Académique Documents
Professionnel Documents
Culture Documents
Materiais I
Transféré par
patricia_brito2005Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Materiais I
Transféré par
patricia_brito2005Droits d'auteur :
Formats disponibles
MATERIAIS I
Departamento Regional de Rondnia
2007 SENAI/RO Departamento Regional
Nenhuma parte desta publicao poder ser reproduzida sem prvia autorizao escrita do
SENAI/RO
Federao das Indstrias do Estado de Rondnia
Presidente do Sistema FIERO/SESI/SENAI/IEL
Euzbio Andr Guareschi
Diretor Regional do SENAI/RO
Vivaldo Matos Filho
Diretora de Operaes
Adir Josefa de Oliveira
Equipe Tcnica
1
Ervamary Robaina
Francisco Humberto Ferreira de Oliveira
Sergio Alves Novo
Ficha Catalogrfica
S474e
SENAI. RO. Materiais I. Porto Velho: SENAI/RO,
2007.
53 p.: il.
1. Materiais I. I Ttulo
Verso Mar. 2007
Servio Nacional de Aprendizagem Industrial
Departamento Regional de Rondnia
www.fiero.org.br / www.ro.senai.br
Rua Rui Barbosa, 1112 Arigolndia.
CEP 78902-240 Porto Velho RO
Fone: (69) 3216-3400
Fax: (69) 3216-3424/3427
1
A relao dos participantes da equipe tcnica varia de acordo com o material didtico ou documento.
UTILIZAO DE MATERIAL DIDTICO.
O SENAI deseja, por meio dos diversos materiais didticos nivelados em um
contexto nacional, aguar a sua curiosidade, responder s suas demandas de
informaes e construir links entre os diversos conhecimentos e competncias,
to importantes para sua formao profissional.
Alm dos esforos e dedicao de todo o grupo do SENAI DR/RO na
confeco de material didtico estamos tambm utilizando as obras
divulgadas no site www.senai.br/recursosdidaticos desenvolvidas por outros
Departamentos Regionais, reservados os direitos patrimoniais e intelectuais de
seus autores nos termos da Lei n. 9610, de 19/02/1998.
Tal utilizao se deve ao fato de que tais obras vm de encontro as
nossas necessidades, bem como tm a funo de enriquecer a qualidade dos
recursos didticos fornecidos aos nossos alunos como forma de aprimorar seus
conhecimentos e competncias.
Sumrio
APRESENTAO..............................................................................................................................5
1. INTRODUO................................................................................................................................6
2. OBTENO DO FERRO GUSA....................................................................................................8
3. AO .............................................................................................................................................12
4. MATERIAIS METLICOS NO FERROSOS..............................................................................22
4.1 COBRE ...................................................................................................................................22
4.2 LATO....................................................................................................................................23
4.3 BRONZE.................................................................................................................................23
4.4 METAL ANTIFRICO..........................................................................................................23
4.5 ALUMNIO ..............................................................................................................................24
5. MATERIAIS NO METLICOS ..................................................................................................25
5.1 PLSTICOS............................................................................................................................25
5.2 POLMEROS...........................................................................................................................26
5.3 BORRACHA...........................................................................................................................27
6. FUNDIO...................................................................................................................................28
7. FORJAMENTO.............................................................................................................................30
REFERNCIAS ............................... ................................................................................................33
ANEXO - PPRODUO E OBTENO DE BARRAS DE FIO DE AO PARA
CONCRETO ARMADO.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
6/33
1 1. . I In nt tr ro od du u o o
Quando da confeco de um determinado produto, deve-se, como um dos fatores
prioritrios selecionar o material adequado que o constituir.
Para tanto o material deve ser avaliado sob dois aspectos: suas qualidades
mecnicas e seu custo.
Classificao de materiais
Apresentamos abaixo uma classificao dos materiais mais comumente
utilizados, tendo cada um sua importncia e emprego definidos em funo de
suas propriedades e caractersticas.
Conhecidas as classes dos materiais passemos agora a especific-los por grupos
e emprego a que se destinam, pois todos os materiais possuem caractersticas
prprias que devemos conhecer para podermos empreg-los mais
adequadamente.
Materiais metlicos
Ao estudarmos a classe dos materiais metlicos podemos dividi-los em dois
grupos distintos: os ferrosos e os no-ferrosos.
Materiais metlicos ferrosos
Desde sua descoberta os materiais ferrosos tornaram-se de grande importncia
na construo mecnica.
Os materiais ferrosos mais importantes so:
Ao liga de F e C com C<2% - material tenaz, de excelentes propriedades, de
fcil trabalho, podendo tambm ser forjvel.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
7/33
Ferro fundido liga de F e C com 2<C<5% -material amplamente empregado na
construo mecnica, e que, mesmo no possuindo a resistncia do ao, pode
substitu-lo em diversas aplicaes, muitas vezes com grande vantagem.
Como esses materiais so fceis de serem trabalhados, com eles construda a
maior parte de mquinas, ferramentas, estruturas, bem como instalaes que
necessitam materiais de grande resistncia.
Materiais metlicos no-ferrosos
So todos os demais materiais metlicos empregados na construo mecnica.
Possuem empregos os mais diversos, pois podem substituir os materiais ferrosos
em vrias aplicaes e nem sempre podem ser substitudos pelos ferrosos.
Esses materiais so geralmente utilizados isoladamente ou em forma de ligas
metlicas, algumas delas amplamente utilizadas na construo de mquinas e
equipamentos.
Podemos dividir os no-ferrosos em dois tipos em funo da densidade:
Metais pesados ( > 5kg/dm
3
) cobre, estanho, zinco, chumbo, platina, etc.
Metais leves ( < 5kg/dm
3
) alumnio, magnsio, titnio, etc.
Normalmente, os no-ferrosos so materiais caros, logo no devemos utiliz-los
em componentes que possam ser substitudos por materiais ferrosos.
Esses materiais so amplamente utilizados em peas sujeitas a oxidao, dada a
sua resistncia, sendo muito utilizados em tratamentos galvnicos superficiais de
materiais. So tambm bastante utilizados em componentes eltricos.,
Nos ltimos anos, a importncia dos metais e suas ligas tm aumentado
consideravelmente, principalmente na construo de veculos, nas construes
aeronuticas e navais, bem como na mecnica de preciso, pois tm-se
conseguido ligas metlicas de alta resistncia e de menor peso e, com isto, tende-
se a trocar o ao e o ferro fundido por esses metais.
Materiais no-metlicos
Existem numerosos materiais no-metlicos que podem ser divididos em:
Naturais madeira, couro, fibras, etc.
Artificiais ou sintticos baquelite, celulide, acrlico, etc.
Os materiais plsticos esto sendo empregados em um nmero cada vez maior
de casos como substitutos de metais.
Da a necessidade de conhecermos um pouco mais esses materiais que vm-se
tornando uma presena constante nos campos: tcnico, cientfico, domstico, etc.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
8/33
2 2. . O Ob bt te en n o o d do o f fe er rr ro o g gu us sa a
Metais ferrosos
O ferro
O ferro no encontrado puro na natureza. Encontra-se geralmente combinado
com outros elementos formando rochas as quais d-se o nome de MINRIO.
Minrio de ferro
O minrio de ferro retirado do subsolo, porm muitas vezes encontrado
exposto formando verdadeiras montanhas.
Os principais minrios de ferro so a Hematita e Magnetita.
Para retirar as impurezas, o minrio lavado, partido em pedaos menores e em
seguida levados para a usina siderrgica.
Obteno de ferro gusa
Na usina, o minrio derretido num forno denominado ALTO FORNO.
No alto forno, j bastante aquecido, o minrio depositado em camadas
sucessivas, intercaladas com carvo coque (combustvel) e calcrio (fundente).
Estando o alto forno carregado, por meio de dispositivo especial injeta-se ar em
seu interior.
O ar ajuda a queima do carvo coque, que ao atingir 1200C derrete o minrio.
O ferro ao derreter-se deposita-se no fundo do alto forno. A este ferro d-se o
nome de ferro-gusa ou simplesmente gusa.
As impurezas ou escrias por serem mais leves, flutuam sobre o ferro gusa
derretido.
Atravs de duas aberturas especiais, em alturas diferentes so retiradas, primeiro
a escria e em seguida o ferro-gusa, que despejado em panelas chamadas
CADINHOS.
O ferro-gusa derretido levado no cadinho e despejado em formas denominadas
lingoteiras.
Uma vez resfriado, o ferro-gusa retirado da lingoteira recebendo o nome de
LINGOTE DE FERRO GUSA.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
9/33
A seguir so armazenados para receberem novos tratamentos, pois este tipo de
ferro, nesta forma, usado apenas na confeco de peas que no passaro por
processos de usinagem.
Ferro fundido
uma liga de ferro carbono que contm de 2 a 4,5% de carbono. O ferro
fundido obtido diminuindo-se a porcentagem de carbono do ferro gusa.
portanto, um ferro de segunda fuso.
A fuso de ferro gusa, para a obteno do ferro fundido, feita em fornos
apropriados sendo o mais comum o forno CUBIL.
O ferro fundido tem na sua composio maior porcentagem de ferro, pequena
porcentagem de carbono, silcio, mangans, enxofre e fsforo.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
10/33
Tipos de ferro fundido
Os tipos mais comuns de ferro fundido so o ferro fundido cinzento e o ferro
fundido branco.
Ferro fundido cinzento
Caractersticas:
Fcil de ser fundido e moldado em peas.
Fcil de ser trabalhado por ferramentas de corte.
Absorve muito bem as vibraes, condio que torna ideal para corpos de
mquinas.
Quando quebrado, sua face apresenta uma cor cinza escura, devido o carbono se
encontrar combinado com o ferro, em forma de palhetas de grafite.
Porcentagem de carbono varivel entre 3,5% a 4,5%.
Ferro fundido branco
Caractersticas:
Difcil de ser fundido.
Muito duro, difcil de ser usinado, s podendo ser trabalho com ferramenta
de corte especial.
usado apenas em peas que exijam muito resistncia ao desgaste.
Quando quebrado, sua face apresenta-se brilhante, pois o carbono
apresenta-se totalmente combinado com o ferro.
Porcentagem de carbono varivel entre 2% e 3%.
O ferro fundido cinzento, devido as suas caractersticas, tem grande
aplicao na indstria. O ferro fundido branco utilizado apenas em peas,
que requerem elevada dureza e resistncia ao desgaste.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
11/33
Desenho esquemtico do Forno Cubil
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
12/33
3 3. . A A o o
O ao um dos mais importantes materiais metlicos usados na indstria
mecnica. usado na fabricao de peas em geral.
Obtm-se o ao abaixando-se a porcentagem de carbono do ferro gusa, atravs
de fornos apropriados, denominados Bssemer, Siemens Martin e Eltricos.
A porcentagem de carbono no ao varia entre 0,05% a 1,7%.
Principais caractersticas do ao:
H duas classes gerais de aos: os aos ao carbono e os aos especiais ou ligas.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Mantenedor Mecnico - Mina
13/33
Ao ao Carbono
So os que contm alm do ferro, pequenas porcentagens de carbono,
mangans, silcio, enxofre e fsforo.
Os elementos mais importantes do ao ao carbono so o ferro e o carbono. O
mangans e silcio melhoram a qualidade do ao, enquanto que o enxofre e o
fsforo so elementos prejudiciais.
Ferro o elemento bsico da liga.
Carbono Depois do ferro, o elemento mais importante do ao.
A quantidade de carbono define a resistncia do ao.
Exemplo: Um ao com 0,5% mais resistente que um ao com 0,20% de
carbono. podem ser endurecidos por um processo de aquecimento e resfriamento
rpido denominado tmpera.
A porcentagem aproximada de carbono de um ao pode ser reconhecida na
prtica pelas fagulhas que desprendem ao ser esmerilhado.
O ao com at 0,35% de carbono, desprendem fagulhas em forma de riscos,
(Aos de baixa porcentagem de carbono).
Classificao segundo a ABNT
A fim de facilitar as interpretaes tcnicas e comerciais, a ABNT, (Associao
Brasileira de Normas Tcnicas) achou por bem dar nmeros para a designao
dos aos de acordo com a porcentagem de carbono.
Principais designaes:
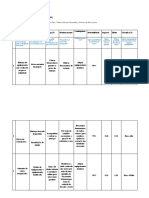
Designao Porcentagem de carbono
Ao 1006 0,08%C
1010 0,08% a 0,13% C
1020 0,18% a 0,23% C
1030 0,28% a 0,34% C
1040 0,37% a 0,44% C
1050 0,48% a 0,55% C
1060 0,55% a 0,65% C
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
14/33
Segundo a ABNT, os dois primeiros algarismos designam a classe do ao. Os
dois ltimos algarismos designam a mdia do teor de carbono empregado.
Exemplo: Ao 10 20
10 significa que 20 significa
ao ao carbono que a porcentagem
mdia de carbono
Ento, o ao 1020, um ao ao carbono, cuja porcentagem de carbono varia
entre 0,18% a 0,23%.
Formas comerciais do ao
Para os diferentes usos industriais, o ao encontrado no comrcio na forma de
vergalhes, perfilados, chapas, tubos e fios.
1) Vergalhes so barras laminadas em diversos perfis, sem tratamento
posterior laminao.
Quando se necessita de barras com formas e medidas precisas recorre-se aos
aos trefilados, que so barras que aps laminadas passam por um processo de
acabamento denominado trefilao.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
15/33
2) Perfilados So vergalhes laminados em perfis especiais tais como: L
(cantoneira), U, T, I (duplo T), Z.
Chapas So laminados planos, encontradas no comrcio nos seguintes tipos:
Chapas pretas sem acabamento aps a laminao, sendo muito
utilizadas nas indstrias.
Chapas galvanizadas recebem aps a laminao um fina camada de
zinco. So usadas em locais sujeitos a umidade, tais como calhas e
condutores, etc.
Chapas estanhadas tambm conhecidas como Folhas de Flandres ou
latas. So revestidas com uma fina camada de estanho.
So usadas principalmente na fabricao de latas de conservas devido sua
resistncia umidade e corroso.
Tubos Dois tipos de tubos so encontrados no comrcio:
Com costura Obtidas por meio de curvatura de uma chapa. Usados em
tubulaes de baixa presso, eletrodos, etc.
Sem costura Obtidos por perfurao a quente. So usados em
tubulaes de alta presso.
Os tubos podem ser pretos ou galvanizados.
Fios (arames) So encontrados em rolos podendo ser galvanizados ou
comuns.
Alguns exemplos de especificao
1) Ao laminado 1020 - 2 x 100
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
16/33
interpretao: uma barra de ao de baixa porcentagem de carbono (0,20%) com
2 de dimetro e 100mm de comprimento.
2) Ao laminado 10501 - 1 x 2 x 150
interpretao: uma barra de ao de mdio teor de carbono (0,50%) laminada
em forma retangular (chata) com as seguintes dimenses:
Resistncia ruptura
Algumas tabelas apresentam os aos classificados pela resistncia ruptura,
indicada em quilogramas por milmetro quadrado (kg/mm
2
).
Exemplo: Ao 60kg/mm
2
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
17/33
Isso significa que um fio desse ao, que tenha uma seco de 1mm
2
, rompe-se
quando se aplica em seus extremos um esforo de trao de 60kg.
Tabela de aos ao carbono e usos gerais
Ao 1006 a 1010 (Extra-macio)
Resistncia ruptura 35 a 45 kg/mm
2
Teor de carbono 0,05% a 0,15%
No adquire tmpera
Grande maleabilidade, fcil de soldar-se
Usos: chapas, fios, parafusos, tubos estirados, produtos de caldeiraria, etc.
Ao 1020 a 1030 (Macio)
Resistncia ruptura 45 a 55kg/ mm
2
Teor de carbono 0,15% a 0,30%
No adquire tmpera
Malevel e soldvel
Usos: barras laminadas e perfiladas, peas comuns de mecnica, etc.
Ao 1030 a 1040 (Meio macio)
Resistncia ruptura 55 a 65 kg/mm
2
Teor de carbono 0,30% a 0,40%
Apresenta incio de tmpera
Difcil para soldar
Usos: peas especiais de mquinas e motores, ferramentas para a agricultura,
etc.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
18/33
Ao 1040 a 1060 (Meio duro)
Resistncia ruptura 65 a 75 kg/mm
2
Teor de carbono 0,40% a 0,60%
Adquire boa tmpera
Muito difcil para soldar-se
Usos: peas de grande dureza, ferramentas de corte, molas, trilhos, etc.
Ao acima de 1060 (Duro a extra-duro)
Resistncia ruptura 75 a 100 kg/mm
2
Teor de carbono 0,60% a 1,50%
Tempera-se facilmente
No solda
Usos: peas de grande dureza e resistncia, molas, cabos, cutelaria, etc.
Aos especiais ou aos-ligas
Devido as necessidades industriais, a pesquisa e a experincia levaram
descoberta de aos especiais, mediante a adio e a dosagem de certos
elementos no ao ao carbono.
Conseguiram-se assim aos-liga com caractersticas tais como resistncia
trao e corroso, elasticidade, dureza, etc., bem melhores que a dos aos ao
carbono comuns.
Conforme as finalidades desejadas, adiciona-se ao ao-carbono um ou mais dos
seguintes elementos: nquel, cromo, mangans, tungstnio, cobalto, vandio,
silcio, molibdnio e alumnio.
Dessa forma, so obtidos aos de grande emprego nas indstrias, tais como:
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
19/33
Os tipos de aos especiais, bem como composio, caractersticas e usos
industriais so encontrados em tabelas.
Tipos de aos especiais, caractersticas e usos.
1) Aos Nquel
1 a 10% de Nquel Resistem bem a ruptura e ao choque, quando temperados e
revenidos.
Usos peas de automveis, mquinas, ferramentas, etc.
10 a 20% de Nquel Resistem bem a trao, muito duros temperveis em jato
de ar.
20 a 50% de Nquel Resistentes aos choques, boa resistncia eltrica, etc.
Usos Vlvulas de motores trmicos, resistncias eltricas, cutelaria,
instrumentos de medida, etc.
2) Aos Cromo
at 6% Cromo Resistem bem a ruptura, so duros, no resistem aos choques.
Usos Esferas e rolos de rolamentos, ferramentas, projteis, blindagens, etc.
11 a 17% de Cromo Inoxidveis.
Usos Aparelhos e instrumentos de medida, cutelaria, etc.
20 a 30% de Cromo - Resistem a oxidao, mesmo a altas temperaturas.
Usos Vlvulas de motores a exploso, fieiras, matrizes, etc.
3) Aos Cromo-Nquel
8 a 25% Cromo, 18 a 15% de Nquel Inoxidveis, resistentes ao do calor,
resistentes corroso de elementos qumicos.
Usos Portas de fornos, retortas, tubulaes de gua salinas e gases, eixos de
bombas, vlvulas e turbinas, etc.
4) Aos Mangans
7 a 20% de Mangans Extrema dureza, grande resistncia aos choques e ao
desgaste.
Usos Mandbulas de britadores, eixos de carros e vages, agulhas,
cruzamentos e curvas de trilhos, peas de dragas, etc.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
20/33
5) Aos Silcio
1 a 3% de Silcio Resistncias ruptura, elevado limite de elasticidade e
propriedades de anular o magnetismo.
Usos Molas, chapas de induzidos de mquinas eltricas, ncleos de bobinas
eltricas, etc.
6) Aos Silcio-Mangans
1 silcio, 1% de Mangans Grande resistncias ruptura e elevado limite de
elasticidade.
Usos Molas diversas, molas de automveis, de carros e vages, etc.
7) Aos Tungstnio
1 a 9% de tungstnio Dureza, resistncia ruptura, resistncia ao calor da
abraso (frico) e propriedades magnticas.
Usos Ferramentas de corte para altas velocidades, matrizes, fabricao de
ms, etc.
8) Aos Cobalto
Propriedades magnticas, dureza, resistncia ruptura e alta resistncia
abraso, (frico).
Usos ms permanentes, chapas de induzidos, etc.
No igual o ao cobalto simples.
9) Aos Rpidos
8 a 20% de tungstnio, 1 a 5% de vandio, at 8% de molibdnio, 3 a 4% de
cromo Excepcional dureza em virtude da formao de carboneto, resistncia de
corte, mesmo com a ferramenta aquecida ao rubro pela alta velocidade. A
ferramenta de ao rpido que inclui cobalto, consegue usinar at o ao-mangans
de grande dureza.
Usos Ferramentas de corte de todos os tipos para altas velocidades, cilindros
de laminadores, matrizes, fieiras, punes, etc.
10) Aos Alumnio-Cromo
0,85 a 1,20% de alumnio, 0,9 a 1,80% de cromo Possibilita grande dureza
superficial por tratamento de nitrelao (termo-qumico).
Usos Camisas de cilindro removveis de motores a exploso e de combusto
interna, virabrequins, eixos, calibres de medidas de dimenses fixas, etc.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
21/33
Em funo da composio qumica, os aos so classificados por meio de um
nmero, de quatro ou cinco dgitos, no qual cada dgito tem a funo de indicar
uma coisa. Veja a tabela da prxima pgina, que baseada nas normas
estabelecidas pela ABNT (NBR 6006).
Na ilustrao abaixo, apresentamos o esquema do processo siderrgico para
obteno do ao e do ferro fundido.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
22/33
4 4. . M Ma at te er ri ia ai is s M Me et t l li ic co os s n n o o f fe er rr ro os so os s
4.1. Cobre
A palavra cobre derivada de cuprum, que significa metal da ilha de Chipre,
onde foi descoberto em estado natural na antigidade.
Atualmente, obtido a partir de minrios, sendo os mais divulgados; os minrios
sulfurados.
O cobre possui uma cor avermelhada, peso especfico de 8,9 g/cm
3
, funde a 1084
C, ferve a 2.300 C, malevel, dctil, bom condutor de calor e eletricidade.
No se oxida ao ar seco. Ao ar mido e rico em anidrido carbnica cobre-se de
uma ptina de carboneto adquirindo uma cor esverdeada. Em ambientes com
cido sukfdrico fica preto. corrodo pela gua salgada e pelos cidos. No
serve para fundio porque pouco fluido.
As propriedades do Cu so fortemente influenciadas pelas impurezas que
contm.
O Cu encontrado comercialmente sob as seguintes formas:
Cobre eletroltico
Cobre fosforizado
Cobre com prata
Cobre arsenical (0,04 a 0,45 % de As)
Alm das propriedades anteriormente citadas, destacamos:
Trabalhvel a quente ou a frio
Soldvel
Antimagntico
empregado em instalaes eltricas, enrolamentos de mquinas e motores
eltricos, encanamentos, condensadores, destiladores, filtros, reatores,
evaporadores, tanques, alambiques, serpentinas, bombas.
O cobre forma ligas com muitos metais. As ligas mais importantes so:
Bronzes
alpacas
metais patentes
metais resistentes ao calor
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
23/33
4.2. Lato
uma liga de cobre e zinco com a quantidade mnima de 50% de cobre. A sua
cor amarela e se aproxima do cobre, quando a quantidade de cobre aumenta.
Aplicao:
usado em dobradias, material eltrico, radiadores, parafusos, buchas e etc.
Propriedades:
Pode ser laminado ou trefilado (em forma de fio) a frio e a quente, isto ,
transforma-se em chapas, fios barras e perfilados. Quando laminado ou trefilado a
frio, aumentam 1,8 a sua resistncia e a dureza.
O lato pode ser fabricado em diversas durezas:
Macio
Semiduro
Duro
4.3. Bronze
uma liga de cobre, estanho e outros metais como chumbo e zinco, sendo 60% a
quantidade mnima de cobre
Aplicao:
usado na fabricao de vlvulas de alta presso, porcas dos fusos das
mquinas, rodas dentadas, parafusos sem-fim, buchas e outras peas.
Propriedades:
Possuem segundo sua liga, boas caractersticas de deslizamento e de
condutibilidade eltrica. So resistentes corroso e ao desgaste.
Classificao:
Bronze de estanho
Bronze de alumnio
Bronze de mangans
Bronze de chumbo
Bronze de zinco
Bronze fosforoso
4.4. Metal Antifrico
uma liga de estanho, antimnio e cobre. As quantidades so: 5% de cobre, 85%
de estanho e 10% de antimnio.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
24/33
Propriedades:
um metal antifrico e resistente ao desgaste
Aplicao:
empregado em casquilhos para bielas de motores de automvel e em buchas
para mancais deslizantes.
4.5. Alumnio
o metal no ferroso mais consumido na industria. As principais razes do
grande emprego do AL so a sua leveza e a sua resistncia.
O AL quimicamente puro, alm de no encontrar aplicaes na construo de
elementos de mquinas ou de estruturas, difcil de se obter. Considera-se
tecnicamente puro, o metal com 99/99,5% AL e o restante de impurezas, entre as
quais se destacam o Fe e Si.
Fazem parte do grupo de ligas de AL de grandes aplicaes, as ligas de Al-
Mns(aluman) e Al-Mg(peraluman) que constituem uma numerosa srie de ligas
para fundio e para semi-acabados ( laminados, trefilados, extrudidos...),
amplamente usados na indstria automobilstica e aeronutica.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
25/33
5 5. . M Ma at te er ri ia ai is s n n o o m me et t l li ic co os s
5 5. .1 1. . P Pl l s st ti ic co os s
Os materiais plticos so compostos de resinas naturais ou resinas sintticas.
Quase todas as resinas plsticas so de natureza orgnicas, tendo sua
composio H,C,O,N. As matrias-primas para fabricao dos matrias plsticos
provm do carvo mineral, do petrleo ou de produtos vegetais.
H duas categorias:
Termoplsticos
Comeam a amolecer a partir de 60 C podendo ser ento moldados sem
qualquer alterao de sua estrutura qumica.
Exemplos: acrlicos, celulsicaos, fluocarbonos, nylon, polietileno, poliestirenos,
polivinis e protenicos.
Termofixos
Sofrem alterao qumica de sua estrutura quando moldados e no podem ser
amolecidos novamente pelo calor para uma operao de reforma. Suas
temperaturas de moldagem so muito mais altas que a dos termoplsticos. Por
outro lado, o produto acabado resiste a temperaturas muito altas, sem
deformao.
Exemplos: alkyds, epoxides, furan, inorgnicos, melaminos, fenlicos,
polisteres, silicones e formaldenos de uria.
Os componentes dos materiais plsticos so:
Resinas
Massas
Plasticizantes
Corantes
Endurecedores
Estabilizadores.
As propriedades principais comuns a maioria dos materiais plsticos so:
Leveza
Resistncia deteriorao pela umidade
Baixa condutibilidade trmica e eltrica
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
26/33
5 5. .2 2. . P Po ol l m me er ro os s
Os principais termoplsticos obtidos por polimerizao so: os cloretos de
polivinil, os poliestirenos, os poliolefinos e os poliacetatos.
Os monmeros ativados se ligam a outros monmeros ou a molculas j
encadeadas.
Esta polimerizao intervm pelos seguintes meios:
Absoro de calor
Elevao de presso
Irradiao
Emprego de um catalisador
Podemos citar ento:
Policloreto de Vinil
Possue as seguinte qualidades e desvantagens:
Resistncia qumica particularmente elevada
Boas qualidades mecnicas e eltricas
Mau comportamento ao calor
Poliestirenos OS
Faz igualmente parte dos vinlicos, principalmente utilizado para a moldagem,
apresenta-se sob forma de granulados, utilizveis diretamente na prensa de
injetar ou nas mquinas de extruso
Poliolefino
Aplica-se moldagens industriais com ou sem ncelo metlico, tubagens e
acessrios, material de laboratrio, juntas, acessrios eletrnicos, embalagens.
Desvantagens:
Permeveis ao oxignio
No Possuem nenhum solvente
No se deixam soldar
Poliacetatos
Apresentam um coeficiente de cristalinidade elevado, que determina em grande
medida suas caractersticas fsicas. Distinguem-se por uma grande dureza,
grande rigidez, assim como uma excelente estabilidade dimensional em uma
vasta zona de temperatura.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
27/33
5.3. Borracha
A preparao da borracha natural feita a partir do ltex vegetal, material
extrado sobretudo da seringueira. O ltex, que se obtm por inciso efetuada
sobre o tronco da rvore, sofre uma retificao que o livra de sua gua e de suas
impurezas. A borracha constituda de cadeias lineares (macromolculas,
hidrocarbonetos) apresentando duplas ligaes; por vulcanizao a quente, por
meio do enxofre, criam-se ligaes transversais entre as cadeias lineares, o que
confere a este material uma certa rigidez.
Se aumentar a porcentagem de enxofre, obtm-se uma vulcanizao mais
potente, por isso, um produto cada vez mais rgido, mas tambm mais frgil; a
ebonite.A situao especial das plantaes seringueiras obrigou os fabricantes de
borracha, durante as ltimas dcadas, a criar produtos de substituio , que se
revelaram em vrios pontos superiores borracha natural.
Os polmeros e copolmeros sintticos mais comuns so: o policloropreno
(neopreno), a borracha butila, a borracha estireno butadieno e a borracha
butadieno acrilonitrilo.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
28/33
6 6. . F Fu un nd di i o o
Os processos de transformaes dos metais e ligas metlicas em peas para
utilizao em conjuntos mecnicos so inmeros e variados: voc pode fundir,
conformar mecanicamente, soldar, utilizar a metalurgia do p e usinar o
metal e, assim, obter a pea desejada. Evidentemente, vrios fatores devem ser
considerados quando se escolhe o processo de fabricao. Como exemplo,
podemos lembrar: o formato da pea, as exigncias de uso, o material a ser
empregado, a quantidade de peas que devem ser produzidas, o tipo de
acabamento desejado, e assim por diante.
Dentre essas vrias maneiras de trabalhar o material metlico, a fundio se
destaca, no s por ser um dos processos mais antigos, mas tambm porque
um dos mais versteis, principalmente quando se considera os diferentes
formatos e tamanhos das peas que se pode produzir por esse processo.
Mas, afinal, o que fundio? processo de fabricao de peas metlicas, que
consiste essencialmente em encher com metal lquido a cavidade de um molde,
com formato e medidas correspondentes aos da pea a ser fabricada.
A fundio um processo de fabricao inicial, porque permite a obteno de
peas com formas praticamente definitivas, com mnimas limitaes de tamanho,
formato e complexidade, e tambm o processo pelo qual se fabricam os
lingotes. a partir do lingote que se realizam os processos de conformao
mecnica para a obteno de chapas, placas, perfis, etc.
Sempre que se fala em fundio, as pessoas logo pensam em ferro. Mas, esse
processo no se restringe s ao ferro, no. Ele pode ser empregado com os mais
variados tipos de ligas metlicas, desde, que elas apresentem as propriedades
adequadas a esse processo, como por exemplo, temperatura de fuso e fluidez.
A fundio comeou a ser usada pelo homem mais ou menos uns 3000 a.C.
Fundiu-se primeiro o cobre, depois o bronze, e, mais recentemente, o ferro, por
causa da dificuldade em alcanar as temperaturas necessrias para a realizao
do processo. A arte cermica contribuiu bastante para isso, pois gerou as tcnicas
bsicas para a execuo dos moldes e para o uso controlado do calor j que
forneceu os materiais refratrios para a construo de fornos e cadinhos.
Sem dvida, as descobertas da Revoluo Industrial, como os fornos Cubil, os
fornos eltricos, e a mecanizao do processo, muito contriburam para o
desenvolvimento da fundio do ferro e, conseqentemente, do ao. A maioria
dos equipamentos de fundio foi concebida basicamente nesse perodo, quando
surgiram tambm os vrios mtodos de fundio centrfuga. Ao sculo XX coube
a tarefa de aperfeioar tudo isso.
Para entender melhor a importncia disso, basta lembrar que a produo de
mquinas em geral e de mquinas-ferramentas, mquinas operatrizes e agrcolas
impensvel sem a fundio.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
29/33
Levando vantagem em tudo
Estudando este mdulo sobre processos de fabricao mecnica, voc vai
perceber que esses utilizam sempre produtos semi-acabados, ou seja, chapas,
barras, perfis, tubos, fios e arames, como matria-prima. Quer dizer, existem
vrias etapas de fabricao que devem ser realizadas antes que o material
metlico se transforme em uma pea.
Por outro lado, a fundio parte diretamente do metal lquido e, no mnimo,
economiza etapas dentro do processo de fabricao. Vamos, ento, ver mais
algumas vantagens desse processo.
a) As peas fundidas podem apresentar formas externas e internas desde as mais
simples at as bem complicadas, com formatos impossveis de serem obtidos por
outros processos.
b) As peas fundidas podem apresentar dimenses limitadas somente pelas
restries das instalaes onde so produzidas. Isso, quer dizer que, possvel
produzir peas de poucos gramas de peso e com espessura de parede de apenas
alguns milmetros ou pesando muitas toneladas.
c) A fundio permite um alto grau de automatizao e, com isso, a produo
rpida e em srie de grandes quantidades de peas.
d) As peas fundidas podem ser produzidas dentro de padres variados de
acabamento (mais liso ou mais speros) e tolerncia dimensional (entre
0,2mm e 6 mm) em funo do processo de fundio usado. Por causa disso, h
uma grande economia em operaes de usinagem.
e) A pea fundida possibilita grande economia de peso, porque permite a
obteno de paredes com espessuras quase ilimitadas.
Essas vantagens demonstram a grande diversidade de peas que podem ser
produzidas e que os outros no conseguem alcanar. Para voc ter uma idia, um
automvel no poderia sair do lugar, se no fosse o motor. Nele, a maioria das
peas feita por meio de processo de fundio.
Fundio passo-a-passo
A matria-prima metlica para a produo de peas fundidas constituda pelas
ligas metlicas ferrosas (ligas de ferro e carbono) e no-ferrosas (ligas de cobre,
alumnio, zinco e magnsio)
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
30/33
7 7. . F Fo or rj ja am me en nt to o
O forjamento, um processo de conformao mecnica em que o material
deformado por martelamento ou prensagem, empregado para a fabricao de
produtos acabados ou semi-acabados de alta resistncia mecnica, destinados a
sofrer grandes esforos e solicitaes em sua utilizao.
Embora, hoje em dia, o forjamento seja feito por meio de equipamentos, o
princpio do processo continua o mesmo: aplicao individual e intermitente de
presso, quer dizer, o velho martelamento, ou ento, a prensagem.
O forjamento por martelamento feito aplicando-se golpes rpidos e sucessivos
no metal. Desse modo, a presso mxima acontece quando o martelo toca o
metal, decrescendo rapidamente de intensidade, medida que, a energia do
golpe absorvida na deformao do material. resultado que o martelamento
produz deformao principalmente nas camadas superficiais da pea, o que d
uma deformao irregular nas fibras do material. Pontas de eixo, virabrequins,
discos de turbinas so exemplos de produtos forjados fabricados por
martelamento.
No forjamento por martelamento, so usados martelos de forja que aplicam
golpes rpidos e sucessivos ao metal, por meio de uma massa de 200 a 3.000kg,
que cai livremente ou impulsionada de uma certa altura que varia entre 1 e
3,5m.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
31/33
Na prensagem, o metal fica sujeito ao da fora de compresso em baixa
velocidade e a presso atinge seu valor mximo pouco antes de ser retirada, de
modo que, as camadas mais profundas da estrutura do material so atingidas no
processo de conformao. A deformao resultante , ento, mais regular do que
a produzida pela ao dinmica do martelamento. Palhetas de turbinas e forjados
de liga leve so produtos fabricados por prensagem.
O forjamento por prensagem realizado por apenas mecnicas ou hidrulicas. As
prensas mecnicas, de curso limitado, so acionadas por eixos excntricos e
podem, aplicar cargas entre 100 e 8.000 toneladas. As prensas hidrulicas podem
ter um grande curso e so acionadas por pistes hidrulicos. Sua capacidade de
aplicao de carga fica entre 300 e 50.000 toneladas. Elas so bem mais caras
que as prensas mecnicas.
As operaes de forjamento so realizadas a quente, em temperaturas superiores
s de recristalizao do metal. importante que a pea seja aquecida
uniformemente e em temperatura adequada. Esse aquecimento feito em fornos
de tamanhos e formatos variados, relacionados ao tipo de metal usado e de
peas a serem produzidas e vo desde os fornos de cmara simples at os fornos
com controle especfico de atmosfera e temperatura. Alguns metais no-ferrosos
podem ser forjados a frio.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
32/33
Matriz aberta ou fechada?
Toda a operao de forjamento precisa de uma matriz. ela que ajuda a fornecer
o formato final da pea forjada. E ajuda a classificar os processos de forjamento,
podem ser:
Forjamento em matrizes abertas, ou forjamento livre;
Forjamento em matrizes fechadas.
As matrizes de forjamento so submetidas a altas tenses de compresso, altas
solicitaes trmicas e, ainda, a choques mecnicos. Devido a essas condies
de trabalho, necessrio que essas matrizes apresentem alta dureza, elevada
tenacidade, resistncia fadiga, alta resistncia mecnica a quente e alta
resistncia ao desgaste. Por isso, elas so feitas, em sua maioria, de blocos de
aos-liga, forjados e tratadas termicamente. Quando as solicitaes so ainda
maiores, as matrizes so fabricadas com metal duro.
No forjamento livre, as matrizes tm geometria ou formatos bastantes simples.
Esse tipo de forjamento usado quando o nmero de peas que se deseja
produzir pequeno e seu tamanho grande. o caso de eixos de navios,
turbinas, virabrequins e anis de grande porte.
A operao de forjamento livre realizada em vrias etapas. Como exemplo, a
ilustrao mostra o estiramento de uma parte de uma barra. Observe a pea
inicial (a) e o resultado final (e). A operao iniciada com uma matriz de
pequena largura. O estiramento acontece por meio da barra (b,c,d,e). A barra
girada 90 e o processo repetido (f). Para obter o acabamento mostrado em g, as
matrizes so colocadas por outras de maior largura.
Mecnica
____________________________________________________________
____________________________________________________________
Curso Tcnico em Mecnica
33/33
R Re ef fe er r n nc ci ia as s B Bi ib bl li io og gr r f fi ic ca as s
SENAI. MG. Coleo Bsica SENAI - Mecnico de Manuteno. 3 Edio. 1978.
PROVENZA, Francesco. Materiais para construo mecnicas. So Paulo. Ed.
Pro-tec.
MALISHEV, A. , NIKOLAIEV, G. , SHUVALOV, Y. Tecnologia dos metais. 2
Edio. So Paulo. Ed. Mestre Jou. 1970.
REMY, A., GAY, M. GONTHIER, R. Materiais. So Paulo. Ed. Hemus
ANEXO
ISSN 0103-9830
BT/PCC/256
Oswaldo Cascudo
Paulo Roberto do Lago Helene
So Paulo 2000
PRODUO E OBTENO DE BARRAS E
FIOS DE AO PARA CONCRETO ARMADO
Escola Politcnica da Universidade de So Paulo
Departamento de Engenharia de Construo Civil
Boletim Tcnico - Srie BT/PCC
Diretor: Prof. Dr. Antnio Marcos de Aguirra Massola
Vice-Diretor: Prof. Dr. Vahan Agopyan
Chefe do Departamento: Prof. Dr. Alex Kenya Abiko
Suplente do Chefe do Departamento: Prof. Dr. Joo da Rocha Lima Junior
Conselho Editorial
Prof. Dr. Alex Abiko
Prof. Dr. Francisco Cardoso
Prof. Dr. Joo da Rocha Lima Jr.
Prof. Dr. Orestes Marraccini Gonalves
Prof. Dr. Antnio Domingues de Figueiredo
Prof. Dr. Cheng Liang Yee
Coordenador Tcnico
Prof. Dr. Alex Abiko
O Boletim Tcnico uma publicao da Escola Politcnica da USP/Departamento de Engenharia de
Construo Civil, fruto de pesquisas realizadas por docentes e pesquisadores desta Universidade.
FICHA CATALOGRFICA
Cascudo, Oswaldo
Produo e obteno de barras e fios de ao para concreto
armado / O. Cascudo, P.R.L. Helene. -- So Paulo : EPUSP,
2000.
17 p. (Boletim Tcnico da Escola Politcnica da USP, De-
partamento de Engenharia de Construo Civil, BT/PCC/256)
1. Concreto armado 2. Ao carbono 3. Armaduras (Estrutu-
ras) I. Helene, Paulo Roberto do Lago II. Universidade de So
Paulo. Escola Politcnica. Departamento de Engenharia de
Construo Civil III. Ttulo IV. Srie
ISSN 0103-9830 CDU 693.55
669.14
624.012.454
PRODUO E OBTENO DE BARRAS E FIOS DE AO PARA
CONCRETO ARMADO
PRODUCTION OF STEEL BARS AND WIRES FOR REINFORCED
CONCRETE
OswaIdo Cascudo - Professor Doutor da Escola de Engenharia Civil da
Universidade Federal de Gois
PauIo HeIene - Professor Doutor da Escola Politcnica da Universidade
Universidade de So Paulo
RESUMO
Os objetivos deste boletim tcnico so apresentar e discutir as principais etapas
envolvidas na produo e obteno das barras e fios de ao carbono para concreto
armado, quais sejam: preparo das matrias-primas (coqueria e sinterizao), produo
do ferro-gusa (alto-forno), produo do ao (aciaria), refinamento e lingotamento, e
conformao mecnica (laminao e trefilao). Em cada item do trabalho, apresenta-
se uma descrio sumria da etapa em questo, comentando-se os aspectos mais
relevantes relativos ao processo produtivo.
ABSTRACT
The purposes of this technical report are to present and discuss the main steps existing
in the production of carbon steel bars and wires for reinforced concrete. These steps
are: prepare of the raw materials, production of pig iron (blast furnace), production of
steel (by melting), refining and casting in ingots, and mechanical working operations
(hot-rolling and cold-drawing). In each section of the work, it is presented a brief
description of the considered steps, as well as comments are made with regard to the
productive process.
PaIavras-chave: concreto armado, ao carbono, armadura, barra, fio, produo.
2
INTRODUO
A obteno do ao decorre de uma srie de operaes de transformao
metalrgica e de conformao mecnica. Em sntese, pode-se dividir sua
produo em cinco grandes etapas, a saber (DIAS, 1998): preparo das
matrias-primas (coqueria e sinterizao), produo do ferro-gusa (alto-forno),
produo do ao (aciaria), refinamento e lingotamento, e conformao
mecnica (laminao e trefilao). A Figura 1 ilustra esquematicamente os
processos para produo do ao e, nos itens a seguir, apresenta-se uma
descrio sumria de cada etapa.
Figura 1 Etapas bsicas para produo do ao. (DIAS, 1998)
3
1 PREPARO INICIAL DAS MATRIAS-PRIMAS - COQUERIA E SINTERI-
ZAO
Para a obteno do ao so necessrias duas matrias-primas principais: o
minrio de ferro
1
e o carvo mineral. O carvo mineral destina-se a fornecer
energia trmica e qumica necessrias reduo do minrio de ferro; este, por
sua vez, constitui a matria-prima fundamental para a obteno do ao.
Em relao ao carvo mineral, anteriormente sua entrada no alto-forno,
realiza-se nesta matria-prima uma operao de eliminao de impurezas
conhecida como coqueificao. Na coqueria, local onde se processa a
coqueificao (constitudo por uma srie de fornos especficos), o carvo sofre
destilao em ausncia de ar, com liberao de substncias volteis, o que se
d a uma temperatura em torno de 1300
o
C, em mdia durante 18 horas. O
produto resultante, o coque metalrgico, um resduo poroso composto
basicamente de carbono, com elevada resistncia mecnica e alto ponto de
fuso. Desta feita, o coque encaminhado ao alto-forno, enquanto finos de
coque so enviados sinterizao e aciaria. Segundo DIAS (1998), a matria-
prima mais importante na composio do custo de um alto-forno o coque,
participando com 60% do custo total dessa operao.
Similarmente ao caso do carvo, uma operao prvia feita com o minrio
bruto, antes de sua entrada no alto-forno. Esta operao chama-se
sinterizao, que nada mais do que uma aglutinao de finos de minrio,
tendo em vista teores elevados destes finos dificultarem a entrada de ar e
diminurem a velocidade com que o ar pode entrar para executar a combusto.
O processo de sinterizao em si consiste na adio de um fundente (finos de
calcrio ou areia silicosa, alm dos finos de coque) aos finos de minrio,
levando o conjunto a um forno para fundir a mistura. Aps o resfriamento e
britagem, obtm-se como resultado do processo, o snter, isto , partculas
slidas de dimenso mdia superior a 5 mm. (DIAS, 1998)
1
MINRIO DE FERRO representa o ferro presente na natureza sob a forma de xidos e
hidrxidos de ferro.
4
Com a obteno do coque e do snter, parte-se ento para a produo do ferro-
gusa, no alto-forno.
2 OBTENO DO FERRO-GUSA
O ferro-gusa um produto primrio no ciclo da produo do ao, sendo oriundo
da reduo inicial do minrio de ferro em um alto-forno. Esta reduo
resultante da combinao do carbono presente no coque com o oxignio do
minrio, em uma reao exotrmica. Em propores adequadas, conforme se
v na Figura 2, so adicionadas quantidades de minrio (na forma de snter),
coque ou carvo vegetal e um fundente, em geral o calcrio. Como o fundente
tem ponto de fuso mais baixo, ele corresponde inicialmente fase lquida da
mistura e se destina, portanto, a fluidificar as impurezas e formar uma escria
mais fusvel (COLPAERT, 1974).
Figura 2 Proporo em massa do que entra e sai de um alto-forno.
(COLPAERT, 1974)
A carga das matrias-primas slidas em questo no alto-forno (que se trata de
um forno vertical) d-se pela sua parte superior, em geral por meio de carrinhos
de um elevador inclinado, podendo tambm ocorrer mediante ponte rolante. Na
Matrias Primas
Produtos
calcrio
coque
minrio
ar
gases
gusa
escria
5
verdade, a carga ocorre em uma ante-cmara, que reduz ao mximo a perda
de gases durante essa operao.
A queima contnua do coque ou carvo vegetal, ativada pela insuflao de ar,
fornece calor necessrio fuso do material. Calor e xido de carbono vo
reduzindo o minrio de ferro, sendo que o excesso de carbono carbonata o
ferro resultante. Tem-se, ento, no estado de fuso, o gotejamento do ferro no
cadinho, na parte inferior do alto-forno. A escria, por ser mais leve que o ferro
(sua densidade da ordem de 2,7 em comparao com cerca de 7 para o
ferro), flutua no material lquido, sendo facilmente separvel atravs de orifcios
existentes a certa altura do cadinho. O ferro, por sua vez, retirado por
escoamento do lquido atravs de aberturas no fundo do cadinho.
Dessa forma, obtem-se trs produtos bsicos: o material lquido, o ento
chamado ferro-gusa; a escria de alto-forno e os gases.
O ferro gusa , portanto, um produto bruto, com teores de carbono entre 3,5 e
4,5%, que em geral esfria at se tornar slido, sendo comercializado em
blocos. Tal produto representa uma das matrias-primas obteno posterior
do ao. De acordo com COLPAERT (1974), a produo de gusa em cada 24
horas de 50 a 1000 toneladas, conforme o tamanho do alto-forno.
A escria um sub-produto inevitvel nos processos siderrgicos, sendo
constituda em sua maior parte de aluminossilicatos de clcio sob a forma
vtrea. Ela resulta da combinao dos minerais da ganga do minrio de ferro,
das cinzas do coque e o calcrio ou dolomito utilizados como fundentes, tendo
atualmente uma importante atuao no indstria cimenteira, especificamente
na obteno do cimento Portland de alto-forno, o CP III. Sua estrutura vtrea e
alta reatividade, requisitos essenciais ao seu uso no cimento, so obtidos
mediante resfriamento rpido, quando a escria vertida em tanques com
gua, os chamados tanques de granulao. O produto final ento
denominado escria granulada de alto-forno. (BATTAGIN; ESPER, s. n. t.)
6
Finalmente, os gases, ricos em monxido de carbono, saem pela parte superior
do alto-forno e so recolhidos para sua utilizao como combustvel. Antes,
porm, eles so purificados, de maneira a se retirar poeira. A Figura 3 ilustra
esquematicamente um alto-forno.
Figura 3 Representao esquemtica de um alto-forno. (DIAS, 1998)
3 PRODUO DO AO - ACIARIA
Constitui-se matria-prima produo do ao o ferro-gusa e, de maneira no
excludente, sucatas de ao ou ferro fundido. Os ferro-ligas, ou seja, ligas de
ferro com outros metais em teores relativamente elevados, tambm so
matria-prima produo do ao, sendo, em especial, destinados a servir
como adio para ajuste da composio qumica.
A partir de um ptio de sucata, este tipo de matria-prima se junta ao ferro-
gusa e, em propores adequadas, ambos so adicionados ao forno. Cabe
salientar que em funo do tipo de forno empregado e da disponibilidade de
matria-prima, s vezes s o gusa empregado e outras vezes apenas
7
refinada a sucata de ao, cabendo ao ferro-liga um uso mais restrito, mormente
quando se requer ajuste na proporo especificada.
A retirada do material do ptio da sucata se d muitas vezes atravs de
transportador dotado de eletroim, o qual, dadas as caractersticas
ferromagnticas dos aos, atrai para si a matria-prima e a conduz para
grandes recipientes conhecidos como cestes. Determinado nmero de
cestes definem uma corrida de ao slido.
A etapa seguinte ento a conduo dos cestes at o forno e a descarga da
matria-prima para queima ou calcinao. Com esta operao, cumpre-se a
finalidade da aciaria, qual seja, transformar ferro-gusa em ao.
Diversos so os tipos de fornos existentes, dentre os quais pode-se citar o
conversor Bessemer, o Siemens-Martin, o forno eltrico etc. A seguir tem-se
algumas consideraes sobre os citados fornos.
3.1 Conversor Bessemer
Este forno somente refina o ferro gusa, o qual sempre introduzido no estado
de fuso. O seu princpio o da passagem de ar comprimido ou oxignio
atravs da massa lquida, a qual oxida e elimina as impurezas e o carbono,
mantendo elevada a temperatura do material em fuso, que gira em torno de
de 1700
o
C (DIAS, 1998).
3.2 Forno Siemens-Martin
Trata-se de um forno horizontal longo, com diversas aberturas laterais por onde
se processa a carga, sendo o escoamento do ao lquido feito por intermdio
de canalculos que vm do fundo do leito do forno e saem em sentido oposto
s aberturas de carga.
8
O calor no interior do forno conseguido mediante a queima de um
combustvel gasoso ou a leo que insuflado em uma das extremidades do
forno. Os gases por sua vez so exalados pela extremidade oposta, no sem
antes passarem por um recuperador, que nada mais do que um
empilhamento de tijolos na parte inferior do forno. Isto necessrio para que
tais gases, de elevada temperatura, possam ceder calor antes de se dirigirem
s chamins.
Informaes de COLPAERT (1974) salientam que a produo diria dos fornos
Siemens-Martin varia de 60 a 350 toneladas, conforme o tamanho do forno; e
que a durao de uma corrida de 100 toneladas, por exemplo (desde o
carregamento at o vazamento), da ordem de 12 horas. A Figura 4 destaca
de forma esquemtica um forno Siemens-Martin.
Figura 4 Representao esquemtica de um forno Siemens-Martin.
(COLPAERT, 1974)
9
3.3 Forno EItrico
O forno eltrico ou forno eltrico a arco na realidade um grande recipiente,
basculante, com duas aberturas diametralmente opostas; sendo uma para
carga do material slido e a outra por onde vertida a massa lquida, conforme
se v na Figura 5.
O calor fornecido pelo arco voltaico que se forma entre os trs eletrodos
verticais, geralmente de grafite, e o banho; o qual funde a matria-prima e
produz o ao lquido. A temperatura neste estado varia de 1590
o
C a 1700
o
C
2
aproximadamente.
Durante a queima do material comum a injeo de oxignio, que ajuda a
esquentar a corrida, fundir mais rapidamente o material slido e queimar
carbono; a partir deste procedimento fica ntida a separao da escria do ao
lquido.
H uma grande variao no tamanho dos fornos eltricos, cuja produo em
toneladas de ao por corrida se estende desde at 100 toneladas
(COLPAERT, 1974). Dados fornecidos pela Belgo-Mineira informam que uma
corrida de 100 toneladas de matria-prima (correspondente a dois cestes de
50 t), o que representa cerca de 86 toneladas de ao pronto, dura 40 minutos
aproximadamente. Isto significa uma produo de 2000 t/dia e 57 000 t/ms.
2
A capacidade do transformador nestes casos da ordem de 48 000 V, de modo a se atingir o
nvel de temperatura em questo.
10
Figura 5 Representao esquemtica de um forno eltrico, tipo Heroult.
(COLPAERT, 1974)
4 REFINAMENTO E LINGOTAMENTO
Aps a passagem pelo forno principal, o ao lquido vertido em um balde de
vazamento ou panela e levado a fornos menores para refino e ajuste de sua
composio final. Esses fornos podem ser do tipo eltrico, tambm com trs
eletrodos de grafite, sendo conhecidos como fornos panela, nos quais o ao
permanece por cerca de quarenta minutos a uma temperatura da ordem de
1600
o
C.
Em geral, ao final do perodo no forno de refino, amostras de cada corrida so
retiradas e enviadas a laboratrio para fins de controle de qualidade. Por meio
11
de tcnicas como a espectrometria tica, por exemplo, elementos qumicos so
determinados e a composio qumica avaliada. Em funo dos resultados, o
ao lquido pode receber ferros-ligas, de maneira que o produto final se
enquadre dentro dos limites requeridos.
Cessada a etapa de refino, o ao submetido ao processo de lingotamento
contnuo. Atravs de uma nica abertura no fundo da panela, o ao lquido
escoado para um distribuidor, que ento distribui o volume de material lquido
de modo a esco-lo simultaneamente atravs de vrios furos existentes no
fundo do distribuidor, conforme pode-se ver na Figura 6. Abaixo de cada furo
do distribuidor existe um molde de seo quadrada que recebe o ao lquido e
d forma ao material. A este molde d-se o nome de lingoteira, a qual, por ser
refrigerada com gua, conhecida como lingoteira refrigerada. O ao lquido ,
portanto, vazado para as lingoteiras ainda em estado rubro, com temperatura
ao redor de 1200
o
C, sendo consequentemente resfriado ao ar, ao mesmo
tempo em que vai se solidificando na forma de barras de seo quadrada.
Estas barras so cortadas em tamanhos adequados para a etapa seguinte do
processo que a laminao, em torno de 15 metros.
Figura 6 Representao esquemtica do processo de lingotamento do ao.
(DIAS, 1998)
12
5 CONFORMAO MECNICA
A seguir so descritas as etapas de conformao mecnica aplicadas aos aos
para concreto armado, a saber, laminao a quente e trefilao, esta aplicada
apenas aos fios de ao CA-60.
5.1 Laminao a Quente
A etapa de laminao a quente, por que passam todos os aos destinados ao
uso como armaduras para concreto armado, basicamente consiste de um
reaquecimento das barras e submisso a um esforo de compresso lateral e
posteriormente diametral (quando os paraleleppedos se transformam em
cilindros), de maneira a haver reduo de seo transversal, conforme salienta
o esquema da Figura 7.
Inicialmente leva-se as barras a um forno de reaquecimento, elevando-se a
temperatura do ao at 1200
o
C aproximadamente, que a temperatura dita de
laminao. Neste nvel de temperatura o ao j adquire a colorao rubra.
A partir da, os aos so forados a passar pelos trens de laminao, que em
geral so divididos em trs categorias: trens desbastadores, trens
intermedirios e trens acabadores. Cada um destes trens composto de vrios
segmentos ou gaiolas (em torno de 7 ou 8), os quais contm jogos de
cilindros que exercem a compresso lateral da barra, de modo que a passagem
por cada gaiola implica em redues paulatinas da seo transversal. Nos
trens acabadores, discos de laminao especiais exercem a compresso,
propiciando assim o acabamento final em forma de barras cilndricas e a
gravao da marca do fabricante. No caso das barras de ao CA-50, nesta
etapa que dado o aspecto corrugado, caracterizado pelas nervuras em alto
relevo.
13
Figura 7 Esquema do processo de laminao a quente para os aos
destinados a armaduras para concreto armado. (DIAS, 1998)
O processo de laminao a quente implica ento em elevao da temperatura
do ao, aplicao de esforo mecnico de compresso lateral ou diametral e
posterior resfriamento dos produtos finais. Neste resfriamento, o contato do
metal quente que sai dos trens de laminao com o meio ambiente provoca
uma oxidao superficial na barra, criando-se uma camada superficial de
xidos sobre o metal, a chamada carepa de laminao. Esta carepa tanto
mais espessa e definida quanto mais brusco o resfriamento. No caso dos
aos CA-50, h um tratamento trmico de tmpera, que propicia ao ao, pelo
menos em uma certa espessura perifrica da seo transversal, a adoo de
uma microestrutura martenstica
3
. Isto se d com um brusco resfriamento em
gua dos vergalhes, sada dos trens de laminao, cuja conseqncia
inevitvel a consolidao de uma consistente carepa de xidos de colorao
cinza ou azulada, considerada por muitos como protetora da corroso
atmosfrica e at mesmo da corroso no interior do concreto.
3
MICORESTRUTURA MARTENSTICA: considerada uma soluo slida supersaturada a
metaestvel de carbono em ferro (ferrita), apresentando uma estrutura tetragonal de corpo
centrado, isto , uma clula unitria correspondendo a um prisma reto de base quadrada, com
as arestas laterais diferentes das arestas da base. Esta microstrutura contm grandes tenses
internas, haja vista ser obtida mediante processo de tmpera, estando o carbono forosamente
distribudo na rede cristalina da ferrita. No exame de superfcie polida, a martensita vista sob
forma de "agulhas".
14
5.2 TrefiIao
A trefilao o processo industrial final da produo do ao, aplicado apenas
s armaduras CA-60. Consiste em submeter os rolos de fio-mquina a uma
deformao a frio, atravs de um procedimento de estiramento do ao, como
se refere a NBR 7480 (ABNT, 1996). Dessa forma, os fios de ao so forados
a passar atravs de vrios anis ou fieiras, cujo dimetro de entrada (em cada
anel) maior que o dimetro de sada. O resultado uma deformao
microestrutural, com alongamento dos gros paralelamente ao esforo de
trao, conforme se v na Figura 8.
Figura 8 Ilustrao do processo de trefilao, destacando a reduo de seo
do ao e uma orientao preferencial dos gros, segundo a direo
paralela ao esforo de trao. (SHACKELFORD, 1996)
Cada conjunto de anis ou fieira reduz em cerca de 20% a seo transversal
do ao, de maneira que a passagem total pelo trefilador implica em quatro ou
cinco redues.
Informaes operacionais ressaltam a necessidade de se promover,
anteriormente trefilao, uma decapagem dos fios que vm dos laminadores.
Esta decapagem visa basicamente remover a carepa de laminao e feita
mediante banhos de cido clordrico, por exemplo, seguidos de banhos com
gua e, no final, banhos com cal para neutralizar. Durante a passagem pelas
primeiras fieiras, comum usar-se sabo seco, para lubrificar e melhorar o
trabalho de trefilao. Na ltima fieira dado um entalhe na superfcie metlica,
geralmente em baixo relevo, com o objetivo de tornar mais spera a superfcie,
melhorando assim a posterior aderncia com o concreto. Ao final de todo o
15
processo pode-se passar leo na superfcie dos fios de ao, dando-lhes uma
proteo adicional contra a corroso pelo ambiente, haja vista o produto em
questo no conter mais carepa de laminao.
O ao trefilado, sob o ponto de vista estrutural, sofre escorregamento de
cristais, de forma que deformaes permanentes ou plsticas resultam aps
todo o processo (JASTRZEBSKI, 1959). Diz-se ento que o ao sofreu
encruamento. Desta feita, escorregamentos posteriores tornam-se mais difceis
e a conseqncia imediata um aumento na dureza (VAN VLACK, 1970).
SHACKELFORD (1996) destaca que o mecanismo que explica esse aumento
na dureza est baseado na resistncia deformao plstica devida alta
densidade de discordncias produzidas no trabalho a frio, entendendo-se essa
densidade como o comprimento das linhas de discordncias por unidade de
volume. A estrutura encruada, portanto, apresenta gros severamente
distorcidos, sendo bastante instvel; os cristais neste caso tm mais energia
em comparao com os cristais no deformados, j que esto cheios de
discordncias e outras imperfeies. Havendo oportunidade, os tomos desses
cristais se reacomodaro de forma a se ter um arranjo perfeito e no
deformado (JASTRZEBSKI, 1959); isto passvel de ocorrer mediante
tratamentos trmicos, como o recozimento por exemplo.
Um dos resultados que parece de fato existir a partir do nvel energtico mais
elevado e maiores imperfeies de uma estrutura encruada a diminuio da
resistncia corroso, conforme salientam diversos autores de destaque na
rea de cincia e tecnologia de materiais (JASTRZEBSKI, 1959; VAN VLACK,
1970; GUY, 1980; ASKELAND, 1990; SHACKELFORD, 1996). Outras
propriedades so significativamente alteradas com a trefilao, a saber, tem-se
aumentados o limite de escoamento e a resistncia trao, reduzindo-se em
contrapartida a ductilidade (estrico e alongamento), tendo em vista parte da
elongao ser consumida durante a deformao a frio (VAN VLACK, 1984).
A Figura 9 mostra diagramas de tenso-deformao para um ao encruado e
outro recozido. Pode-se observar evidente os comentrios do pargrafo
16
anterior, alm do comportamento muito menos tenaz ou mais frgil do ao
encruado.
Figura 9 Comparao entre o aspecto do diagrama tenso-deformao de
um ao recozido e outro encruado.
A Tabela 1 destaca as variaes em algumas propriedades quando do
encruamento do ao.
Tabela 1 - Variao da resistncia trao, dureza, alongamento e resistncia
ao choque, com a passagem de um ao recozido para encruado.
(COLPAERT, 1974)
Aos
Propriedades Recozido Encruado
Resistncia trao 400 MPa 700 MPa
Dureza Brinell 100 200
Alongamento em 10 35% 5%
Resistncia ao choque 18 kgm 2 kgm
Limite de
escoamento
recozido
Limite de
escoamento
encruado
Deformaes
Cargas
17
6. REFERNCIAS BIBLIOGRFICAS
ASKELAND, D. R. The science and engineering of materiaIs. 2. SI ed.
London, Chapman & Hall, 1990.
ASSOCIAO BRASILEIRA DE NORMAS TCNICAS. Barras e fios de ao
destinados a armaduras para concreto armado; especificao; NBR
7480. Rio de Janeiro, 1996.
BATTAGIN, A. F.; ESPER, M. W. Contribuio ao conhecimento das
proprie-dades do cimento PortIand de aIto-forno. So Paulo, ABCP, s.
n. t.
COLPAERT, H. MetaIografia dos produtos siderrgicos comuns. 3. ed.
So Paulo, Edgard Blcher, 1974. 412 p.
DIAS, L. A. M. Estruturas de ao: conceitos, tcnicas e Iinguagem. 2. ed.
So Paulo, Zigurate Editora, 1998. 159 p.
GUY, A.G. Cincia dos Materiais. Rio de Janeiro, LTC/EDUSP, 1980.
JASTRZEBSKI, Z. D. Nature and properties of engineering materiaIs. New
York and London, John Wiley & Sons, Inc.; Tokyo, Toppan; 1959.
SHACKELFORD, J. F. Introduction to materiaIs science for engineers. 4.
ed. New Jersey, USA, Prentice - Hall / Simon & Schuster/A, 1996.
VAN VLACK, L. H. Princpios de cincia dos materiais; trad. FERRO, L. P.
C. So Paulo, Edgard Blcher, 1970. 427 p.
VAN VLACK, L. H. Princpios de cincia e tecnoIogia dos materiais; trad.
MONTEIRO, E. 4. ed. Rio de Janeiro, Campus, 1984. 567 p.
BOLETINS TCNICOS PUBLICADOS
BT/PCC/237 Dosagem de Argamassas atravs de Curvas Granulomtricas. ARNALDO MANOEL
PEREIRA CARNEIRO, MARIA ALBA CINCOTTO. 37p.
BT/PCC/238 Estudo da Difuso do Oxignio no Concreto. PAULO FANCINETE JNIOR, ENIO J. P.
FIGUEIREDO. 23p.
BT/PCC/239 Fissurao por Retrao em Concretos Reforados com Fibras de Polipropileno (CRFP).
JUSSARA TANESI, ANTONIO DOMINGUES FIGUEIREDO. 24p.
BT/PCC/240 Anlise em Project Finance. A escolha da moeda de referncia. JOO R. LIMA JR 42P.
BT/PCC/241 Tempo em Aberto da Argamassa Colante: Influncia dos Aditivos HEC e PVAc. YDA
VIEIRA PVOAS, VANDERLEY MOACYR JOHN. 13p.
BT/PCC/242 Metodologia para Coleta e Anlise de Informaes sobre Consumo e Perdas de Materiais e
Componentes nos Canteiros de Obras de Edifcios. JOS CARLOS PALIARI, UBIRACI
ESPINELLI LEMES DE SOUZA. 20p.
BT/PCC/243 Rendimentos Obtidos na Locao e Sublocao de Cortios Estudo de casos na rea central
da cidade de So Paulo. LUIZ TOKUZI KOHARA, ANDREA PICCINI. 14p.
BT/PCC/244 Avaliao do Uso de Vlvulas de Admisso de Ar em Substituio ao Sistema de Ventilao
Convencional em Sistemas Prediais de Esgotos Sanitrios. HELCIO MASINI, ORESTES
MARRACCINI GONALVES. 12p.
BT/PCC/245 Programaes por Recursos: O Desenvolvimento de um Mtodo de Nivelamento e Alocao
com Nmeros Nebulosos para o Setor da Construo Civil. SRGIO ALFREDO ROSA DA
SILVA, JOO DA ROCHA LIMA JR. 26p.
BT/PCC/246 Tecnologia e Projeto de Revestimentos Cermicos de Fachadas de Edifcios. JONAS
SILVESTRE MEDEIROS, FERNANDO HENRIQUE SABBATINI. 28p.
BT/PCC/247 Metodologia para a Implantao de Programa de Uso Racional da gua em Edifcios.
LCIA HELENA DE OLIVEIRA, ORESTES MARRACCINI GONALVES. 14p.
BT/PCC/248 Vedao Vertical Interna de Chapas de Gesso Acartonado: Mtodo Construtivo. ELIANA
KIMIE TANIGUTI, MERCIA MARIA BOTTURA DE BARROS. 26p.
BT/PCC/249 Metodologia de Avaliao de Custos de Inovaes Tecnolgicas na Produo de Habitaes
de Interesse Social. LUIZ REYNALDO DE AZEVEDO CARDOSO, ALEX KENYA
ABIKO. 22p
BT/PCC/250 Mtodo para Quantificao de Perdas de Materiais nos Canteiros de Obra em Obras de
Construo de Edifcios: Superestrutura e Alvenaria. ARTEMRIA COLHO DE
ANDRADE, UBIRACI ESPINELLI LEMES DE SOUZA. 23p.
BT/PCC/251 Emprego de Dispositivos Automticos em Aparelhos Sanitrios para Uso Racional da gua.
CYNTHIA DO CARMO ARANHA FREIRE, RACINE TADEU ARAJO PRADO. 14p.
BT/PCC/252 Qualidade no Projeto e na Execuo de Alvenaria Estrutural e de Alvenarias de Vedao em
Edifcios. ERCIO THOMAZ, , PAULO ROBERTO DO LAGO HELENE. 31 p.
BT/PCC/253 Avaliao de reas Urbanas atravs dos Usurios: O Caso do Centro de Guaratiguet.
MAURICIO MONTEIRO VIEIRA, WITOLD ZMITROWICZ. 20p.
BT/PCC/254 O Conceito de Tempo til das Pastas de Gesso. RUBIANE PAZ DO NASCIMENTO
ANTUNES, VANDERLEY MOACYR JOHN.15p.
BT/PCC/255 Impactos Ambientais Causados por Resduos Slidos Urbanos: O Caso de Maring/PR.
GENEROSO DE ANGELIS NETO, WITOLD ZMITROWICZ. 24p.
BT/PCC/256 Produo e Obteno de Barras de Fios de Ao para Concreto Armado. OSWALDO
CASCUDO, PAULO ROBERTO DO LAGO HELENE. 17p.
Escola Politcnica da USP - Dept de Engenharia de Construo Civil
Edifcio de Engenharia Civil - Av. Prof. Almeida Prado, Travessa 2
Cidade Universitria - CEP 05508-900 - So Paulo - SP - Brasil
Fax: (011)8185715- Fone: (011) 8185452 - E-mail: secretaria@pcc.usp.br
Vous aimerez peut-être aussi
- Materiais Formação Intervenção No LutoDocument31 pagesMateriais Formação Intervenção No LutoAna Marcão100% (3)
- Introdução A MassoterapiaDocument28 pagesIntrodução A MassoterapiaPaulo Adrian Assunção da Silva100% (2)
- Bio12 Teste Reprodução2020Document6 pagesBio12 Teste Reprodução2020VirgíniaTeixeiraPas encore d'évaluation
- Desenvolvimento NeuropsicomotorDocument46 pagesDesenvolvimento NeuropsicomotorAna Vitória MarcondesPas encore d'évaluation
- Direito Penal Parte EspecialDocument41 pagesDireito Penal Parte EspecialEvandro LyraPas encore d'évaluation
- E Book Gps Da Mente PDFDocument32 pagesE Book Gps Da Mente PDFrosemericursos100% (1)
- Dentistas Uberlandia Atualizada Jun 2021Document23 pagesDentistas Uberlandia Atualizada Jun 2021Gabriel Antônio Rodrigues Emediato100% (1)
- 2 Prova - Auxi - Necropsia - Versao - 1Document24 pages2 Prova - Auxi - Necropsia - Versao - 1Susy SilvaPas encore d'évaluation
- Alcoolismo - Recursos e Possibilidades Do Serviço Social em Seu EnfrentamentoDocument10 pagesAlcoolismo - Recursos e Possibilidades Do Serviço Social em Seu EnfrentamentoMarco Aurelio Romar100% (1)
- Plano de Gestão de RiscosDocument5 pagesPlano de Gestão de RiscosCleiton SimettePas encore d'évaluation
- A Saga Do Corvo - Geraldo Bernardo - Cidade de Souza - ParaíbaDocument7 pagesA Saga Do Corvo - Geraldo Bernardo - Cidade de Souza - ParaíbaeveraldovasconcelosPas encore d'évaluation
- Jardins em VasoDocument21 pagesJardins em VasoLuís DavidPas encore d'évaluation
- Problemas Sociais e Ambientais - Tudo Sala de AulaDocument2 pagesProblemas Sociais e Ambientais - Tudo Sala de AulabirdcybersPas encore d'évaluation
- Cirurgia Oral PediatricaDocument27 pagesCirurgia Oral PediatricaDário Tembe100% (1)
- Em Busca de Um Sentido LivroDocument2 pagesEm Busca de Um Sentido LivroGuilherme GamaPas encore d'évaluation
- Continente e ContidoDocument1 pageContinente e ContidoAndre RamosPas encore d'évaluation
- QUIMICA FARMACEUTICA - Latenciação e Pro FarmacosDocument43 pagesQUIMICA FARMACEUTICA - Latenciação e Pro FarmacosnaraPas encore d'évaluation
- DeclaraçãoDocument62 pagesDeclaraçãoGessica PondjaPas encore d'évaluation
- Aula 2 - HidrologiaDocument21 pagesAula 2 - HidrologiaEder LimaPas encore d'évaluation
- Estatisticas de Acidentes No Setor de Energia Eletrica No BrasilDocument31 pagesEstatisticas de Acidentes No Setor de Energia Eletrica No BrasilAnonymous MjVTyRTGdqPas encore d'évaluation
- ManualdoUsuário BioPaceDocument56 pagesManualdoUsuário BioPacehoe.assistenciaPas encore d'évaluation
- Manual de HACCP de Uma Fábrica de Marmelada PDFDocument0 pageManual de HACCP de Uma Fábrica de Marmelada PDFjsje1990100% (1)
- Boi Gordo - Cotações - Scot ConsultoriaDocument1 pageBoi Gordo - Cotações - Scot ConsultoriaDiegoPas encore d'évaluation
- A Caravana Da Vida e A Caravana Da MorteDocument6 pagesA Caravana Da Vida e A Caravana Da MorteJoel Bontempo100% (1)
- Desenvolvimento EmbrionárioDocument4 pagesDesenvolvimento EmbrionárioRodrigoPas encore d'évaluation
- Avaliação Global 7° Ano (6 Serie) Filosofia DecisãoDocument4 pagesAvaliação Global 7° Ano (6 Serie) Filosofia DecisãoLuiz G Junior GonzagaPas encore d'évaluation
- REFERENCIASDocument3 pagesREFERENCIASBreno Natan BorgesPas encore d'évaluation
- Fiscalização e Sistema de Inspeção de Produtos de Origem AnimalDocument2 pagesFiscalização e Sistema de Inspeção de Produtos de Origem AnimalLeidieny Januth RodriguesPas encore d'évaluation
- Roteiro Da Aula Prática - Enfermagem CirúrgicaDocument6 pagesRoteiro Da Aula Prática - Enfermagem CirúrgicaDebora SousaPas encore d'évaluation
- FG85 Fiatallis ELETRICIDADE BASICA 48 PaginasDocument48 pagesFG85 Fiatallis ELETRICIDADE BASICA 48 PaginasRicardo Soares FonsecaPas encore d'évaluation