Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Seminar Topic Related With FinFETDocument1 pageSeminar Topic Related With FinFETshajehanPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- EELE 414 - Introduction To VLSI Design Module #4 - CMOS FabricationDocument85 pagesEELE 414 - Introduction To VLSI Design Module #4 - CMOS FabricationBoyella NagendraPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- MRF5015 PDFDocument9 pagesMRF5015 PDFآكوجويPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- BTS 141Document11 pagesBTS 141RM MódulosPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Low Power and Low Voltage VT Extractor Circuit and MOSFET Radiation DosimeterDocument4 pagesLow Power and Low Voltage VT Extractor Circuit and MOSFET Radiation DosimeterronaldompontePas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Curve Tracer PDFDocument8 pagesCurve Tracer PDFurenhu9970100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Si4425BDY: Vishay SiliconixDocument5 pagesSi4425BDY: Vishay SiliconixElisabeth BaraPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Buk555 100aDocument8 pagesBuk555 100aDiego AliasPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Irf 7101Document9 pagesIrf 7101petrovi482Pas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- 2EC6304 Electronic Circuits I QBDocument7 pages2EC6304 Electronic Circuits I QBRaji SharmiPas encore d'évaluation
- 2022-TED-Bias-Dependent Conduction-Induced Bimodal Weibull Distribution of The Time-Dependent Dielectric Breakdown in GaN MIS-HEMTs PDFDocument6 pages2022-TED-Bias-Dependent Conduction-Induced Bimodal Weibull Distribution of The Time-Dependent Dielectric Breakdown in GaN MIS-HEMTs PDFXiaole JiaPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Pollab CV3Document4 pagesPollab CV3Sabbir AhmedPas encore d'évaluation
- Mosfet C2M0080120DDocument9 pagesMosfet C2M0080120Dcmlcaldeira10Pas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Ec I (16 M) - Unit IDocument19 pagesEc I (16 M) - Unit IGtecEcePas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Mosfet PaperDocument7 pagesMosfet PaperVaibhav RanaPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On-Bright Confidential To ACT: General Description FE AturesDocument10 pagesOn-Bright Confidential To ACT: General Description FE AturesJose BenavidesPas encore d'évaluation
- Jfets and MosfetsDocument26 pagesJfets and MosfetsmirmohammadPas encore d'évaluation
- SUN0550DDocument8 pagesSUN0550DRegaPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Course SyllabusDocument56 pagesCourse SyllabusjigarspatelPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Group 1 - JFET - NSESP 2021Document16 pagesGroup 1 - JFET - NSESP 2021Sisilia Anabina TariganPas encore d'évaluation
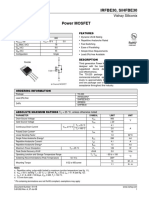
- Irfbe30, Sihfbe30: Vishay SiliconixDocument8 pagesIrfbe30, Sihfbe30: Vishay SiliconixЛехаPas encore d'évaluation
- MOS Device Physics Tom LeeDocument32 pagesMOS Device Physics Tom LeeMohammed MorsyPas encore d'évaluation
- HX50N06 Heatsink Planar N-Channel Power MOSFETDocument6 pagesHX50N06 Heatsink Planar N-Channel Power MOSFETDaniel OrtizPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Arduino True Battery Capacity Tester Li IonNiMHDocument12 pagesArduino True Battery Capacity Tester Li IonNiMHbudituxPas encore d'évaluation
- TK8P65W Datasheet en 20140917Document10 pagesTK8P65W Datasheet en 20140917Leudin Russo PedrozaPas encore d'évaluation
- CalculationsDocument15 pagesCalculationsnho_OsakaPas encore d'évaluation
- ESD DetectorDocument8 pagesESD DetectorNurul AqilahPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Mixed-Signal IP Design Challenges in 28 NM and BeyondDocument14 pagesMixed-Signal IP Design Challenges in 28 NM and BeyondyvarshneyPas encore d'évaluation
- Analog Electronic Circuit: Prof. Shouribrata ChatterjeeDocument1 pageAnalog Electronic Circuit: Prof. Shouribrata ChatterjeechadPas encore d'évaluation
- Chapter 7 Digital Integrated CircuitsDocument36 pagesChapter 7 Digital Integrated Circuitsjun deePas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)