Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- AIChE 2011 NSDC Problem StatementDocument16 pagesAIChE 2011 NSDC Problem Statementcmm4671Pas encore d'évaluation
- GC2 Plannig The SystemDocument18 pagesGC2 Plannig The SystemdfmolinaPas encore d'évaluation
- Chemistry CH - 2 Part-IDocument4 pagesChemistry CH - 2 Part-IDr. Abdul Haq BalochPas encore d'évaluation
- Ibrahiiiiim Rep. Conradson Carbon ResidueDocument7 pagesIbrahiiiiim Rep. Conradson Carbon ResidueIbrahim Dewali100% (2)
- Book 1Document3 pagesBook 1DILPas encore d'évaluation
- MSC Thesis 1976 Mathematical Model of The SL RN Direct Reduction Process PDFDocument203 pagesMSC Thesis 1976 Mathematical Model of The SL RN Direct Reduction Process PDFJorge EcheverriPas encore d'évaluation
- HW2 AcroleinDocument7 pagesHW2 AcroleinMeng LopezPas encore d'évaluation
- 8.8 Nitric AcidDocument7 pages8.8 Nitric AcidAshkan AbbasiPas encore d'évaluation
- Soplete Victor Mdalist 350Document1 pageSoplete Victor Mdalist 350nellyPas encore d'évaluation
- Philosophy of Mechanistic Studies:: Disproof Not ProofDocument51 pagesPhilosophy of Mechanistic Studies:: Disproof Not ProofDhanushka Madhuranga AdhikariPas encore d'évaluation
- Gerbilnow: PH: (02) 6242 0124 Email: Web SiteDocument4 pagesGerbilnow: PH: (02) 6242 0124 Email: Web SiteColin DunstanPas encore d'évaluation
- 4.3 WorksheetDocument2 pages4.3 WorksheetRegina Vela VegaPas encore d'évaluation
- Modern Petrochemicals PDFDocument179 pagesModern Petrochemicals PDFmanojkp33Pas encore d'évaluation
- Aviation Turbine Fuels, Kerosene Type (Jet A-1) : Ioc Jeta - 1Document3 pagesAviation Turbine Fuels, Kerosene Type (Jet A-1) : Ioc Jeta - 1Candida Marquez BrunPas encore d'évaluation
- Arar-Medical Gas PipeDocument3 pagesArar-Medical Gas Pipeneng oudomPas encore d'évaluation
- Heavy Oil Reservoir: University Project - II Seminar OnDocument10 pagesHeavy Oil Reservoir: University Project - II Seminar OnRahul ChandranPas encore d'évaluation
- Application Foam: Effects ConcentrateDocument5 pagesApplication Foam: Effects ConcentrateDevadoss DossPas encore d'évaluation
- Combol PDFDocument3 pagesCombol PDFJay Em Kristel MengulloPas encore d'évaluation
- Liquid-Liquid Equilibrium: Ternary SystemDocument29 pagesLiquid-Liquid Equilibrium: Ternary SystemaaaPas encore d'évaluation
- Upgrade HDK Resid HP 2008-EnglishDocument6 pagesUpgrade HDK Resid HP 2008-Englishsaleh4060Pas encore d'évaluation
- Cation 1 Reghlcr90 125 KG Anion 1 Reg Naoh 125 KG HP Floc 0,12PpmDocument1 pageCation 1 Reghlcr90 125 KG Anion 1 Reg Naoh 125 KG HP Floc 0,12PpmReny SitorusPas encore d'évaluation
- Sulfusorb 10: Data SheetDocument2 pagesSulfusorb 10: Data SheetThusith WijayawardenaPas encore d'évaluation
- 11 Blending OptimizationDocument31 pages11 Blending OptimizationferaldoPas encore d'évaluation
- 3-Plant Design - Material BalanceDocument8 pages3-Plant Design - Material BalanceAbdullahPas encore d'évaluation
- LPG Ops Manual March-2014-R2Document611 pagesLPG Ops Manual March-2014-R2Arnab Sankar Tah86% (7)
- Batch Distillation Quiz Number 1Document6 pagesBatch Distillation Quiz Number 1PRINCESS DIANNE DUG-APas encore d'évaluation
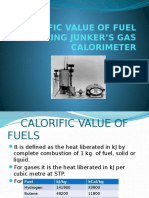
- Calorific Value of Fuel Using Junker S Gas CalorimeterDocument12 pagesCalorific Value of Fuel Using Junker S Gas Calorimeterjishnu100% (1)
- Fuels: Principles of Classification of FuelsDocument9 pagesFuels: Principles of Classification of FuelsPatrick Joshua GregorioPas encore d'évaluation
- Summary of Immiscible WAG at Tapis FieldDocument2 pagesSummary of Immiscible WAG at Tapis FieldUmmu Mus'abPas encore d'évaluation
- A Solution Contains 5 G of Urea (M2 60.05) Per 100 G of Water. What Will Be The Vapor Pressure of This Solution at 25Document21 pagesA Solution Contains 5 G of Urea (M2 60.05) Per 100 G of Water. What Will Be The Vapor Pressure of This Solution at 25Marianne Camille de Guzman100% (1)