique - 26-10-22Document3 pagesIIA - TD 1 Circuit Électrique - 26-10-22TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- IIA - Circuit Électrique - Chap3 - REGIME SINUSOIDAL 23-11-22Document10 pagesIIA - Circuit Électrique - Chap3 - REGIME SINUSOIDAL 23-11-22TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- TD 1 Gest Prod Et STCK - Chap1 - 11-11-21Document1 pageTD 1 Gest Prod Et STCK - Chap1 - 11-11-21TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- IIA - TD 2 Circuit Électrique - 04-11-22Document7 pagesIIA - TD 2 Circuit Électrique - 04-11-22TECHNOLOGIES MODERNES DU CAMEROUN100% (1)
- IIA - Circuit Électrique - Chap2 - 03-11-22Document13 pagesIIA - Circuit Électrique - Chap2 - 03-11-22TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- cc1 - LP MSI - Gestion Mce - Couts 09 - 4 - 2021Document3 pagescc1 - LP MSI - Gestion Mce - Couts 09 - 4 - 2021TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- RATTRAPAGE Sem1 MSE-TEL Circuit Électrique JAN2019Document3 pagesRATTRAPAGE Sem1 MSE-TEL Circuit Électrique JAN2019TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- IIA - Circuit Électrique - 26-10-22Document10 pagesIIA - Circuit Électrique - 26-10-22TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- CC Régulation Et Ass 6déc2020Document3 pagesCC Régulation Et Ass 6déc2020TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- IIA - Régulation Et Asszervissement - Chap3 - Schema Bloc - 20 Oct 22Document4 pagesIIA - Régulation Et Asszervissement - Chap3 - Schema Bloc - 20 Oct 22TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- OUTILS Planif Et Ordonnancem - Mava - ETUDIANT - 15déc21Document5 pagesOUTILS Planif Et Ordonnancem - Mava - ETUDIANT - 15déc21TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Mei2 - Mav2 - Maintenabilite - Disponibilite - EtudiantDocument14 pagesMei2 - Mav2 - Maintenabilite - Disponibilite - EtudiantTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Outil D'aide À La MceDocument10 pagesOutil D'aide À La MceTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Temps en MaintenanceDocument6 pagesTemps en MaintenanceTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- LP Gim - Metrologie - Caracteristiques MetrologiquesDocument10 pagesLP Gim - Metrologie - Caracteristiques MetrologiquesTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Bts GMP - MAVA - Gestion de La Mce - 22-10-21Document4 pagesBts GMP - MAVA - Gestion de La Mce - 22-10-21TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Mei2 - Mip2 - Fiabilité - Etude Du Comportement Du MatérielDocument24 pagesMei2 - Mip2 - Fiabilité - Etude Du Comportement Du MatérielTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- LP GIM - METROLOGIE - 1nov 21Document10 pagesLP GIM - METROLOGIE - 1nov 21TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- TD Mce Msi1 19dec20Document2 pagesTD Mce Msi1 19dec20TECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- TD Fiabilite - Maintenablite - Systeme ComposesDocument4 pagesTD Fiabilite - Maintenablite - Systeme ComposesTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- IIA - Régulation Et Asszervissement - Chap4 - Réponse TemporelleDocument7 pagesIIA - Régulation Et Asszervissement - Chap4 - Réponse TemporelleTECHNOLOGIES MODERNES DU CAMEROUNPas encore d'évaluation
- Charge ConcentréeDocument3 pagesCharge ConcentréeKerby Pierre LouisPas encore d'évaluation
- Étapes de Résolution de Problèmes 2024Document2 pagesÉtapes de Résolution de Problèmes 2024Guillaume AuclairPas encore d'évaluation
- Theorie de HertzDocument5 pagesTheorie de HertzkahhaPas encore d'évaluation
- c3 03 Demarreur Electrique - Mise en Page 1Document10 pagesc3 03 Demarreur Electrique - Mise en Page 1swakkPas encore d'évaluation
- Contrôle Des Travaux Pratiques en Utilisant Le LogicielDocument19 pagesContrôle Des Travaux Pratiques en Utilisant Le LogicielSOUKAINA HANINEPas encore d'évaluation
- Performances Des CompresseursDocument49 pagesPerformances Des CompresseursDalila Ammar100% (1)
- NFP18-717 - Application de l'EC2 - Méthode Simplifiée PoteauxDocument2 pagesNFP18-717 - Application de l'EC2 - Méthode Simplifiée PoteauxHammoutiPas encore d'évaluation
- Manuel D'instructions T500 - FRDocument88 pagesManuel D'instructions T500 - FRcristianPas encore d'évaluation
- Cinétique - Solide - Chapitre 2Document18 pagesCinétique - Solide - Chapitre 2HaniPas encore d'évaluation
- Les VannesDocument2 pagesLes Vannesbyrnndi worldPas encore d'évaluation
- Sommaire Aide-Mémoire Résistance Des MatériauxDocument4 pagesSommaire Aide-Mémoire Résistance Des MatériauxLe Moniteur BoutiquePas encore d'évaluation
- 01aérodynamique v13Document15 pages01aérodynamique v13Lucas DespreauxPas encore d'évaluation
- TD1 Statique 2Document5 pagesTD1 Statique 2Oumaima ChanchanPas encore d'évaluation
- TD3 Comm Mach 23Document4 pagesTD3 Comm Mach 23Zeynep ZnoubaPas encore d'évaluation
- Premiere Ergo PhysiqueDocument57 pagesPremiere Ergo PhysiqueJimmy HaddadPas encore d'évaluation
- Chimie: Première Partie: Étude de La Pile Zinc-NickelDocument2 pagesChimie: Première Partie: Étude de La Pile Zinc-Nickelyaasir ouukesoPas encore d'évaluation
- Analogie Entre Les Oscillations Électriques Et Les Oscillations MécaniquesDocument2 pagesAnalogie Entre Les Oscillations Électriques Et Les Oscillations Mécaniqueslinda Ben AttiaPas encore d'évaluation
- Fonction Mécanique LiaisonDocument11 pagesFonction Mécanique LiaisonmoihaPas encore d'évaluation
- Calcul Bassin Et Piscine, P...Document8 pagesCalcul Bassin Et Piscine, P...elimnasrPas encore d'évaluation
- Rapport Efficacité Energetique Appliquée À La Machine ThermiqueDocument20 pagesRapport Efficacité Energetique Appliquée À La Machine ThermiquentissarPas encore d'évaluation
- Rapport TP Étude D'un VenturiDocument13 pagesRapport TP Étude D'un VenturiOumaima100% (1)
- CiatDocument7 pagesCiatlahcen_bahassouPas encore d'évaluation
- Chapitre III HydrodynamiqueDocument9 pagesChapitre III HydrodynamiqueAlaa BenzoPas encore d'évaluation
- DX900 Manuel Ref. 3 Février 2014 Version Française PDFDocument51 pagesDX900 Manuel Ref. 3 Février 2014 Version Française PDFNacer Nacer100% (1)
- RPRRL21SPD400-Reducteur Stabilisateur Pression Aval Type E2115-00Document11 pagesRPRRL21SPD400-Reducteur Stabilisateur Pression Aval Type E2115-00jdPas encore d'évaluation
- Cours Ouvrages Hydrauliques-6Document10 pagesCours Ouvrages Hydrauliques-6Issam ElmaaniPas encore d'évaluation
- Note de Calcul Du Systeme TelepheriqueDocument26 pagesNote de Calcul Du Systeme Telepheriqueebey_endunPas encore d'évaluation
- Benson Physique Mecanique Chapitre 8 PDFDocument16 pagesBenson Physique Mecanique Chapitre 8 PDFWalid Fortas100% (1)
- Compte Rendu TP Couche LimiteDocument12 pagesCompte Rendu TP Couche Limitekhalfallah hamzaPas encore d'évaluation
- Suite Cours LagrangeDocument3 pagesSuite Cours Lagrangeadem bengharsaPas encore d'évaluation